整車工廠新車型兼容生產(chǎn)輸送系統(tǒng)通過性分析
2015-05-03 10:44:22劉昌友朱曉春
設(shè)備管理與維修 2015年6期
關(guān)鍵詞:分析
劉昌友 朱曉春
(上汽通用五菱汽車股份有限公司青島分公司 山東青島)
一、引言
汽車生產(chǎn)企業(yè)面對瞬息萬變的市場,生產(chǎn)能力能否彈性地依據(jù)市場波動進(jìn)行快速調(diào)整,顯得至關(guān)重要。汽車行業(yè)過去采用的大批量單車種專用線的生產(chǎn)模式,已不太適應(yīng)當(dāng)前發(fā)展的要求。多品種兼容性共用線生產(chǎn)方式,越來越多地應(yīng)用在汽車生產(chǎn)中,尤其對于汽車焊裝生產(chǎn)如何實(shí)現(xiàn)柔性化,更是汽車柔性化生產(chǎn)的關(guān)鍵。為降低制造成本,汽車共線兼容性生產(chǎn)成為大多數(shù)汽車企業(yè)發(fā)展的趨勢,如何共線生產(chǎn)且不降低生產(chǎn)效率,成為整車制造企業(yè)首要解決的問題。
對新款車型A在青島車身、涂裝和總裝3大車間輸送通過性分析,根據(jù)現(xiàn)場調(diào)查干涉點(diǎn)、輸送路線軌跡仿形、A車型數(shù)模在輸送設(shè)備載體上的支撐位置、交接點(diǎn)對位問題探討,找出輸送系統(tǒng)兼容性A生產(chǎn)改造點(diǎn),保證輸送設(shè)備兼容A和現(xiàn)有生產(chǎn)車型。
二、輸送系統(tǒng)通過可行性分析
一款新車型引進(jìn)新的生產(chǎn)線,需要考慮輸送通過性、制造工藝、工藝設(shè)備及生產(chǎn)線、工藝裝備、質(zhì)量控制、管理信息、物流配送等,本文主要分析滿足其他要求的情況下,討論輸送通過可行性分析。討論通過可行性分析,需要先分析3大車間的輸送路線以及工藝要求確定是否滿足通過性要求的最大尺寸,再分析A白車身和整車尺寸,最后確定A能否滿足通過性。
