從機加工需求進行壓鑄模具的設計優化
2015-04-23 04:23:26劉亞峰崔愛軍
金屬加工(熱加工) 2015年17期
■ 劉亞峰,崔愛軍
壓力鑄造具有生產效率高、成本低、外觀質量優良、模具壽命長等一系列特點。在生產中,模具設計的合理性,決定著鑄件質量優劣和生產效率的高低。因此,整個模具設計過程需要結合鑄件特點、壓鑄設備能力、采用的材料特性、客戶特殊要求等相關因素全面考慮。但是,在實際生產中,大部分壓鑄模具設計人員把毛坯件壓鑄訴求作為設計關注的重點,而忽略了其后的機加工的特殊需要,經常出現壓鑄毛坯機加工時出現定位困難、毛坯余量不均、刀具壽命縮短等問題,嚴重影響了機加工的生產效率及鑄件質量的穩定,最終導致企業經濟效益下降。
下面就壓鑄模具的結構特點對機加工的影響及如何優化進行簡要的探討。
一、壓鑄件澆口設置的影響
澆口的設置是模具設計重要環節之一,壓鑄模具澆口設計時幾乎都是從鑄件的填充、成形質量、流動狀態這些方面來進行的,不會過多地考慮毛坯件對后續機加工的影響。
1. 澆口位置對刀具的影響
不論從任何角度來看,壓鑄件的內澆口位置的設置都是澆注系統設計中的重點和難點,任何的疏忽大意都將引起不可預估的失誤,同時這種失誤無法依靠壓鑄工藝的調整來彌補。從壓鑄生產的角度來看,選擇澆口位置需遵循以下基本原則。
(1)避免液態金屬進入型腔后立即封閉排氣槽,利于排除型腔內的氣體。
(2)盡量少采用分支澆口,以免多股金屬液流相互干擾,形成渦流,包卷氣體。
(3)澆口面不要正對著芯子和腔壁,避免金屬液的直接沖擊。
(4)內澆口應放置在鑄件較厚的部位,利于壓力的傳遞。
(5)金屬液流程最短,以減少能量損失并避免降溫太多。
(6)內澆口不應引起鑄件收縮時變形。
(7)盡可能把內澆口設置在離工件重要部位較近的地方。
如果不考慮毛坯件后續的機加工,澆口位置的設置方面能夠滿足上述這些條件,那么可以說澆口位置的設置已很完美了。但是,在生產中大部分的壓鑄件需要進行機加工,如果漠視了機加工對鑄件毛坯的實際需求,必將為其帶來一些不必要的麻煩。主要表現在:澆口去除后的殘留對機加工定位的影響和澆口部位機加工時出現的斷續切削。
眾所周知,斷續切削是機械加工中的一個工藝難點,其可產生周期性振動,使已加工表面出現條痕或波紋痕跡,造成表面粗糙度值增大,切削過程的間斷切削使刀具周期受力,容易發生刀具崩刃,降低刀具使用壽命。在斷續切削時,操作者不得不采用較低切削速度和較小的進給量,影響了機加工的生產效率。
相對來講,對定位的影響要小一些,在設計機加工夾具時,多做一些了解溝通,確認毛坯件的澆口形式及位置,預估將來的澆口殘留的大概尺寸,盡量避免用澆口部位來做機加工的定位基準。
因此,澆口位置的設置在滿足壓鑄生產的前提下,還需要兼顧后續機加工的工藝需求,根據機加工的實際工藝過程,來合理地布置毛坯件的澆口位置。如果二者不可兼得,建議澆口放置在外露、平整的平面上,便于打磨,減少余量。或者澆口位置、大小在加工平面上放置均勻、連續,減少斷續切削。
如圖1所示,是常見的澆口位置的選擇問題。
圖1a澆口設在動模側,將來澆口殘留在圓平面上,就壓鑄工藝來看,澆口設在動模側有利于金屬液的填充,利于鑄件的壓鑄生產,而圓平面上的澆口殘留,經后續機加工可以去除,且鑄件外形美觀,無澆口殘留痕跡,但是會帶來斷續切削的問題。
圖1b設在定模側,將來澆口殘留在鑄件的圓周上,就壓鑄工藝來看,這樣的澆口設置金屬液將直接沖擊模具腔壁,容易在澆口對應部位出現黏模,將來去澆口后在鑄件圓周上會殘留有澆口痕跡,影響到鑄件的外觀質量,同時澆口部位的打磨還需要花費一定的成本。但是,圓周部位不需機加工就避免了斷續切削的問題。
實際生產中的選擇需要結合各自企業的特點,以顧客需求為導向來綜合平衡處理,這里所要強調的是:壓鑄模具的設計盡量顧及到機加工的需求。
2. 澆口位置對機加工定位的影響
機加工一般要選擇毛坯上某個粗基準作定位,隨后進行精基準加工。這些粗基準要求平整、可靠、一致,粗基準的選擇方法主要有兩種。
第一種:在機加工鑄件圖樣上尺寸鏈不以某個非機加面作為設計基準時,粗基準的確定往往會選擇毛坯上最大的平面、外圓或內孔,因為這些特征可獲得最大的定位極限,保證定位的準確性和一致性。
