焊條電弧焊在齒輪修復中的工藝研究
2015-05-07 00:58:06張國政
時代農機 2015年12期
關鍵詞:工藝
張國政
(陜西國防工業職業技術學院,陜西 西安710300)
1 研究課題的提出
齒輪是機械設備的主要零件之一。齒輪傳動因其外廓尺寸小、傳動效率高、傳動比準確、適用功率和速度范圍廣、壽命長等特點,在機械設備中得到廣泛應用。據統計,由于齒輪失效引起的機械設備故障約占10.3%。齒輪失效形式主要有:輪齒折斷、疲勞點蝕、齒面剝落、齒面膠合、齒面磨損、塑性變形等。在以往的齒輪修復中多用堆焊,工藝復雜且修復周期較長,當齒輪輪齒剛出現損壞或者損壞不嚴重的情況下,可以通過焊條電弧焊對齒輪進行局部修復,這樣修復周期短而且工藝簡單,成本也低。通過焊條電弧焊在齒輪修復中的工藝分析,希望對齒輪修復提供一個新途徑和方法。
2 電弧焊焊機及輔助設備的選擇
(1)焊條電弧焊焊機的選擇。由于齒輪的齒與齒之間間距狹小,埋弧自動焊、CO2氣體保護焊難以操作,僅有操作方便且適合各種焊接位置的焊條電弧焊比較適合。所以選用焊條電弧焊對齒輪的輪齒的局部損壞部位進行修補。焊機型號選擇時代-250型,主要技術參數列表1,用焊條電弧焊對齒輪的嚙合部位進行焊接。

表1 焊機主要技術參數
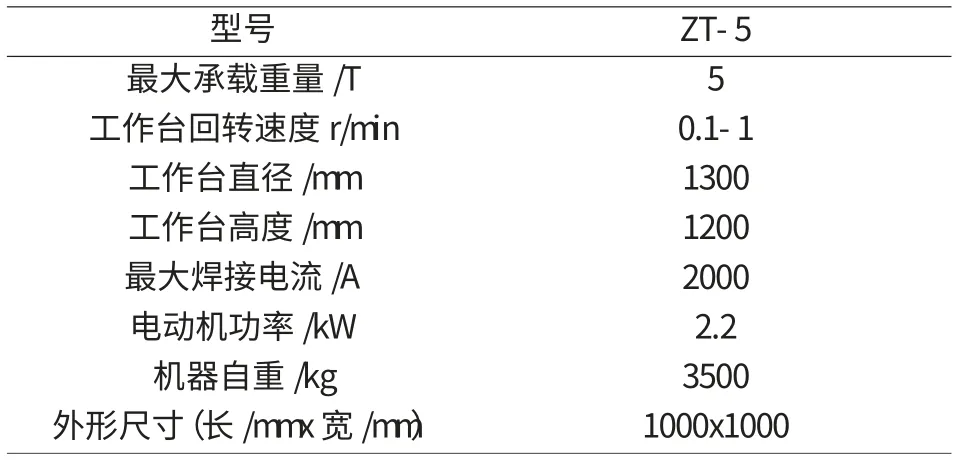
表2 焊接回轉臺的技術參數
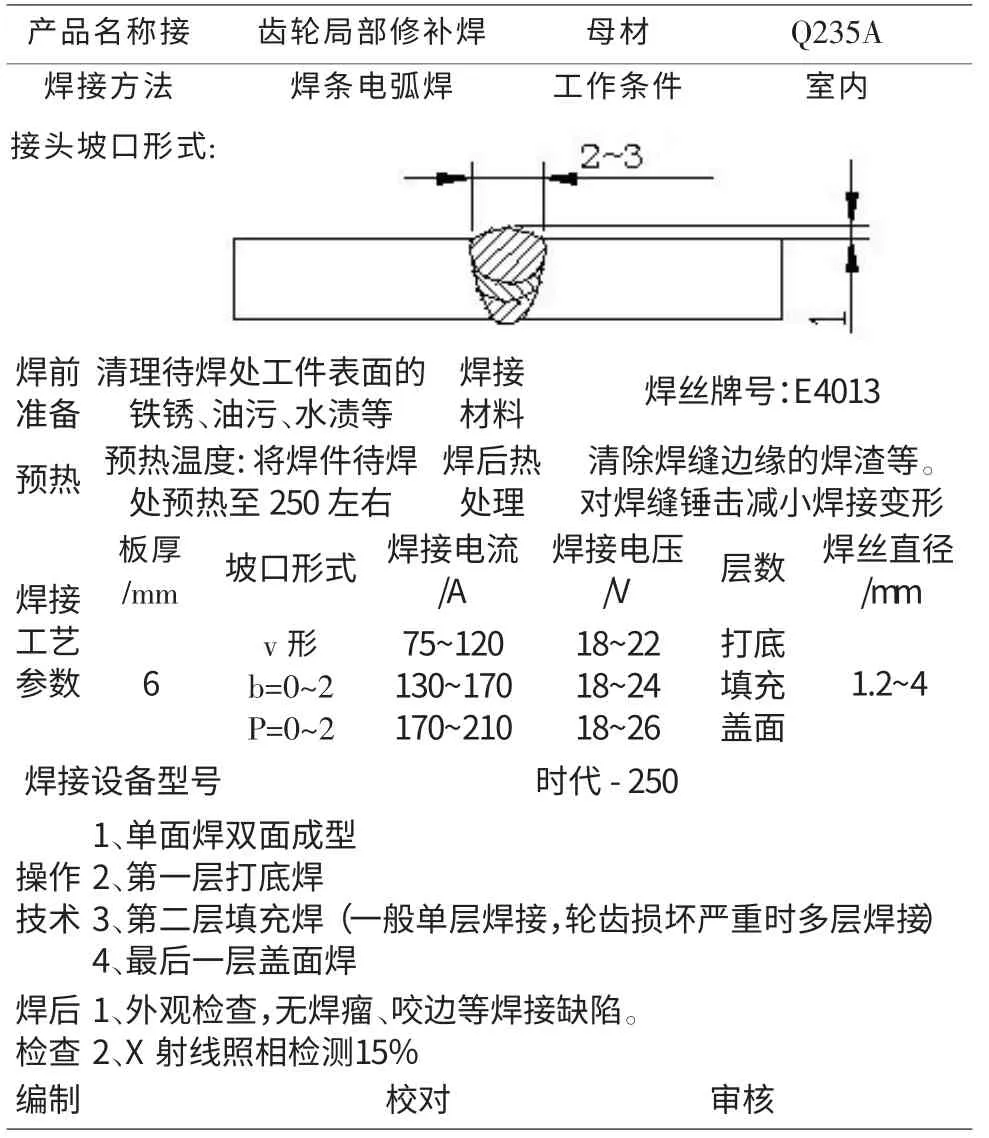
表3 焊條電弧焊工藝參數
