磁電機(jī)定子自動(dòng)化生產(chǎn)線控制系統(tǒng)開發(fā)
2015-12-02 01:42:14張海鷗丁堯禹王桂蘭
制造業(yè)自動(dòng)化 2015年18期
關(guān)鍵詞:單片機(jī)
徐 遠(yuǎn),張海鷗,丁堯禹,王桂蘭
XU Yuan, ZHANG Hai-ou, DING Yao-yu, WANG Gui-lan
(華中科技大學(xué),武漢 430074)
0 引言
磁電機(jī)為汽油機(jī)點(diǎn)火系統(tǒng)中的點(diǎn)火電源,是各類汽車與機(jī)車的重要組成部分,而中國(guó)作為一個(gè)制造業(yè)大國(guó),汽車與機(jī)車在生產(chǎn)總值中暫居著很大的比例。目前磁電機(jī)的生產(chǎn)幾乎全部為人工生產(chǎn),由于人工的局限性,產(chǎn)品產(chǎn)量與性能與國(guó)外相比具有很大差距,因此生產(chǎn)線迫切需要自動(dòng)化。日本有關(guān)磁電機(jī)定子生產(chǎn)的企業(yè)已經(jīng)研制出了用于磁電機(jī)生產(chǎn)的自動(dòng)化流水線,但是由于價(jià)格非常昂貴,國(guó)內(nèi)幾乎沒有廠家進(jìn)行采購(gòu),仍然采用原始的人工插線等操作進(jìn)行生產(chǎn)。受某公司委托,本研究室以市場(chǎng)上常用的89-02型磁電機(jī)定子為研究對(duì)象,開發(fā)出磁電機(jī)定子自動(dòng)插線生產(chǎn)線,通過更換模具,調(diào)節(jié)系統(tǒng)相關(guān)參數(shù),使得該生產(chǎn)線也適用于其他型號(hào)的磁電機(jī)定子。采用該自動(dòng)化生產(chǎn)線,在保證插線質(zhì)量的同時(shí),能夠提高生產(chǎn)效率,減小勞動(dòng)力需求,降低生產(chǎn)陳本。
1 生產(chǎn)線總體機(jī)械結(jié)構(gòu)
根據(jù)磁電機(jī)定子生產(chǎn)的工藝流程,生產(chǎn)線需完成從磁電機(jī)定子料倉(cāng)轉(zhuǎn)運(yùn)到滴膠、插線、烘干等所有流程。通過配置市面上技術(shù)比較成熟的滴膠機(jī)、料倉(cāng)、剪線機(jī)和烘干箱,并自行設(shè)計(jì)中間轉(zhuǎn)運(yùn)裝置和核心插線裝置,配置后的生產(chǎn)線機(jī)械裝置如圖1所示。操作人員在料倉(cāng)中依次排放好磁電機(jī)定子后,在生產(chǎn)線的自動(dòng)運(yùn)行下,磁電機(jī)定子經(jīng)過轉(zhuǎn)運(yùn)機(jī)械手,依次完成滴膠、剪線、插線、烘干等工藝流程。最后再由氣缸抓手將成品從烘干箱中取出并放置好。
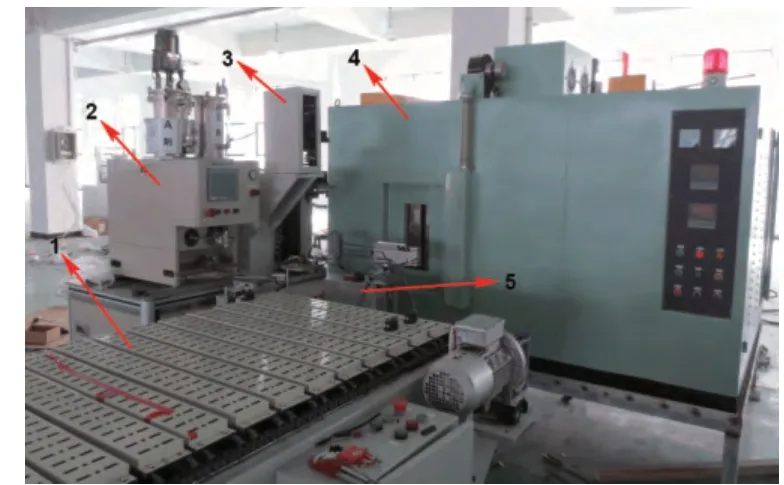
圖1 磁電機(jī)定子自動(dòng)插線生產(chǎn)線裝置
2 控制系統(tǒng)設(shè)計(jì)
2.1 總體方案選型
