基于S7-200控制的動車擋風玻璃裝配機器人設計
2015-04-25 09:51:46李艷文
制造業自動化 2015年18期
陳 濤,李艷文
CHEN Tao, LI Yan-wen
(燕山大學 河北省并聯機器人與機電系統實驗室,秦皇島 066004)
0 引言
裝配機器人可以不間斷地、不知道累地完成各種各樣艱苦的裝配工序,它不僅大大減輕了工人的疲勞強度,而且提高了生產效率和裝配精度。在許多惡劣的環境下,從安全和健康考慮是不適合人進行工作的,這時候可以用裝配機器人來取代人進行工作,它能適應各式各樣的惡劣環境。所以對裝配機器人進行研究,開發出高性能、高精度、高穩定性的裝配機器人是迫在眉睫的課題。
在現階段動車組生產線中,擋風玻璃的安裝一直是個頭痛的難題,它的安裝包括了涂底膠、安裝、封膠、清洗四個過程,安裝比較繁瑣非常耗人、耗力。目前擋風玻璃多為定位作業,天車、人、玻璃吊具一起協同工作完成裝配,這樣在精度和安全效率方面都存在需要改進的問題。首先,天車上升和下降的位置精度不高,施工人員控制起來比較困難。其次,一般車間只會配1~2部天車,這樣裝配時間長,占用天車的時間長可能會影響到別的工序的正常進行。再次,玻璃安裝的時候有一個角度問題,傳統的裝配角度調節比較麻煩,用柔性的機械手腕將會更方便。
圖1是當前常用的助力機械手配合工人完成的前擋風玻璃裝配。
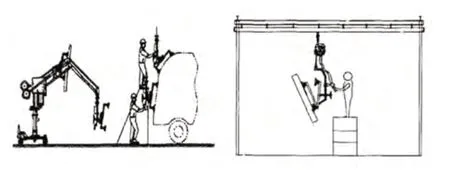
圖1 助力機械手配合工人完成的裝配
1 裝配機器人的總體結構
裝配機器人的整體結構如圖2所示,由于動車體積龐大,在裝配的時候移動動車比較困難,所以把整個裝配機器人設計成可以移動的形式,這樣就不會對動車的進出和工人的裝配帶來不便。整個裝配機器人由定位小車控制柜、短行程直線模組、大臂、小臂、手腕、手爪六個部分組成。定位小車通過光電位移傳感器來實現裝配機器人與動車車頭相對位置的定位,小車上有特定的玻璃放置位置,這樣在抓取玻璃的時候就能得到玻璃相對于手爪的準確位置,提高運動學反解求解的精確性。直線模組完成裝配機器人在X方向的運動,通過伺服電機來完成大臂、小臂、手腕在OYZ平面內的手爪位置的定位,手爪繞小臂中心軸的運動來實現安裝、涂膠、封膠、清潔四個工序的切換。

圖2 裝配機器人整體結構
車頭放置擋風玻璃位置的四邊形每個邊都是曲線,怎樣讓手爪的涂膠膠槍、封膠膠槍、清潔涮沿著曲線運動是需要解決的問題。如果通過計算出邊緣的曲線方程然后通過控制來完成手爪的各個工位沿四周邊緣的曲線運動,這樣計算和控制過程比較麻煩。設計出了如圖3所示的手爪部分結構,通過氣缸的上下移動和彈簧的平衡來達到運動要求。
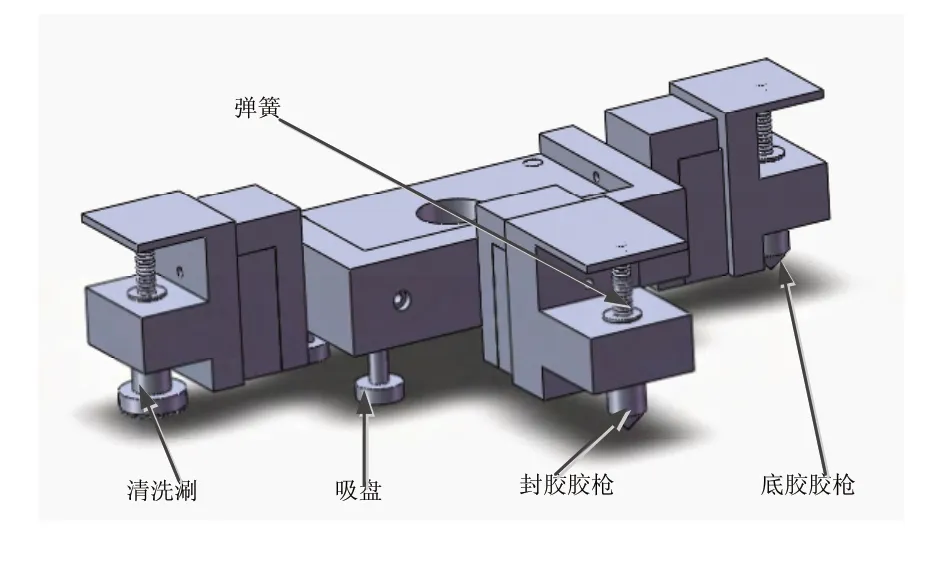
圖3 多工位手爪三維圖
為了減少末端位置的靜轉矩,把四個伺服電機和減速器放在機器人的前端,然后通過一系列齒輪傳動和連桿傳動來達到運動要求,手腕和手爪部分的齒輪傳動如圖4所示。