1.3 大車間輸送和工藝通過的最大尺寸
圖1中,焊裝車間影響輸送通過性尺寸因素包括叉式移栽機(jī)升降機(jī)、調(diào)整線工藝、調(diào)整線升降機(jī)、BDC輸送路線;涂裝車間影響輸送通過性尺寸因素包括吊具積放時(shí)間距、前處理槽體、電泳槽體、IMC烘爐室體、滑橇積放時(shí)間距、升降機(jī)、交接點(diǎn)設(shè)備等等;總裝車間影響輸送通過性尺寸因素包括總裝滑橇積放間距、滑板間距、吊具積放間距等。3大車間通過性最大尺寸見表1。
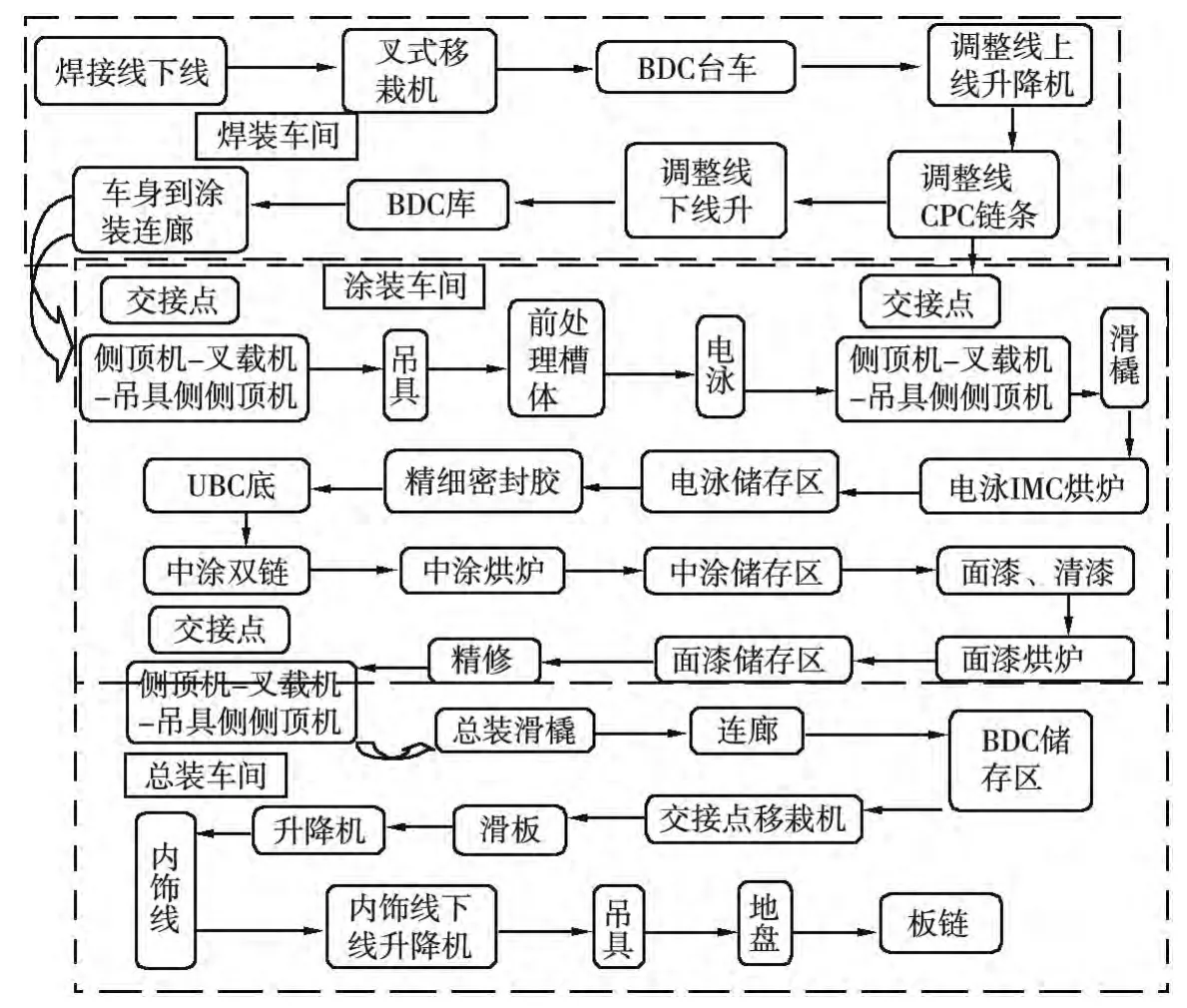
圖1 焊裝、涂裝、總裝輸送流程
由表1輸送通過性最大尺寸4600 mm,其實(shí)最大通過性尺寸還需要考慮白車身在輸送載體(臺車、吊具、滑橇、滑板等)上的支撐位置有關(guān),需要通過輸送仿形確定是否滿足通過性要求,這部分在后文詳細(xì)分析。
2.A白車身和整車尺寸
通過數(shù)模測繪,A白車身總長4085mm,裙邊寬度1386 mm,滿足通過尺寸要求。
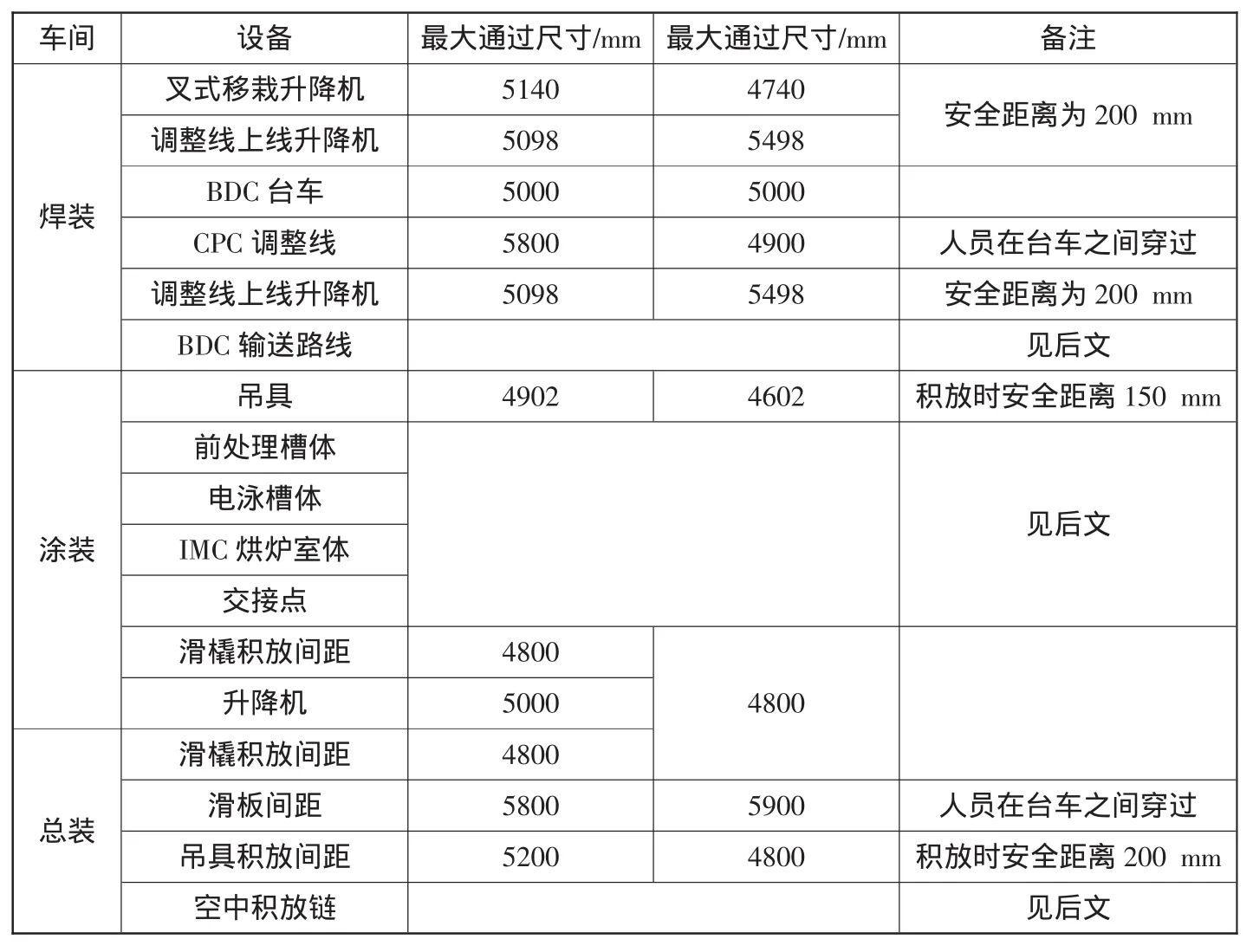
表1 通過性最大尺寸
三、新車型通過設(shè)備載體上的位置以及輸送路線干涉性分析
新車型在原有生產(chǎn)線上兼容生產(chǎn),在通過尺寸滿足要求的情況下,需要對新車型與現(xiàn)有車型數(shù)模對比,并根據(jù)經(jīng)驗(yàn),首先要確定新車型在輸送載體上的定位銷孔位置,確定A在輸送載體上的支撐位置,然后把新車型放在各個(gè)輸送載體上,沿3大車間輸送路線,查找干涉點(diǎn),確定改造方案是否可行,逐步優(yōu)化新車型在各個(gè)載體的存放位置。
1.新車型輸送改造原則
