汽車焊裝夾具設計中快速插槍技術研究與應用*
2015-04-24 07:25:38吳約旺鄭聯語
制造技術與機床 2015年8期
關鍵詞:設計
吳約旺 鄭聯語
(北京航空航天大學機械工程及自動化學院,北京 100191)
焊接是白車身裝配的關鍵環節,在整個白車身中,焊點的數量較多,一般達到4000~5000 個,而具體到分工位也有上百個焊點[1]。焊裝夾具設計時,為了保證焊槍對焊點的可達性,夾具往往需要避開焊槍進行設計,因而在夾具設計之初,就需要將焊槍插入到各個焊點。該過程重復且工作量大,常用的計算機輔助軟件并沒有專用的插槍模塊,且操作復雜,容易發生錯誤,因而實現正確快速插槍至關重要。
焊槍插入后的姿態是焊裝夾具方案布局和焊接模擬仿真的主要依據[2]。在車身焊裝設計中,焊槍位姿表現為其與車身板件的裝配關系。許多學者對元件裝配定位和位姿調整技術進行了研究。張志賢提出了裝配約束下零部件空間位姿的調整方法,解決了零部件姿態調整問題[3];周律對焊槍姿態進行研究,給出了焊槍姿態的描述方法,并由此快速計算了焊槍的姿態,提高了機器人示教的效率[4]。以上研究集中在對單個對象的簡單處理上,在焊槍批量插入及其姿態確定上并沒有給出通用、便捷的方法。本文針對該問題,研究了插槍過程中的關鍵技術,在CATIA 中開發建立了快速插槍軟件模塊,實現了插槍的批量處理,提高了企業的工作效率。
1 焊槍插入關鍵技術
在車身焊裝設計過程中,首先對焊點幾何信息進行建模并對焊槍進行定義,然后通過焊槍的尺寸信息對焊槍進行篩選并根據焊點信息實現焊槍姿態的調整,最后通過可行性評價確保焊槍與車身不發生干涉。工作流程如圖1 所示。
1.1 焊點信息建模
原始焊點文件主要有2 種表現形式,特點如下:
(1)“點”:CAD 軟件中的Point 特征(如在CATIA表現為GSMPoint),點的坐標系同車身坐標系一致,但焊槍的姿態和焊點的姿態關系一一對應:焊點中心對應固定焊槍電極末端點,焊點的W方向同焊槍固定電極的方向,焊點的U 指向焊槍的喉深方向。本文中對焊槍的姿態采用“一點兩線”來定義模型,從而可以確定焊槍在其自身坐標系下的位姿。焊槍“一點兩線”的定義為:
式中,GunInfo 為焊槍特征信息;GunPoint 為焊槍特征點;為指向焊槍喉深線為指向焊槍電極線。
1.3 焊槍姿態調整
通過調整焊槍局部坐標系與車身坐標系的位姿關系,可以實現焊槍位姿和焊點位姿的一致性[5]。焊槍調整過程中,通過焊槍和焊點的姿態匹配關系可以求出焊槍局部坐標系參數,如圖7 所示。
由WSMatrix 構建包含焊點位置和姿態的4 階齊次矩陣[6]:
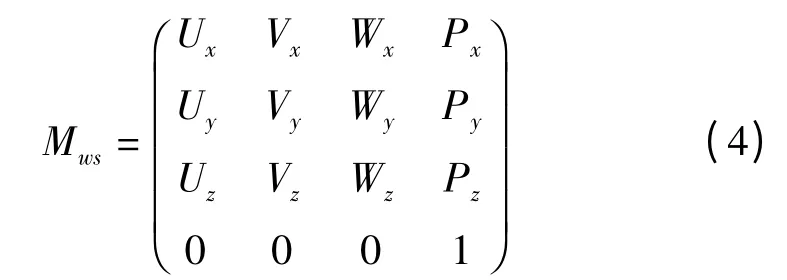
同樣由“一點兩線”構建焊槍姿態矩陣

式中,GunV=GunW^GunU,
由公式(6)可求出焊槍自身軸系在車身坐標系的矩陣Y:

通過讀取每一個焊點姿態,對焊槍坐標系應用矩陣Y 后,將實現對焊槍的批量插入,達到快速插槍的目的。
1.4 焊槍替換
焊槍替換的工作是在插槍完成的基礎之上進行的,在夾具設計或模擬仿真工作過程中,會對焊槍的可行性作出評價,若是焊槍無法滿足設計的要求,此時則需要對焊槍進行替換。新槍到舊槍的轉化矩陣記為TNewToOld。