整條流水線具有多種類型的運(yùn)行單元,包括交流伺服電機(jī)、步進(jìn)電機(jī)、氣缸、三相交流電機(jī)等,控制單元要在滿足所有控制需求的同時(shí)降低開發(fā)成本。考慮到開發(fā)難易度,采用三菱FX-3G 60M系列PLC作為控制核心,但是PLC單機(jī)最多擁有3個(gè)脈沖輸出口,為了避免采用PLC脈沖輸出擴(kuò)展模塊,減小陳本,購(gòu)置市面上技術(shù)比較成熟的剪線機(jī),其內(nèi)部采用單片機(jī)作為控制器。為了使PLC與單片機(jī)之間能夠進(jìn)行信號(hào)交互,需將剪線機(jī)的內(nèi)部電路進(jìn)行分析并重新設(shè)計(jì)接口電路。采用維綸生產(chǎn)的MT6070iH2觸摸屏作為人機(jī)交互界面,方便操作人員能夠設(shè)置生產(chǎn)線所需的各參數(shù)及啟停。
PLC接收外界各信號(hào),根據(jù)工藝流程,通過脈沖輸出口采用位置模式通過伺服電機(jī)驅(qū)動(dòng)器控制各滑臺(tái)電機(jī)。PLC和單片機(jī)分別通過步進(jìn)電機(jī)驅(qū)動(dòng)器驅(qū)動(dòng)插線及剪線所需的步進(jìn)電機(jī)。整個(gè)系統(tǒng)的控制框圖如圖2所示。
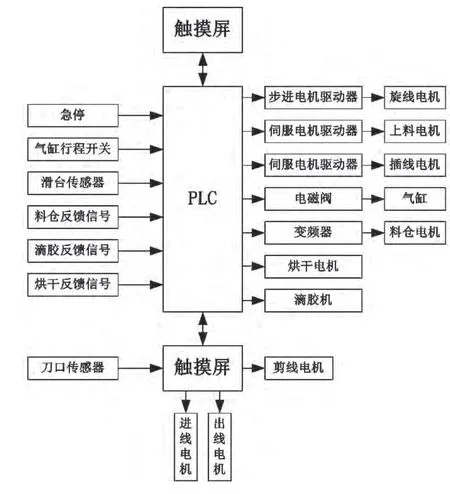
圖2 控制系統(tǒng)框圖
2.2 控制實(shí)現(xiàn)方法
在生產(chǎn)線的實(shí)際運(yùn)行中,需要操作人員提前設(shè)置好生產(chǎn)線相關(guān)參數(shù)。整個(gè)PLC通過SFC并行和選擇分支模式編程。整個(gè)流程設(shè)計(jì)成兩種模式,即手動(dòng)模式和自動(dòng)模式。在手動(dòng)模式中,進(jìn)行系統(tǒng)參數(shù)的錄入,包括料倉(cāng)中各磁電機(jī)對(duì)應(yīng)抓手滑臺(tái)的位置、高壓導(dǎo)線長(zhǎng)度、插入深度、旋線圈數(shù)、運(yùn)動(dòng)速度等。操作人員在觸摸屏上輸入剪線相關(guān)參數(shù)后,通過PLC與單片機(jī)進(jìn)行信息交互,存儲(chǔ)在單片機(jī)的存儲(chǔ)系統(tǒng)中。
自動(dòng)模式主要用于啟停整條生產(chǎn)線。PLC采用SFC(順序功能圖)實(shí)現(xiàn)順序控制,當(dāng)啟動(dòng)生產(chǎn)線自動(dòng)運(yùn)行時(shí),每運(yùn)行到一個(gè)工藝流程,自動(dòng)控制界面中會(huì)進(jìn)行當(dāng)前運(yùn)行狀態(tài)的顯示。在運(yùn)行過程中,如設(shè)備出現(xiàn)異常,在白色對(duì)話框中,會(huì)出現(xiàn)異常提示代碼,操作人員根據(jù)異常代碼表可進(jìn)行異常排查。
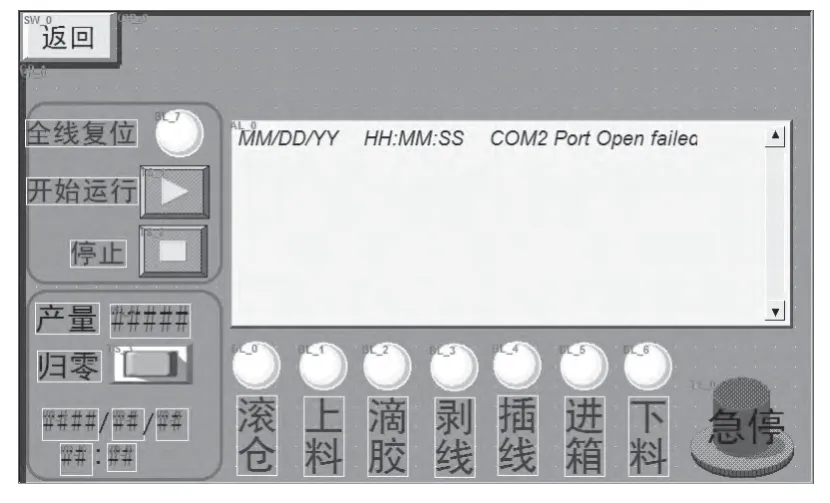
圖3 自動(dòng)運(yùn)行界面
單片機(jī)作為輔助控制單元,其主要作用是通過步進(jìn)電機(jī)驅(qū)動(dòng)器控制剪線機(jī)構(gòu)的三個(gè)步進(jìn)電機(jī),包括進(jìn)線電機(jī)、出線電機(jī)和刀口電機(jī)。在單片機(jī)程序編寫中,采用軟件環(huán)形分配器對(duì)步進(jìn)電機(jī)進(jìn)行三相六拍控制。整個(gè)單片機(jī)編程采用模塊化的思想,通過將不同功能的單片機(jī)程序封裝為不同的函數(shù),在實(shí)際運(yùn)行的主程序中,進(jìn)行分別調(diào)用即可。