圖4 手爪手腕齒輪傳動
2 裝配機器人位置正反解及仿真驗證
在進行機器人正反解求解前需要把三維模型抽象成幾何模型,為了求解出準確的正反解數據,直接代入了各個連桿的長度,抽象出來的初始位置裝配機器人坐標系如圖5所示。

圖5 初始位置坐標系
2.1 位置正解
位置正解就是已知各個關節的角度,求出機器人末端手爪相對于參考坐標系能到達的位置,避免了復雜的D-H坐標法,直接用坐標系相對于運動坐標系的旋轉平移變換求出位置正解。
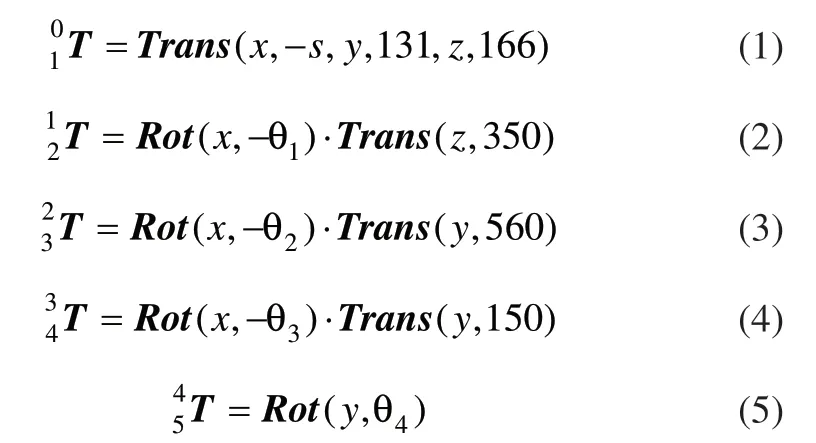
當單軸機器人移動S,大臂繞機座轉動θ1,小臂繞大臂旋轉θ2,手腕繞小臂旋轉θ3,手爪繞手腕Y軸旋轉θ4后,新的坐標系如圖6所示。

圖6 各關節運動后的坐標系
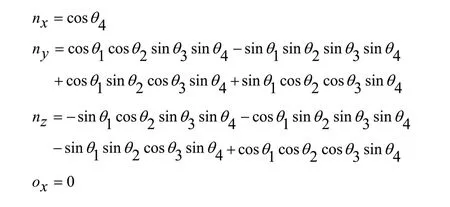
用“從左向右”原則進行坐標變換,各個連桿坐標系的關系可以表示為:
計算可得:

其中:

2.2 位置反解
位置反解即由輸出量坐標系{5}相對于坐標系{0}的位置,求輸入量S、θ1、θ2、θ3、θ4。裝配機器人的手爪旋轉關節主要是為多工位服務的,當θ4=0的時候是進行玻璃抓取安裝和涂底膠工作的,當θ4=90°的時候是進行封膠工作的,當θ4=180°的時候是進行清潔工作的。在運動學反解分析的時候本文是對默認的θ4=0這個狀態進行的反解分析,此時裝配機器人進行涂膠和安裝工作,要進行其他工位的工作只需變化θ4即可。這個時候坐標系5相對坐標系4的位置是固定不變的,即坐標系5相對于坐標系4的位置為:
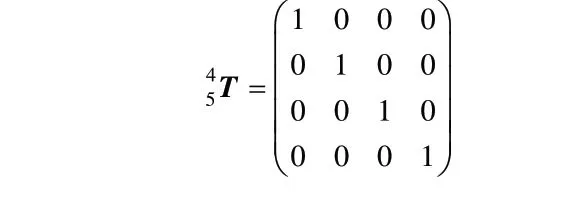