而此時TNewToOld為新槍的局部坐標系參數。通過替換舊槍并設置其在車身坐標系下的參數即可保證新舊焊槍姿態的一致,完成替換工作。
2 應用實例
基于以上研究,借助組件應用架構(Component Application Architecture,CAA)對CATIA 相關模塊進行開發,完成了快速插槍模塊的開發,設計界面如圖8所示。
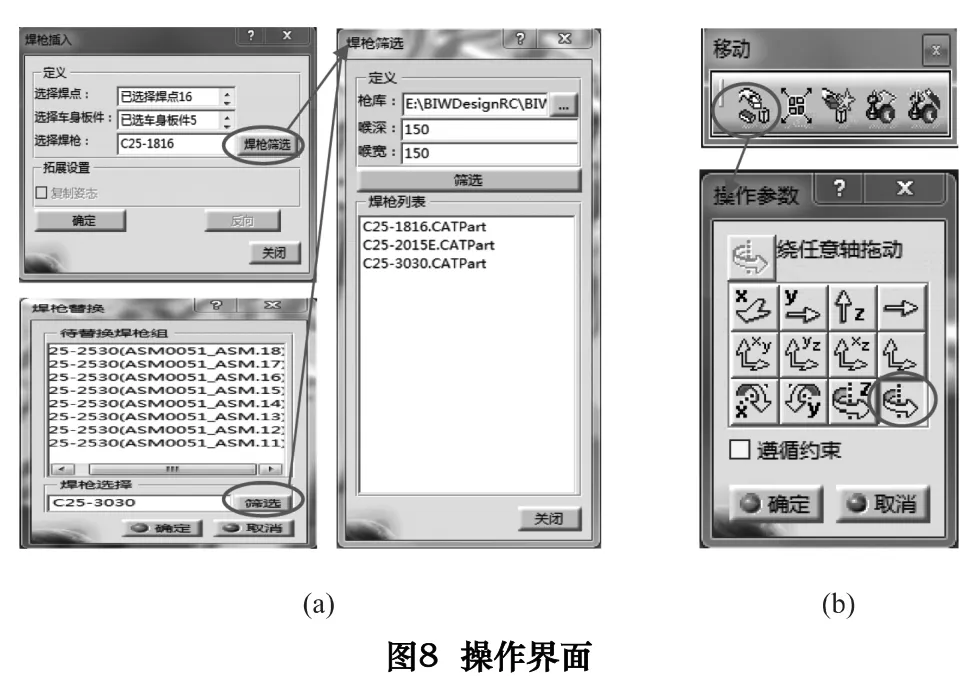

表1 焊點信息
本文以某車型中通道工位數模為例,來說明程序的功能和效果。如圖9 所示,該工位由4 個板件總成組成,需要焊接31 個焊點。首先對焊點信息進行建模,將原始焊點數據轉化為標準焊點數據,如表1所示。
然后通過喉深喉寬參數篩選滿足條件的焊槍,讀取焊槍特征參數,經過位姿計算將焊槍正確插入到焊點組各點中,如圖10a 所示。
最后利用CATIA 裝配環境下“移動”工具條快速調整U 向,如圖9b 所示,經過調整效果如圖10b 所示,用相同操作將對應焊槍插入到其他的焊點處,調整到姿態,完成后如圖10c 所示。經過姿態調整,對應焊點處的焊槍及其軸系姿態的參數,如表2 所示。

3 結語
本文所開發的程序對輸入參數進行了批量處理,解決了焊點標準化重復工作的問題,同時,對焊槍資源庫進行了規則命名和特征信息的定義,利用焊槍篩選縮減了焊槍選擇規模,為焊槍快速選型提供了便利,“一點兩線”描述了焊槍的姿態,確定了其在車身坐標系的位置和方位,為焊槍快速精確插入提供了基礎。而焊槍替換軟件的開發為快速批量糾正焊槍錯誤選型和夾具設計與仿真評價后反饋的不可行提供了保證。最后,通過實例驗證了插槍的批量性與快速性,同時由企業應用的反饋,程序顯著提高了工作效率。
[1]劉海江,羅生斌.白車身側圍工位焊接機器人路徑優化研究[J].制造業自動化,2005,07:35 -38.
[2]李坤宏.基于CATIA 的汽車焊裝夾具設計方法應用研究[D].重慶:重慶大學,2007.
[3]張志賢,劉檢華,寧汝新.虛擬裝配中的裝配約束實現技術研究[J].系統仿真學報,2011(9):1878 -1883,1888.
[4]周律,蔡錦達,錢煒,等.弧焊機器人焊槍姿態的簡便示教[J].機械工程學報,2010(8):73 -77.
[5]DASSULT SYSTEMS.DELMIA Documentation Version 5 Release 19.
[6]朱傳敏,王寶海.點焊機器人的位姿計算及仿真[J].制冷空調與電力機械,2004(S1):30 -31,59.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04