42CrMo鋼閥橋U形槽底高頻感應淬火變形分析
2015-04-23 04:23:32張曉云軍朝
金屬加工(熱加工) 2015年17期
關鍵詞:變形
■ 張曉云, 軍朝
閥橋是柴油機驅動機構中用一個作用力驅動兩個或多個氣門的零件。在將凸輪的旋轉運動轉換為氣門或噴油泵的往復運動過程中,長期與氣門頂桿相接觸,受往復小沖擊及磨損,不僅要求具有一定的綜合力學性能,而且應具有一定的耐磨性。我公司在柴油機裝配和拆檢過程中,多次發現該零件因U形槽處變形導致早期失效,從而造成驅動機構頻繁拆裝和密閉不嚴,因此對閥橋正確進行熱處理是延長此類零件使用壽命的關鍵。本文對此零件U形槽底高頻感應淬火前后進行了各種試驗和變形分析。
1. 試驗材料與方法
閥體所采用材料為42CrMo鋼,其槽口形狀為U形,尺寸規格及外形如圖1所示,槽寬及槽深分別為18.5mm和8.5mm。技術要求為:淬火硬度為≥55HRC,淬硬層深度≥1.6mm,槽口尺寸為18.5+0.1+0mm。
為提高閥體的硬度及耐磨性,我公司采用了42CrMo材料制造,其化學成分分別為wC=0.41%、wCr=1.05%、wMo=0.18%、wP=0.015%、wS=0.005%,余量為Fe。
閥體的加工工序為:鍛造→調質→機械加工→高頻感應淬火→機械加工。
高頻感應淬火設備型號為GGC-80-2A,采用數顯洛氏硬度機TIMER5330檢測淬火、回火硬度,用MEF4A金相顯微鏡觀察試樣的顯微組織。
2. 高頻感應淬火及變形統計
高頻感應淬火設備GGC-80-2A能夠在短時間內將零件表面加熱至Ac3以上淬火溫度,而且幾乎無保溫時間,短時高效。在實際處理過程中,因該零件淬火區域為槽底平面,較一般圓柱外圓面感應加熱效果有所降低,致使加熱時間較長。同時,閥體槽底面厚薄不均,故感應器與槽底間加熱距離稍遠。具體處理過程如表1所示。
閥體槽底感應加熱淬火后,硬度為56~57HRC,淬硬層深度3.5mm左右,槽口尺寸為18.70~18.72mm,變形量為0.16~0.17mm,超差工藝尺寸上限0.1~0.12mm。
3. 分析與討論

圖1 閥橋及槽口示意

表1 高頻感應淬火處理參數及變形數據
感應淬火時,多數表現為熱應力畸變,為了控制畸變量,應減少熱量向心部傳遞。在本試驗中,為減少應力影響,擬采取低溫退火、前期預壓縮變形和縮短加熱距離等三種方式進行。
從表2可看出,通過160℃、180℃和200℃×5h的低溫退火處理,機械加工應力得到部分釋放,淬火后槽口變形量為0.12~0.14mm,改善不明顯,變形無規律。
從表3可看出,通過1MPa、2MPa和3MPa預壓縮變形,槽口分別收縮0.04mm、0.06mm和0.11mm,淬火后槽口變形量為0.12~0.15mm,改善不明顯,變形無規律。
從表4可看出,在相同電參數及加熱參數下,將感應器與槽底加熱距離由5.5mm縮短至1.5mm,槽口變形明顯降低,淬火后槽口變形量為0.03~0.08mm。在試驗過程中,發現當感應器與槽底距離縮短至1.5mm時,操作存在一定難度,故不建議采用。因此,當加熱距離為2~2.5mm時,變形量降低為0.03mm。
從圖2可看出,加熱距離為2mm時,槽底面與兩側組織過渡較為平緩,有效降低了該處產生變形的可能性。從圖3可看出,當加熱距離為5.5mm和2mm時,淬火后組織均為淬火馬氏體組織,無明顯差異。
4. 結語
(1)對42CrMo鋼閥橋U形槽底進行高頻感應淬火,硬度和淬火層深均能滿足技術要求,18.5mm寬的槽底變形可控制在0.05mm內。
(2)采取對閥橋低溫退火和預壓縮變形的方式可一定程度降低變形量,但改善不明顯,且變形無規律。
(3)適當縮短感應器與槽底間加熱距離,盡量減少對槽底兩側的感應,可有效防止閥橋U形槽底高頻感應淬火的變形。

圖2 加熱距離對淬硬層深度影響

圖3 加熱距離對淬硬層組織影響

表2 低溫退火槽口變形數據
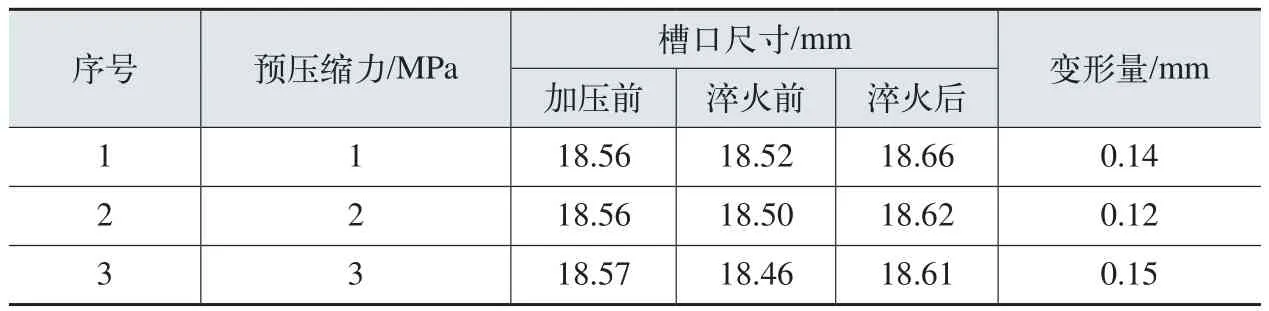
表3 預壓縮變形槽口變形數據
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
