汽車半軸套管用鎖緊螺母調質開裂失效分析
2015-04-23 04:23:40焦東風金林奎趙建國王春亮
金屬加工(熱加工) 2015年17期
關鍵詞:裂紋
■ 焦東風,金林奎,趙建國,王春亮
1. 概述說明
(1)汽車用半軸套管鎖緊螺母的加工,原工藝采用圓鋼下料鍛造。首先在高速汽錘上進行鐓粗壓扁,鐓粗的鍛造比達Y=H0/H1=10,而且鍛件變形速度太快,易產生平面周向折疊。由于螺母厚度太薄,鍛坯只有10mm左右,終鍛溫度難以控制。在后序沖孔和整形時,溫度偏低延展性不足,易形成邊角開裂。造成折疊和開裂的廢品率高達25%左右。
(2)為了避免鍛造加工的缺陷,改進后的鎖緊螺母加工工藝,采用45鋼熱軋無縫鋼管,鋸床下料。這樣可以節省材料,減少工序,同時避免鍛造裂紋。近期的螺母產品經調質處理,機加工后發現工件表面開裂現象比較嚴重。螺母外平面形成整體的周向裂紋,以及數條徑向裂紋,廢品率高達10%。
(3)目測螺母失效件(見圖1)表面,裂紋主要呈周向開裂,裂紋幾乎延伸至整個工件外平面。圖1上部有一條垂直于外圓的徑向裂紋,裂紋上端沒有貫穿外表面,下端沒有與徑向裂紋相連接,初步推斷為內裂紋,內裂紋的產生與內部組織缺陷有關。圖1下部有一條人字形分叉裂紋,人字形裂紋的頂端與外圓表面相連接,形成開口裂紋。
2. 過程檢驗
(1)截取原材料尺寸為25mm×25mm×15mm(長×寬×厚)的樣塊,進行化學成分檢測,檢測設備為Labspark5000精密直讀火花光譜儀。檢查結果(見附表)表明,化學成分符合材料標準要求。
(2)金相檢測,人字形裂紋的頂端,與外圓表面形成開口裂紋,且裂紋兩側有明顯的氧化脫碳層(見圖2),氧化脫碳層深度達0.35mm。從圖2看,近表層處裂紋間隙呈深黑色,裂紋內氧化物較少。裂紋下部間隙內充滿高溫氧化物。裂紋附近為調質處理的索氏體組織。靠近裂紋兩側,鐵素體基體上的顆粒狀碳化物較少,屬于含碳量低于正常基體組織的氧化脫碳層。
(3)裂紋的擴展為曲折狀沿晶開裂,裂紋尾部呈分叉狀,裂紋四周同樣布滿較深的脫碳層。存在較深脫碳層的裂紋,可以確定是在淬火之前形成的,因為調質處理的加熱過程,使裂紋兩側氧化脫碳(見圖3)。在徑向裂紋的垂直部位取樣檢查,裂紋仍然是曲折狀沿晶擴展,但裂紋兩側無氧化脫碳現象,這種裂紋屬于調質處理過程中淬火產生的裂紋。在裂紋的附近,可見原始的晶粒異常粗大,晶粒度達1~2級。這種粗大組織,是原材料軋制時溫度過高、晶粒急劇長大造成的,且晶粒呈現軋制拉長的形態(見圖4)。

圖1 螺母表面裂紋(實物)
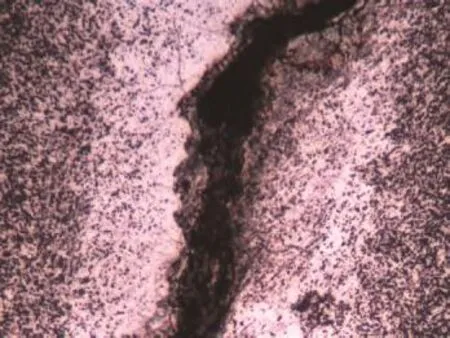
圖2 裂紋端面脫碳層(400×)