在主程序前,定義了進(jìn)線、剪線中斷處理函數(shù)T1_time()interrupt 3、T0_time() interrupt 1,進(jìn)線中斷初始化函數(shù)wirein_interrupt_initial(),剪線中斷初始化函數(shù)cut_interrupt_initial(),除此之外,還分別定義了參數(shù)調(diào)整函數(shù)parameter_adjust(),刀口復(fù)位函數(shù)knife_ready(),剪斷函數(shù)cut_all(),進(jìn)線函數(shù)wire_forward(),退線函數(shù)wire_back(),剝線函數(shù)wire_bo(),調(diào)試剝線專用函數(shù)wire_boo()和試剝函數(shù)wire_bo_try()。在主函數(shù)中,通過對(duì)上述各函數(shù)進(jìn)行不同調(diào)用,實(shí)現(xiàn)循環(huán)過程中的剪線和剝線功能。
2.3 信息交互系統(tǒng)
整個(gè)生產(chǎn)線采用PLC作為控制核心,單片機(jī)為輔助控制器。在參數(shù)錄入和全線運(yùn)行過程中,PLC和單片機(jī)之間均有信號(hào)交互。由于剪線機(jī)外圍電路已開發(fā)好,為了減小改動(dòng),通過時(shí)間轉(zhuǎn)化的方式來實(shí)現(xiàn)PLC與單片機(jī)之間的數(shù)據(jù)傳輸。操作人員需要錄入到單片機(jī)中的數(shù)據(jù)有剝線長(zhǎng)度、進(jìn)刀量和進(jìn)線長(zhǎng)度。PLC與單片機(jī)之間的通信線路及協(xié)議設(shè)定如表1所示。
單片機(jī)輸出信號(hào)如表2所示。

表2 單片機(jī)輸出信號(hào)
操作人員在觸摸屏上輸入剝線長(zhǎng)度、進(jìn)刀量和進(jìn)線長(zhǎng)度數(shù)據(jù)值,該數(shù)據(jù)值實(shí)時(shí)改變著PLC中數(shù)據(jù)寄存器D中的數(shù)值。當(dāng)按下觸摸屏上的“保存”按鈕后,PLC的Y35輸出0,Y33輸出1,同時(shí)1ms定時(shí)器進(jìn)行定時(shí),定時(shí)時(shí)間為剝線長(zhǎng)度對(duì)應(yīng)值。單片機(jī)進(jìn)入主循環(huán)后進(jìn)行循環(huán)掃描,判斷是否進(jìn)入?yún)?shù)錄入模式。如檢測(cè)到P0.2口有輸出,則開始定時(shí)器/計(jì)數(shù)器中斷,中斷時(shí)間為1ms,每產(chǎn)生一個(gè)中斷,剝線長(zhǎng)度寄存器num_bo加1。當(dāng)剝線長(zhǎng)度定時(shí)器定時(shí)完畢后,關(guān)閉定時(shí)器/計(jì)數(shù)器中斷,換下一個(gè)進(jìn)刀量定時(shí)器進(jìn)行定時(shí),同時(shí)Y33輸出0,改為Y32輸出1,再開啟中斷,單片機(jī)開始接收進(jìn)刀量。依次類推,直到進(jìn)線長(zhǎng)度錄入完畢。在參數(shù)錄入過程中,由于采取的是用時(shí)間代表數(shù)據(jù)值,在參數(shù)錄入的過程中,不能使用觸摸屏進(jìn)行其他操作,必須等待參數(shù)錄入指示燈熄滅,才能進(jìn)行下一步操作。進(jìn)刀量參數(shù)錄入程序如下所示。