(2)輔助設備的選擇。對齒輪修補焊要用到焊接變位機,由于是回轉體零件的焊接,為了便于定位和焊接的自動化旋轉,結合零件的形狀生產成本等多方面因素,建議采用國產ZT-5型焊件回轉臺,其中的發動機及主體技術參數沿用ZT-5型。但需結合實際對其工作臺做一些改進設計,具體參數如表2所示。
3 焊條電弧焊工藝及焊接操作流程
(1)焊條電弧焊工藝。①焊接前清楚齒輪輪齒表面的油污、鐵銹、水漬和其他附著物。②用工裝夾具進行裝配、固定。③焊條使用前經過350~400℃烘干,保溫1h;焊劑使用前也經過350~400℃烘干,保溫2h。此外,焊條與焊絲必須保證沒有油污、銹、水漬等雜質。④焊條電弧焊工藝參數如表3所示。
(2)焊接操作工藝流程。清理焊接部位——齒輪裝夾及定位——按工藝文件要求調整焊接工藝參數——修補焊——檢驗——焊縫打磨——關電源和設備——現場清理。
4 結語
本文分析了焊條電弧焊在齒輪修復的工藝,通過分析可知,用焊條電弧焊可以修復局部損壞的齒輪輪齒,而且工藝簡單、便于操作。但須提示,對機械設備需加強日常維護,發現問題及時處理。如齒輪的損壞,發現早就可簡單快捷地修復,以延長齒輪的使用壽命。
[1]吉云亮,張瑞東.齒輪修復方法及應用研究[J].機械研究與應用,2008,(21):35~37.
[2]邱葭菲.焊接方法與設備[M].北京:化學工業出版社,2008.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52