第二種:在機加工鑄件圖上尺寸鏈以某個非機加工面作為設計基準時,粗基準就必須要選擇該設計基準面,因為以這個基準面加工出的精基準,在后續的加工中可代表圖樣上的原設計基準作為工藝基準使用。如澆口出現在這些區域,則嚴重影響鑄件定位。根據機加工定位的方法,對應的優化方案如下:
(1)澆口的位置盡量不要選擇在作定位的較大平面上或設計基準上。
(2)如澆口必須要放置在作定位的較大平面上或設計基準上時,考慮多股進料,預留出定位所需的位置,如圖2所示。分股中間區域仍為平整區域,可與其他區域形成三點一平面定位(外圓定位相同)。
(3)在鑄件允許的情況下,增加工藝定位凸臺(見圖3),以優化機加工定位粗基準面。
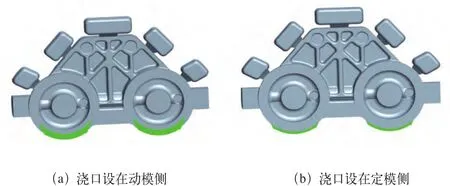
圖1 澆口位置的不同設計
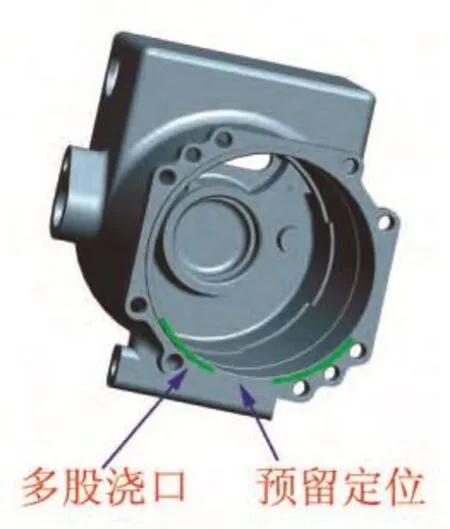
圖2 預留定位基準面
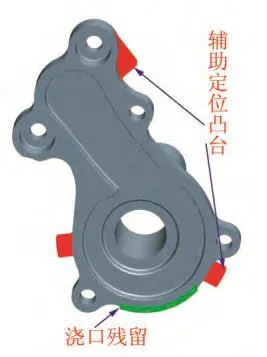
圖3 輔助定位凸臺的設置
通過上述優化方案,可提高鑄件機加工定位的可靠性。另外,在壓鑄生產時注意澆口處的變形和優化去除澆口工藝,即可進步一改善機加工定位。
二、預留底孔的影響
1. 預留底孔對位置公差的影響
普遍認為,模具上能夠成形的孔類形狀,都應盡量預留底孔,達到減小機加工余量,保護鑄件硬化層,以及保證鑄件氣密性良好的目的。但是,有時預留底孔卻帶來了另外一個問題,就是這些銷孔是否能夠滿足鑄件的位置公差要求,并且不影響機加工。如果出現加工后位置精度超差,極可能是預置孔位置精度超差,導致刀具沿著錯誤的預置孔導向偏離了預設的加工尺寸。
預留底孔的基準是模具的制造基準,而在機加過程中選用的工藝基準和模具制造基準不一致時,預留底孔一定也會偏離工藝基準,因此會導致位置度超差。對于這類問題可采用下列方式來解決:
(1)在模具設計時盡量將模具制造基準作為機加工粗定位基準,基準統一后,就會提高孔加工的位置精度。比如,有位置度要求的預留底孔要與工藝基準的定位面在模具分型面的同一側,減少合模錯位的誤差影響。
(2)由于產品的多樣性有時很難統一制造基準,此時建議取消加工深度較淺的預留底孔。由機加工完成孔的定位和加工,消除預置底孔的導向作用,提高位置精度。但同時也要注意大余量的切削會將壓鑄件內的缺陷暴露出來。
2. 預留底孔對機加工定位的影響
機加工中經常采用壓鑄件上的毛坯預留底孔作為粗定位,因此預留底孔的可靠性對定位尤為重要,因此在考慮預置孔定位優先的前提下建議:
(1)模具預留底孔芯盡量和模芯整體式為主,避免采用分體可拆卸式的。主要原因是分體可拆卸式的芯子使用一段時間后,就會在銷孔裝配結合面形成毛刺,而這些毛刺都是很薄、很軟的,即使將其去掉,它也會有一小部分黏附在孔壁上,影響定位精度。
(2)作為定位的預置孔芯其起模斜度量做大,表面硬度盡量提高,這樣可以使壓鑄生產時脫模順暢,降低黏模和拉傷孔內壁的可能,從而提高定位精度。
(3)對于孔徑較小、分體式的預留孔作為粗定位基準使用時,最好在制作模具的同時多預備一些該孔的芯子,以確保模具維修時該孔尺寸的穩定、一致,避免為后續的機加工帶來不必要的損失。
預留底孔是否恰當,會影響到機加工的定位以及精度,因此在壓鑄生產過程中除了關注預留底孔是否變形、黏模等質量狀態外,還應加強日常對芯子的保養,保證定位基準的一致性。
三、結語
綜上所述,從鑄件機加工的角度來講,模具設計更便于定位,余量分布的更合理,尤其是模具的制造基準要與機加工工藝基準一致,對提高機加工的效率和質量是有益的。因此,在壓鑄模具設計時就需要設計人員綜合考慮各方面的因素,這對模具設計人員專業能力的拓展提出了新的要求。一個優秀的壓鑄設計人員必將是具備模具技術、壓鑄技術、機加工技術的復合型技術人才。
[1]李慶壽.機床夾具設計[M].北京:國防工業出版社,1985.
[2]孫恒,陳作模.機械原理[M].北京:高等教育出版社,2001.
[3]付宏生,張景黎.壓鑄成形工藝與模具[M].北京:化學工業出版社.2007.
[4]趙浩峰.現代壓力鑄造技術[M].北京:中國標準出版社,2003.
[5]楊裕國,鋁壓鑄成型及質量控制[M].北京:化學工業出版社.2009.
[6]李仁杰.壓力鑄造技術[M].北京:國防工業出版社,1996.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