在自動(dòng)運(yùn)行過程中,單片機(jī)通過接口信號(hào)與PLC進(jìn)行交互,進(jìn)行剪線及剝線循環(huán),根據(jù)錄入的數(shù)據(jù)值,進(jìn)行定長(zhǎng)導(dǎo)線剪斷以及定長(zhǎng)剝頭。進(jìn)刀量的控制主要體現(xiàn)在高壓導(dǎo)線剝膠皮上。當(dāng)步進(jìn)電機(jī)控制刀片合在一起時(shí),則進(jìn)行剪斷功能。當(dāng)?shù)镀牒蠒r(shí),則進(jìn)行剝膠皮功能。刀片的進(jìn)刀量需要根據(jù)高壓導(dǎo)線的粗細(xì)以及膠皮厚度進(jìn)行調(diào)節(jié)。當(dāng)進(jìn)刀量太小時(shí),夾線裝置承受的拉力會(huì)太大,致使膠皮不能脫落或不能夾緊運(yùn)輸導(dǎo)線。當(dāng)進(jìn)刀量太大時(shí),會(huì)損傷高壓導(dǎo)線內(nèi)部銅芯,造成磁電機(jī)質(zhì)量問題。
3 結(jié)束語(yǔ)
通過現(xiàn)場(chǎng)運(yùn)行,結(jié)果表明:該生產(chǎn)線運(yùn)行過程比較穩(wěn)定,設(shè)備操作簡(jiǎn)單,操作工人熟悉程度快、維護(hù)方便,同時(shí)具有良好的安全保障和穩(wěn)定性。使用該設(shè)備進(jìn)行生產(chǎn),能夠在一定程度上節(jié)省勞動(dòng)力,產(chǎn)品合格率達(dá)到98.3%,滿足實(shí)際需求,效率與人工操作相比達(dá)到了3.3倍。通過PLC與單片機(jī)進(jìn)行該生產(chǎn)線開發(fā),其系統(tǒng)比較穩(wěn)定,成本較低,具有良好的推廣和應(yīng)用前景。
[1]王英.機(jī)械自動(dòng)化技術(shù)應(yīng)用于發(fā)展前景[J].科技傳播,2010(24):37-39.
[2]陳文軍.PLC的特點(diǎn)及其應(yīng)用[J].科技傳播,2012(5):75-85.
[3]郭天翔.51單片機(jī)C語(yǔ)言教程—入門、提高、開發(fā)、拓展全攻略[M].北京:電子工業(yè)出版社,2012.
[4]Abdallah Salah,Nijmen Salem.Two axes sun tracking system with PLC control[J].Energy conversion and management,2004,45(11):1931-1939.
[5]萬(wàn)百五.控制論創(chuàng)立六十年[J].控制理論與應(yīng)用,2008,25(4):597-602.
[6]周巍,張海鷗,丁堯禹,王桂蘭.磁電機(jī)定子插線自動(dòng)生產(chǎn)線開發(fā)[J].制造裝備技術(shù),2014(3):22-24.
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設(shè)計(jì)工程(2015年15期)2015-02-27 12:07:30
電子設(shè)計(jì)工程(2015年8期)2015-02-27 12:05:36