兩邊的矩陣對應項相等,可以計算出:


2.3 位置反解在該裝配機器人中的應用
裝配機器人要完成裝配需要經過四個過程,這些過程需要經過一系列關鍵位置點,這些關鍵位置點分別為抓取玻璃位置點、防干涉安裝玻璃位置點、玻璃安裝位置點、第一涂膠點、第二涂膠點。在這些關鍵位置點坐標系{4}相對于坐標系{0}的位置是可以通過旋轉平移變換求出來的,分別為:

得到了矩陣方程就可以求出各個關鍵位置點的反解如表1所示。

表1 各個關鍵位置點反解
2.4 在Adams環境中對運動反解進行驗證
在求出各個關鍵位置每個關節需要轉過的角度后,要想讓初始位置到關鍵位置點1,只需要讓直線模組沿X負方向運動175mm,旋轉關節1順時針旋轉75.43°,旋轉關節2順時針旋轉26.92°,旋轉關節3逆時針旋轉12.35°,其他位置點也類似。如果在每個關鍵位置點之間進行一次五次多項式插值,這樣可以求出整個裝配過程每個關節的驅動函數。把驅動函數代入到各個關節中去,觀察末端手爪的位置是否經過了這些特定位置點就可以驗證反解的準確性。
為了實現仿真的直觀性,在手腕處建立一個Marker點,通過Marker點在空間的位置來驗證運動學反解的準確性,此Marker點在X方向的位移隨時間的變化應該過點(0,-475),(5,550),(10,550),(15,150),(20,150),(25,550),(30,-475),(35,-300),(36, -300),(41,200),(43,200),(44,200),(46,200),(51,550),(56,550),(61,150),(66,150),(71,550),(73,550),(78,550),(83,150),(88,150),(93,550),(98,-475)。如果仿真結果經過以上關鍵點坐標則說明上述求得的運動學反解是準確的。
此Marker點在X方向隨時間的位移變化如圖7所示。

圖7 Marker點在X方向的位移
由圖可知此Marker點在X方向都經過了各個時間段的關鍵點。同理可得Marker點在Y方向和Z方向也經過了各個時間段的關鍵點,從而驗證了反解的準確性。
3 控制系統軟件設計
3.1 PLC程序設計
控制系統用西門子S7-200PLC作下位機,PLC通過脈沖信號控制伺服電機,需要把各個關節的轉角位移變量通過計算轉換成相應的脈沖信號,該裝配機器人中用到的是17位增量型編碼器,它表示在電子齒輪比設為1的時候電機轉一圈需要217個脈沖信號,電機轉一圈需要的脈沖數N與電子齒輪比的關系式為:

在進行電子齒輪比設置后,可以確定各個關節在各個時間段需要的脈沖數和脈沖頻率。
Smart700觸摸屏與S7-200PLC只支持PPI通信協議,即一個觸摸屏只能直接控制一個PLC,設想用PLC1與觸摸屏串聯,PLC1的輸出作為其余三個PLC的輸出,這樣就可以在一個掃描周期內完成觸摸屏對多個PLC的同時控制,即可以實現各個關節驅動的同步控制。由于西門子S7-200自帶高速脈沖輸出口,這樣在進行伺服定位控制時就不需要外接定位模塊,大大降低了控制成本。
在運動分析中,每個關節的運動非常復雜,用計數器和定時器產生的脈沖周期不能滿足控制要求,本程序調用S7-200自帶的MAP庫函數,它能使高速脈沖輸出端Q0.0和Q0.1產生滿足控制需要的脈沖信號,用MAP庫函數進行伺服電機速度和位置的控制,用定時器進行伺服驅動的定時控制,用順序控制來進行每段時間脈沖信號的跳轉。
PLC1的輸入輸出信號受觸摸屏和外界開關量控制,在程序中把觸摸屏的啟動、停止、復位的虛擬按鈕與啟動、停止、復位按鈕開關并聯,這樣就可以實現觸摸屏和外部按鈕開關同時控制系統運行,由于觸摸屏信號不能直接作PLC的輸入信號,需要輔助繼電器來完成,參考程序如圖8所示。