45鋼原材料化學成分的檢查結果(質量分數) (%)
(4)對原材料軋制組織進一步觀察,失效件近表層處晶粒極粗大,且晶粒變形傾向較嚴重,呈扁平狀,晶粒平均直徑為0.35μm,晶粒度達0級;失效件心部的晶粒仍然粗大,變形呈橢圓狀,晶粒平均直徑為0.20μm,晶粒度達1.5級。正常晶粒的平均直徑在0.02~0.06μm之間,晶粒度為5~8級。晶粒度≤3級時屬于過熱組織。晶粒度在0~1.5級之間,已經長大為嚴重的過熱組織晶粒(見圖5、圖6)。這種現象表明原材料在軋制時,加熱溫度過高,晶粒急劇長大,晶界寬化,此時的晶間結合力顯著降低。金相組織顯示,晶粒變形現象嚴重,表明原材料軋制的終軋溫度過低,組織不能回復再結晶。組織間存在較大的鍛造應力,工件在后序加工及熱處理時,極易造成變形和開裂。
(5)在人字形裂紋的中部,裂紋周圍的脫碳層較嚴重,脫碳層深度達0.40mm。在脫碳層處,鐵素體基體呈較粗的等軸晶粒。這種較粗的等軸鐵素體(見圖7)晶粒,表明組織經過一次奧氏體化溫度加熱的氧化脫碳,但加熱溫度應在1000℃以下。如果加熱溫度超過1000℃,甚至在1200℃以上,該脫碳層的鐵素體晶粒就會形成長條狀的柱狀晶,因此該裂紋不會是軋制開裂的裂紋。該裂紋不是軋制開裂的另一個理由是,如果該裂紋在軋制時開裂,那么調質后裂紋周圍脫碳層內的鐵素體晶粒應為細小等軸狀。因為鐵素體晶粒在軋制的高溫下,首先形成柱狀晶,然后在調質處理的加熱過程中,鐵素體晶粒經過二次重結晶,柱狀晶完全奧氏體化,然后重新結晶,轉變為細小等軸狀的晶粒。由此表明,出現這種較粗等軸狀鐵素體晶粒的裂紋,應是在軋制之后淬火之前形成的。從脫碳層嚴重程度看,該裂紋應是在調質處理加熱初期產生的。由此推斷,可能為調質處理加熱初期熱應力產生的裂紋;也有可能是原材料軋制時即存應力集中裂紋;或者為原材料下料后應力釋放產生的裂紋。但是有一點可以確定,在1200℃左右的高溫軋制過程中沒有產生這種裂紋。該裂紋是在原材料軋制以后,由于終軋溫度過低,組織沒有回復再結晶,變形的晶粒沒有及時回復,應力沒有得到消除,在后序機加工及熱處理時,應力釋放及疊加產生的裂紋。在裂紋附近,分布有大量斷續條狀的淺灰色非金屬夾雜物(見圖8)。從形狀和特征判斷,該非金屬夾雜物屬于低熔點的硫化物夾雜。它的存在顯著降低了材料的強度,進一步增加材料的應力開裂傾向。
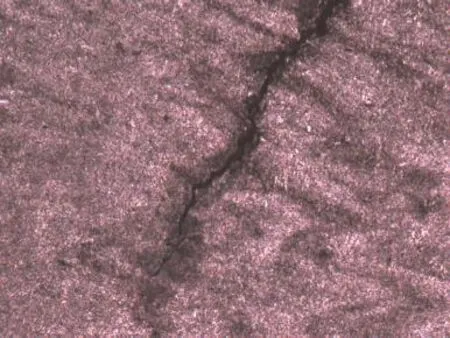
圖4 裂紋周圍無脫碳層(100×)

圖5 表層粗大晶粒(100×)

圖6 心部粗大晶粒(100×)
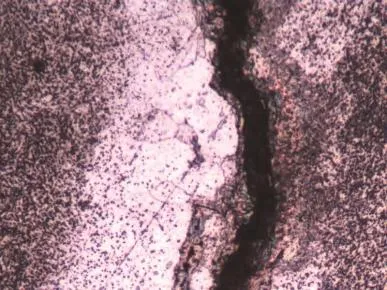
圖7 較粗等軸鐵素體(400×)
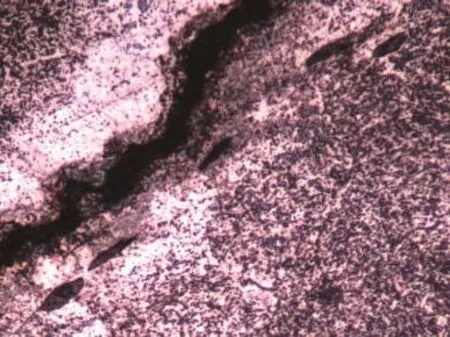
圖8 條狀非金屬夾雜物(400×)
3. 分析改進
(1)汽車用半軸套管鎖緊螺母的表面裂紋,是原材料軋制之后,機加工及熱處理過程中產生的。產生裂紋的影響因素包括鋼管原材料軋制始軋溫度過高;終軋溫度過低;原材料非金屬夾雜物超標。①原材料軋制始軋溫度過高,晶粒急劇長大,晶界弱化,晶間結合力顯著降低,極易造成應力開裂。②原材料軋制終軋溫度過低,組織無法回復再結晶,原始晶粒嚴重變形,原材料軋制應力很大且無法消除。這種情況下,原材料鋼管放置時間越長,軋制應力在晶界等缺陷處集中越嚴重,越易沿粗大晶粒的晶界處產生裂紋。③原材料鋼管用鋸床下料后,在粗大晶粒開口處,原始軋制應力得到釋放,極易形成邊角開裂。④工件在調質處理加熱時,原始軋制應力與加熱過程中產生的熱應力疊加,增加工件的開裂傾向。⑤工件在淬火時產生的組織應力,超過原始粗大組織的晶間結合力,使工件產生開裂。⑥原材料中非金屬夾雜物超標,材料的強度降低,脆性增大,進一步增加后序機加工及熱處理開裂傾向。
(2)正是由于不規范的原材料軋制加工工藝,給后序機加工及熱處理帶來諸多開裂的隱患。出現上述軋制缺陷的鋼管,原材料制造廠家應及時進行去應力退火或高溫回火處理,以便消除軋制應力,防止鋼管原材料在后序加工中產生裂紋。同時也要降低材料組織中的非金屬夾雜物,保證原材料的組織和性能要求。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