改造要以現(xiàn)場實(shí)際輸送路線、實(shí)際剛平臺、實(shí)際立柱位置為主,不能相信舊圖紙?jiān)诒苊庥绊懍F(xiàn)有車型的基礎(chǔ)上,改造的項(xiàng)目盡量少,改造規(guī)模盡量小;改造盡量不占用生產(chǎn)時(shí)間,改造周期盡量短;改造應(yīng)該盡量不影響生產(chǎn);車型通過性是一個(gè)整體的系統(tǒng),改造也必須考慮到輸送系統(tǒng)中的任何一臺設(shè)備;計(jì)算、控制改造的經(jīng)濟(jì)成本;改造要注重人機(jī)工程,注意可維護(hù)性。
2.新車型A與現(xiàn)有生產(chǎn)車型數(shù)模對比分析
底盤的結(jié)構(gòu)決定了白車身在輸送系統(tǒng)設(shè)備載體上的定位位置和支撐位置關(guān)系,也決定了白車身在輸送過程中是否干涉問題,所以底盤數(shù)模的研究對輸送系統(tǒng)設(shè)備改造起到至關(guān)重要的地位,決定改造工作量問題。
對比底盤尺寸,新車型A與現(xiàn)有車型B定位銷孔間距都是630 mm,首先考慮在輸送載體上定位沿用老車型的定位銷,在新車型A與現(xiàn)有車型定位銷孔位置共線的情況下,基本和原有車型B位置一致,這樣改造的工作量減小,所以可以把改造的大方向確定下來。
對比裙邊尺寸,新車型裙邊間距為1400 mm,老車型裙邊間距為1380 mm,新車型裙邊加寬20 mm,只需要更改需要支撐裙邊位置的支撐墊就可以滿足要求了。
3.輸送路線干涉分析及改造
在確定總體改造方案的情況下,需要將新車型A放在各個(gè)輸送載體上,沿輸送路線,查找沿途干涉點(diǎn)并確定改造方案。
(1)焊裝車間通過性分析。在臺車上的位置:新車型可以利用原有車型定位銷,后支撐也可以利用原車型的后支撐,但是后支撐需要增加內(nèi)導(dǎo)向,如圖2示。
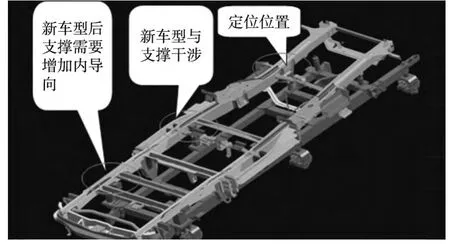
圖2 新車型在臺車上支撐位置