圖8 摸屏信號并聯外部開關信號
在點動程序中把正向點動的常閉開關接通到負向點動程序中,這樣形成了一個互鎖回路,防止正反轉電路的同時進行,點動互鎖程序如圖9所示。
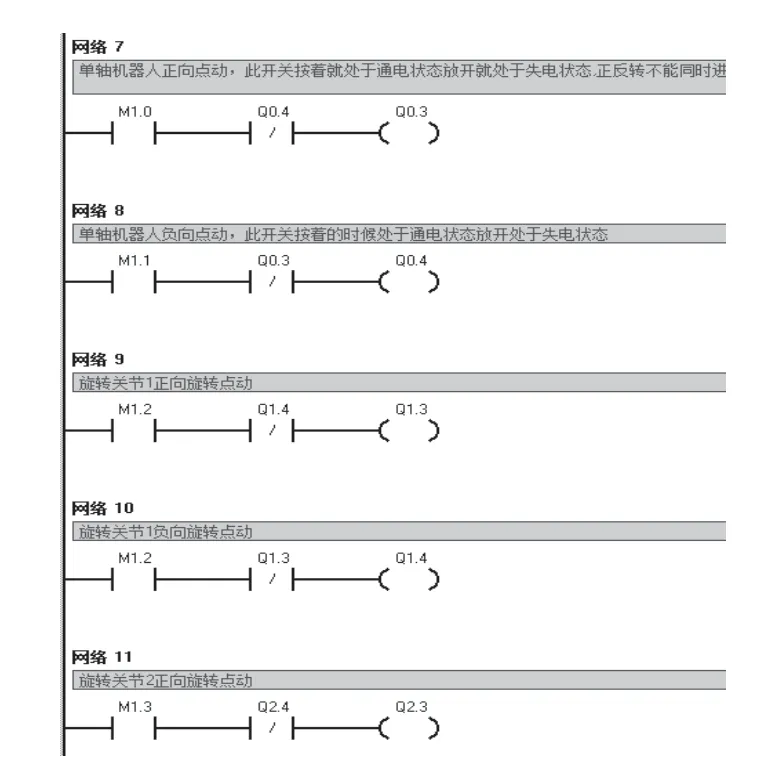
圖9 點動互鎖程序
PLC2中用MAP庫程序控制伺服的脈沖輸出,用順序控制器進行不同時間段不同速度的有序控制,用定時器進行停止時間的控制,在不同的階段只需要把Q0_0_MoveRelative中的脈沖數和脈沖頻率進行變化即可,不同階段的脈沖數和脈沖頻率可以一一算出,PLC在一個順序控制中參考程序如圖10所示。
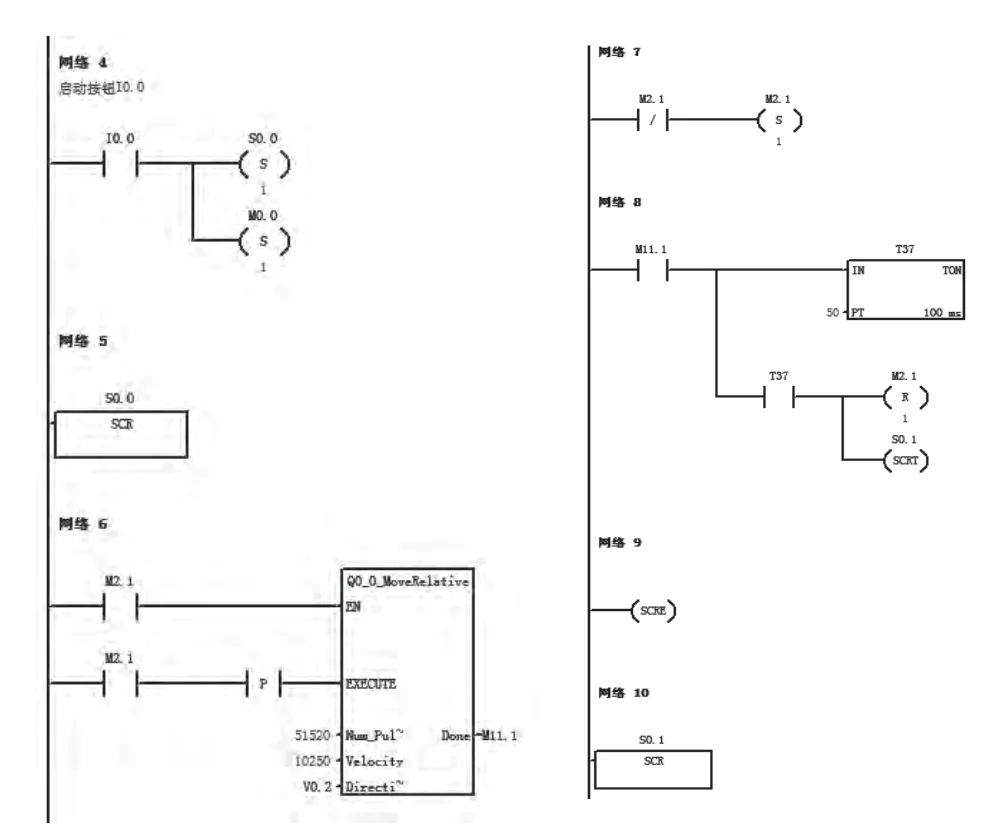
圖10 一個順序控制的參考程序
一個順序控制中程序都是以SCR開始,SCRT跳轉,SCRE結束。
3.2 HMI程序設計
HMI觸摸屏采用Smart700觸摸屏,它能實現與S7-200PLC的無縫連接,通過RS-485串口通信將機械手系統狀態和控制信息傳送到觸摸屏中,通過觸摸屏可以直觀的查看機器人的相關工作狀態,并可以在觸摸屏中設置相關的機器人的操作命令按鈕,操作人員通過操作觸摸屏可以將操作命令傳送到PLC中,從而控制裝配機器人的動作。HMI為用戶和系統提供了良好的交互,使操作人員能直觀地操作和監測內部系統。
本裝配機器人主要是完成控制界面的組態,然后把各個開關地址與對應的PLC程序地址連接,控制界面包括整個機器人的啟動、停止、復位和各個驅動器的點動,組態后的畫面如圖11所示。
觸摸屏中的所有開關都是虛擬的,這樣就大大減少了硬件連接中的元器件,但是它不能直接作為PLC的輸出信號,這時需要用到輔助繼電器,通過對輔助繼電器的置位和復位來完成觸摸屏對PLC的控制,每個開關按鈕都相當于是一個變量,變量為1的時候接通,變量為0的時候斷開。各個開關變量與S7-200外部鏈接的地址如圖12所示。
最后對PLC和HMI設備進行參數設置,主要是波特率的設置,使PLC對應端口的波特率和HMI設備的波特率一樣,完成PLC和HMI設備的通訊。

