零件數控加工的走刀路線設計
2015-04-29 13:51:00劉宇秦偉
中國機械 2015年10期
劉宇 秦偉
摘要:走刀路線是指切削加工過程中刀具相對于被加工零件的運動軌跡和運動方向,即指刀具從對刀點開始運動起,直至返回該點并結束加工程序所經過的路徑,包括切削加工的路徑及刀具引入、返回等非切削空行程。走刀路線是編制程序的依據之一。
關鍵詞:數控加工;走刀路線
1.確定走刀路線設計原則
(1)走刀路線應保證被加工工件的精度和表面粗糙度。(2)應盡量使加工路線最短,減少空行程時間,以提高加工效率;(3)合理選用銑削加工中的順銑或逆銑方式。
(4)選擇工件加工變形小的加工路線。(5)使數值計算最簡單和減少程序段,以減少編程工作量。(6)根據工件情況,確定循環加工次數。(7)合理設計刀具的切入與切出的方向。
2銑削加工中加工路線的選擇要點
2.1在數控銑床上銑削外輪廓零件時,為了保證輪廓表面質量的要求,應設計合理的刀具切入和切出時的進、退刀位置。
2.2銑削封閉內輪廓表面零件時也要注意刀具切入和切出時的運動軌跡。為了提高加工精度和減少表面粗糙度,在銑削封閉的內輪廓時,因刀具切入、切出不允許外延,此時刀具的切入和切出點盡量選在內輪廓曲線兩幾何元素的交點處或者以圓弧切向進刀。
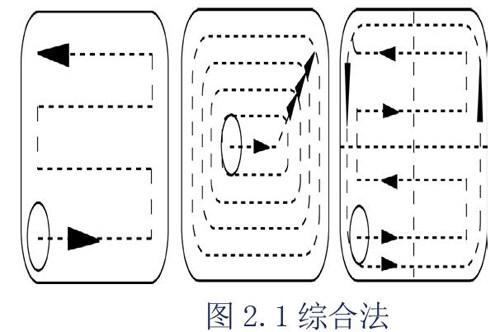
用行切法加工凹槽,其加工路線最短,但表面租糙度差,適用于對表面粗糙度要求不太高的粗加工或半精加工。用環切法加工凹槽,其表面粗糙度最好,但加工路線最長。用綜合法加工凹槽,即先采用行切法粗加工,最終輪廓用環切法再沿輪廓切削一周進行精加工,使凹槽輪廓表面光整,易保證凹槽側面達到所要求的表面質量。見圖2.1。
圖2.1?綜合法
2.3用圓弧插補銑削整圓時,當整圓加工完畢后,要讓刀具最好沿切線方向多運動一段距離,以免取消刀具補償時,刀具與工件表面發生碰撞,造成工件報廢。
2.4在銑削零件時,要根據工件的材料等因素考慮銑削方式,順銑效率高節能性好,但當工件表面有硬皮時,應采用逆銑的加工路線進行加工。
2.5在銑削圓弧與直線的連接處,應選用直徑較小的刀具,采用補加工的方式消除欠切現象。
3鉆削加工加工路線的選擇要點
對加工精度要求較高的孔系時,安排的鏜孔路線一定要注意各孔的定位方向要一致,以避免傳動系統或檢測系統的誤差對定位精度的影響。
4其它情況的選擇要點
(1)在表面加工時,應盡量避免加工停頓現象。
(2)在確定加工路線時,同時也要兼顧工序集中原則,盡量在一次裝夾中,盡可能使用同一把刀具完成較多的加工表面。
(3)在安排加工路線過程中,通過合理的選擇起刀點、換刀點來合理安排空行程的路線提高生產效率。
(4)應盡量采用子程序、鏡像功能、宏程序的調用、固定循環的使用等,以達到減少編程的工作量。
5刀具的選擇
5.1數控加工常用刀具的種類及性能
數控加工刀具必須適應數控機床高速、高效和自動化程度高的特點。
數控刀具的分類有多種方法。根據刀具結構可分為:①整體式,②鑲嵌式。根據制造刀具所用的材料可分為;①高速鋼刀具;②硬質合金刀具;③金剛石刀具;④陶瓷刀具等。從切削工藝上可分為;①車削刀具;②鉆削刀具;③鏜削刀具:④銑削刀具等。
刀具材料應具備的性能:
(1)高硬度刀具材料的硬度應高于工件的硬度,常溫硬度應在HRC68以上;(2)足夠的韌性承受切削力、振動和沖擊:(3)高耐磨性;(4)良好的工藝性。
5.2選擇數控刀具的原則
刀具選擇總的原則是:安裝調整方便,剛性好,耐用度和精度高。在滿足加工要求的前提下,盡量選擇較短的刀柄,以提高刀具加工的剛性。
選取刀具時,要使刀具的尺寸與被加工工件的表面尺寸相適應。平面輪廓的加工,常采用立銑刀;銑削平面時,應選鑲硬質合金刀片面銑刀:加工毛坯表面或粗加工孔時,可選取鑲硬質合金刀片的銑刀;對一些立體型面和變斜角輪廓外形的加工,常采用球頭銑刀、環形銑刀、錐形銑刀和梯形銑刀等。在進行曲面加工時只要在保證精度的前提下,無論是曲面的粗加工還是精加工,都應優先選擇平頭刀。
在數控加工中,銑削平面零件內外輪廓及銑削平面常用平底立銑刀,該刀具有關參數的經驗數據如下:(1)銑刀半徑RD約為零件內輪廓面的最小曲率半徑的0.8-0.9倍;(2)零件的加工高度H≤(1/4-1/6)RD;?(3)刀具的排列順序應遵循以下原則:
①盡量減少刀具數量;②一把刀具裝夾后,應完成其所能進行的所有加工部位;③粗精加工的刀具應分開使用;④先面后孔;⑤先進行曲面精加工,后進行二維輪廓精加工;⑥應盡可能利用數控機床的自動換刀功能,以提高生產效率。
結論
正確地選擇對刀點和換刀點的位置、零件安裝方法的確定、刀具及其切削用量的選擇、工藝文件的編寫以及數控加工工序與普通工序的銜接等等有明確的認識,應盡量做到工序集中,工藝路線最短,機床輔助時間最少。
參考文獻
[1]周濟,周艷紅.數控加工技術.北京:國防工業出版社,2002:l~70.
[2]楊皖蘇,嚴鴻和.機械科學與技術,1997,26(4):l~6.