在焊裝線下線升降機(jī)干涉分析。焊裝線下線后,白車身進(jìn)入下線交接點(diǎn),圖3中,新車型在焊裝線下線點(diǎn)處與叉式移栽機(jī)升降機(jī)的位置關(guān)系。由圖3可見,新車型與升降機(jī)不干涉,滿足通過條件;但由于新車型裙邊寬度變大,所以側(cè)頂機(jī)上,支撐新車型的聚氨酯塊需要加寬。

圖3 在叉式移載升降機(jī)上的位置
在調(diào)整線上、下線升降機(jī)及CPC調(diào)整線上干涉分析。BDC白車身臺車經(jīng)過升降機(jī)進(jìn)入調(diào)整線,在有調(diào)整線下線升降機(jī)進(jìn)入BDC平臺庫區(qū),由表1可以知道在調(diào)整線上、線升降機(jī)及CPC鏈條上不存在干涉。
BDC輸送路線干涉分析。白車身由調(diào)整下線升降機(jī)進(jìn)入BDC平臺,由圖4,新車型在臺車上沿BDC輸送路線輸送過程中,查找可能存在的干涉點(diǎn),并進(jìn)行軌跡仿形,發(fā)現(xiàn)與輸送路線不干涉。
(2)涂裝車間通過性分析。輸送設(shè)備多而復(fù)雜,而且還要考慮工藝前處理段槽體、電泳段槽體、IMC室體的通過性問題;因此對于涂裝車間我們要對前處理吊具、前處理吊具防漂鉤、前處理和電泳槽體是否干涉、IMC室體是否干涉、滑橇等進(jìn)行分析。
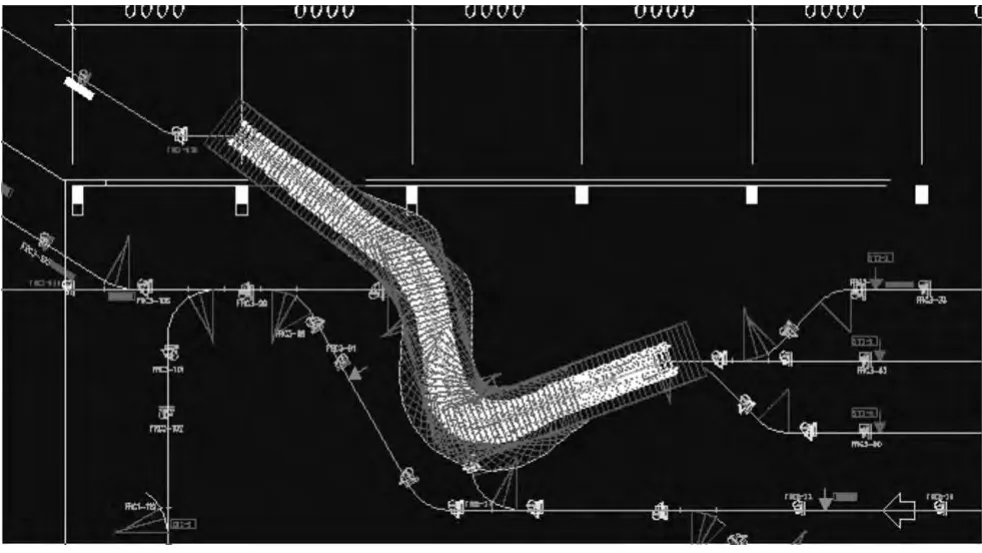
圖4 BDC平臺軌跡仿形
交接點(diǎn)設(shè)備改造分析。涂裝交接點(diǎn)改造分析,一方面要分析支撐位置關(guān)系,避免支撐不到B裙邊,另一個(gè)方面要分析重心位置關(guān)系,防止在交接點(diǎn)翻車。
前文提到新車型裙邊加寬20 mm,因此交接點(diǎn)支持裙邊的設(shè)備支撐需要加寬20 mm,同時(shí)兼容原有車型;為防止新車型在交接點(diǎn)翻車,首先通過數(shù)模確定新車型重心的位置,其次確定新車型重心位置位于前后支撐點(diǎn)之間(圖5)。