圖11 控制界面組態
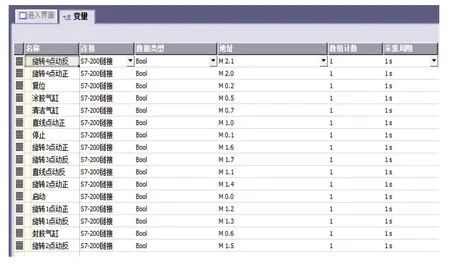
圖12 開關變量地址鏈接
4 結束語
本文提出了一種方便、快捷、智能化的裝配機器人,用于完成裝配精度高、裝配過程復雜、重復定位精準的裝配任務;給出了正反解表達式,并依據建立的三維模型尺寸計算出了各個關鍵位置點的反解,并用ADAMS仿真軟件驗證了反解的準確性;以Smart700觸摸屏為上位機,S7-200為下位機完成了控制系統的搭建;本文對工業機器人從結構設計到控制系統搭建整個設計過程有一定的指導意義。
[1] 董欣勝,張傳思,李新.裝配機器人的現狀與發展趨勢[J].組合機床與加工技術,2007(8):22-26.
[2] 楊欣慧.機器人在汽車擋風玻璃自動涂膠系統的應用[J].電子技術與軟件工程,2014(11):220-249.
[3] 魏京利,齊立哲,孫篤玲.基于3D視覺的動車組車窗機器人玻璃安裝與涂膠系統[J].山東理工大學學報(自然科學版), 2012(06):41-43,48.
[4] 王俊.移動機器人的定位方法研究[D].沈陽:東北學院,2010:19-31.
[5] 丁佳洛,戰強.基于ADAMS的串聯機器人運動學反解與動力學優化[J].機電產品開發與創新,2008(01):9-11.
[6] 梁新平.基于PLC的自動線機械手位置控制系統設計[J].電子設計工程,2014,(07):86-91.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(2019年12期)2019-05-21 02:55:44
中國生殖健康(2019年3期)2019-02-01 06:12:26
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國衛生(2015年3期)2015-11-19 02:53:32
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
