合理選擇處理方式推動舊砂再生技術應用
2015-04-23 04:23:18煙臺勝地汽車零部件制造有限公司曹玉亭孫婷婷
金屬加工(熱加工) 2015年17期
煙臺勝地汽車零部件制造有限公司 曹玉亭,孫婷婷
我公司主要從事汽車零部件生產,產品是剎車盤、鼓,年產3500萬片以上,鑄造能力達每年30萬噸。目前,鑄造有4個熱工部,其中三個部各有3條新東FCMX-Ⅲ水平造型線。第四部有4條丹麥DISA240垂直造型線。采用濕型砂造型,砂處理采用DISA轉子混砂機,SMC自動控制緊實率。制芯采用三乙胺冷芯盒制芯。表1是我公司目前熱工部含舊砂廢棄物的排量統計。
近年來舊砂再生技術日趨成熟,對此項技術也產生較大需求。再生砂主要用于制芯,現結合有關考察及試驗,就舊砂再生技術做以下交流。
1. 再生方式
排廢舊砂主要為潮模砂及部分未充分燒結的樹脂砂。單純采用熱法再生的方式不能夠去除附著在砂粒表面的黏土、煤粉、雜質等,而復合再生,如熱法+機械、濕法+表面改性等基本能夠作為我司舊砂再生的處理方案。
2. 再生砂應用
(1)再生砂質量 附圖為顯微鏡下砂粒形態,表2為狀態描述。
經試驗,舊砂經熱法+機械混合再生處理后,含泥量為0.1%,灼燒減量在0.15%以內,AFS較舊砂增大3以上。上述指標基本能夠滿足我公司原砂驗收標準。
(2)再生砂應用情況 試驗按照再生砂:原砂=60:40的方案進行混砂制芯,在混砂工藝不變的情況下,“8”字試塊強度最大能達到同期原砂試塊強度的4/5,最小達1/2。制樣4h前后,試塊強度達到最大值,且4~24h內基本穩定在最大值。
再生砂經過焙燒,熱膨脹系數小,理論上能夠減輕鑄件脈紋現象。使用上述混合砂制芯,砂芯鑄件脈紋比例由100%降低至26%,且脈紋高度變低,數量明顯減少,顯著降低返修比率。鑄件綜合成品率無明顯變化。
3. 再生砂應用存在的問題
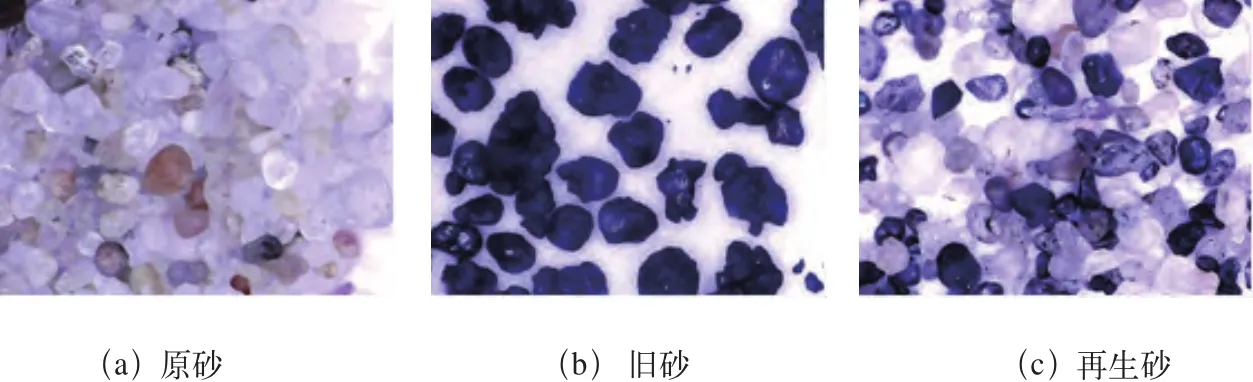
顯微鏡下砂粒形態(500×)

表1 熱工部含舊砂廢棄物的排量統計

表2 砂粒形態
(1)再生回用合作方式 目前,絕大多數主營再生設備生產與銷售的企業,以及投資再生設備的用戶,依舊存在以下難題:①含砂細分(廢灰)等的處理。②舊砂再生過程中產生的二次排廢物。如區域內幾家鑄造廠廢砂交由專業的再生廠家統籌處理,不僅可以從一定程度上降低鑄造廠的運營成本,還可以將粉泥等實現資源化利用。
(2)再生砂混用 目前,成功推廣再生砂的鑄造廠,再生砂大都是以50%~80%的比例用于冷芯制造或添加到砂處理砂庫中,其余20%~50%由原砂、特種砂等補充。導致這種現象有如下原因:①舊砂再生率60%~80%,需要及時補充原砂以達到砂庫平衡。②提高砂芯強度的需要。單純使用再生砂,冷芯強度略低(再生后砂粒變細,比表面積增大;再生砂酸耗值高于原砂,約8mL/50g)。③調整砂庫內砂的粒度,舊砂經機械碾磨,部分破碎,AFS增大。
再生砂與原砂混合,需要對原有砂庫、設備布局、輸送裝置、再生砂調配裝置等進行改造。
(3)再生砂成本 以自主投資設備并管理經營的方式,再生成本與原砂相比在北方沒有絕對的優勢。
4. 結語
目前,舊砂再生的主要設備及技術較為成熟,但配套設施如PLC控制系統、篩分、煤泥處理等環節還需要不斷完善。隨著技術及服務的提升,投資運營成本的降低,勢必將推動舊砂再生技術在鑄造行業的廣泛應用。