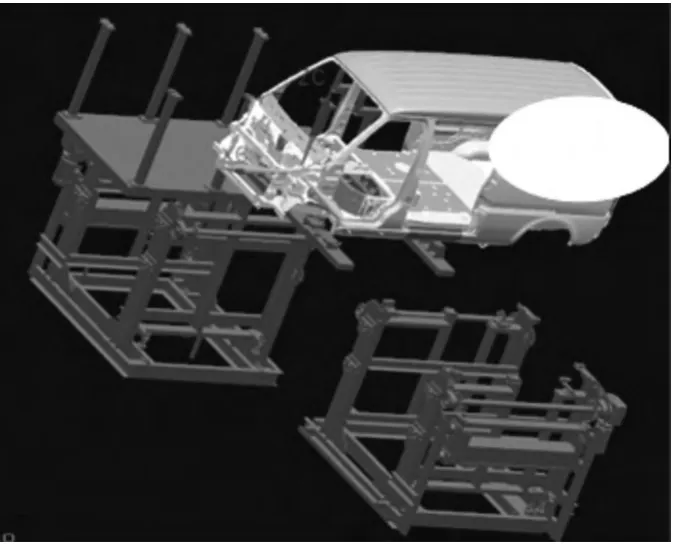
圖5 涂裝交接點(diǎn)支持分析
在涂裝吊具上的支撐位置及干涉分析。車身輸送來的臺車白車身經(jīng)過涂裝交接點(diǎn)設(shè)備交接到涂裝吊具上,新車型在吊具上的位置需要進(jìn)行驗(yàn)證,涂裝吊具積放間距4902 mm,新車型總長4085 mm,而且新車型與原有車型支撐位置基本一致,故在吊具積放時(shí)不存在干涉的情況,由新車型在吊具上的支持位置關(guān)系,可以確定在吊具上的位置不需要改動,就可以滿足通過性要求。
在前處理和電泳槽體吊具白車身位置關(guān)系。吊具白車型在前處理和電泳槽體是通過積放鏈輸送的,由于白車身在吊具上車頭和車尾部都在吊具支撐架以外,所以需要進(jìn)行軌跡仿形,確定與槽體是否干涉;由仿形軌跡(圖6),可以確定新車型在通過前處理和電泳槽體時(shí),和槽體不存在干涉問題,滿足通過性要求。
在前處理和電泳槽體吊具白車身位置關(guān)系。在電泳下線,吊具白車身經(jīng)交接點(diǎn)交接到滑橇上,需要確定白車身在滑橇上支撐是否滿足要求。在滑橇上,新車型可以利用原有車型的定位銷和后支撐;由于滑橇長度為4800 mm,所以在滑橇上積放時(shí)也不存在干涉問題。
在IMC鏈烘爐室體內(nèi)滑橇白車身與室體位置關(guān)系。電泳后車滑橇白車身經(jīng)過IMC鏈進(jìn)入烘爐內(nèi),在烘爐內(nèi)需要進(jìn)行軌跡仿形,確定新車型在烘爐室體是否干涉,軌跡仿形后確定不干涉。

圖6 新車型在前處理和電泳槽體內(nèi)軌跡圖
(3)總裝車間通過性分析。總裝車間輸送通過問題,主要包括新車型在滑橇上支撐位置及積放位置關(guān)系、內(nèi)飾線滑板上支撐位置、總裝吊具支撐位置及積放位置關(guān)系。
新車型在總裝滑橇上支撐位置關(guān)系。涂裝過來的滑橇白車身,經(jīng)交接點(diǎn)設(shè)備裝運(yùn)到總裝滑橇上,由新車型在滑橇上的支持位置關(guān)系,可知新車型可以使用老車型的前定位銷和后支撐;由于總裝滑橇長度4800 mm,所以新車型在滑橇上積放時(shí)不存在干涉問題。
新車型在總裝內(nèi)飾滑板上支撐位置關(guān)系。白車身經(jīng)內(nèi)飾線上線點(diǎn)交接點(diǎn)由滑橇轉(zhuǎn)接到滑板上,新車型在滑板上可以利用原有支撐,滿足通過性要求。
新車型在總裝吊具上支撐位置關(guān)系。內(nèi)飾線下線升降機(jī)將白車身由滑板轉(zhuǎn)接到吊具上,發(fā)現(xiàn)新車型裙邊落在吊具支撐塊的邊緣上,所以支撐塊需要進(jìn)行改造;吊具在積放鏈儲存區(qū)積放間距5200 mm,滿足積放要求。
(4)改造工作匯總。由新車型通過設(shè)備載體上的位置以及輸送路線干涉性分析可知,需要對表2所列設(shè)備進(jìn)行改造。
四、總結(jié)
描述了一款新車型與原有車型共線生產(chǎn)通過性改造方案分析過程,利用新車型數(shù)模在輸送設(shè)備載體的位置關(guān)系和白車身在各個(gè)交接點(diǎn)上的位置關(guān)系,并在通過性分析的基礎(chǔ)上,確定改造點(diǎn)及改造兼容方案,通過這樣的分析過程,可以大大縮短設(shè)備改造周期,并減少設(shè)備工作量,并為產(chǎn)品設(shè)計(jì)人員提供設(shè)計(jì)依據(jù)。
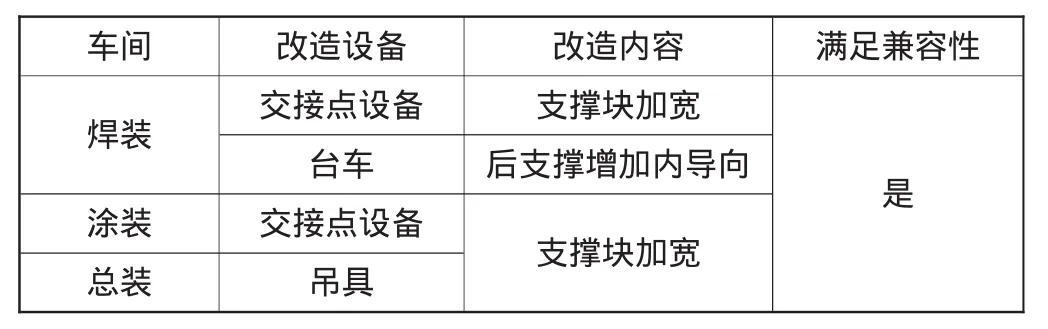
表2 需要改造的設(shè)備
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(bào)(社會科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06