PCD面銑刀銑削鋁合金時(shí)刀具幾何參數(shù)對(duì)毛刺的影響
2015-05-07 02:49:24黎秀宇劉葉春
機(jī)械工程師 2015年1期
黎秀宇, 劉葉春
(鈷領(lǐng)(常州)刀具有限公司柳州分公司,廣西柳州545007)
0 引言
發(fā)動(dòng)機(jī)是汽車的心臟,其質(zhì)量直接影響到整車的質(zhì)量。而發(fā)動(dòng)機(jī)零部件的加工質(zhì)量和裝配工藝直接決定了發(fā)動(dòng)機(jī)的最終質(zhì)量,因此發(fā)動(dòng)機(jī)零部件的生產(chǎn)需嚴(yán)格按照?qǐng)D紙進(jìn)行,才能滿足發(fā)動(dòng)機(jī)裝配的要求。
在發(fā)動(dòng)機(jī)零部件的生產(chǎn)加工過(guò)程中,零件的表面不可避免的都會(huì)產(chǎn)生毛刺,其產(chǎn)生的毛刺與工件的材料、加工參數(shù)和刀具的幾何參數(shù)等有關(guān)。毛刺的存在會(huì)嚴(yán)重影響發(fā)動(dòng)機(jī)的檢測(cè)、裝配、安全和外觀等性能。若發(fā)動(dòng)機(jī)缸蓋導(dǎo)管孔出口有毛刺,會(huì)直接影響氣門(mén)的裝配性能,汽缸蓋進(jìn)氣歧管安裝面進(jìn)氣孔口有毛刺,發(fā)動(dòng)機(jī)運(yùn)行過(guò)程中毛刺可能會(huì)掉入燃燒室,可能會(huì)造成活塞運(yùn)動(dòng)卡死等嚴(yán)重事故,若缸體和缸蓋接合面有毛刺,不僅裝配時(shí)會(huì)對(duì)工人的人身安全產(chǎn)生影響,還影響到接合面的密封性能,嚴(yán)重的可能會(huì)引起燃燒室漏氣,發(fā)動(dòng)機(jī)性能大打折扣。由此可見(jiàn),毛刺的有效去除在發(fā)動(dòng)機(jī)加工中有著極其重要的地位。
1 鋁合金缸蓋銑削毛刺問(wèn)題
某廠生產(chǎn)的B12和B15型號(hào)發(fā)動(dòng)機(jī),裝配時(shí)經(jīng)常發(fā)現(xiàn)長(zhǎng)缸體試漏時(shí)無(wú)法通過(guò),通過(guò)分析可疑工件,發(fā)現(xiàn)缸蓋與缸體接合面存在毛刺,這使密封性能降低致使試漏無(wú)法通過(guò)。
鋁合金缸蓋由于其材料具有很強(qiáng)的塑性,加工中很容易在表面及孔口處產(chǎn)生毛刺,其對(duì)零件的精度和刀具的壽命都有很大的影響。在實(shí)際加工過(guò)程中,毛刺通常也用來(lái)作為判斷刀具壽命的一個(gè)基準(zhǔn),當(dāng)加工中產(chǎn)生的毛刺達(dá)到一定尺寸時(shí),生產(chǎn)線上的操作工就會(huì)強(qiáng)制將刀具換下。因此,若能有效控制毛刺的產(chǎn)生則又可延長(zhǎng)刀具壽命,降低刀具的耗損。
該廠生產(chǎn)的B12發(fā)動(dòng)機(jī)缸蓋鋁合金銑削時(shí)邊緣常見(jiàn)的毛刺如圖1所示。加工中經(jīng)常因?yàn)槊踢^(guò)多影響表面質(zhì)量而換刀,刀具無(wú)法達(dá)到預(yù)期的壽命。毛刺在工件邊緣呈下翻式,即使后續(xù)加工工藝中有專用機(jī)械毛刷加工去毛刺也較難把這種下翻式的毛刺去掉,故要求在銑削平面時(shí)盡量避免和減少毛刺的產(chǎn)生。為此,可通過(guò)研究缸蓋鋁合金表面銑削時(shí)毛刺產(chǎn)生的原因,找出銑削時(shí)抑制毛刺產(chǎn)生的方法,從而減少鋁合金缸蓋銑削毛刺。
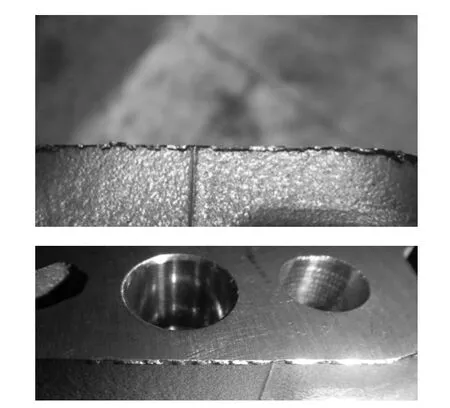
圖1 銑削鋁合金時(shí)邊緣產(chǎn)生的毛刺
2 影響平面銑削毛刺形成的幾個(gè)因素
2.1 銑削加工時(shí)毛刺產(chǎn)生的機(jī)理
毛刺是在零件的加工生產(chǎn)過(guò)程中,在切削刀具,如車刀、銑刀、鉆頭等的切削力作用下,在零件加工區(qū)域產(chǎn)生塑性變形,從而導(dǎo)致產(chǎn)生超出零件兩個(gè)相鄰表面的理論交接部位的材料,稱為毛刺[1]。
機(jī)加工產(chǎn)生的毛刺是千變?nèi)f化的,即使同一零件的加工,因采用的加工工藝不一樣,所產(chǎn)生的毛刺也不一樣。不同的毛刺處理的方法也不盡相同,所以有必要對(duì)毛刺產(chǎn)生的機(jī)理進(jìn)行深入分析。
在缸蓋平面銑削加工過(guò)程中,材料的變形可分為剛性區(qū)和塑性區(qū)(圖2),如果材料的塑性區(qū)都不低于理論切削表面,如圖2(a),工件表面就不會(huì)產(chǎn)生毛刺。相反,如果材料的塑性區(qū)低于理論切削表面(圖2(b)),就會(huì)在切削力作用下,因材料撕裂和擠裂而產(chǎn)生毛刺[1]。另外,臨近該塑性變形區(qū)的自由表面如棱邊、孔口等也會(huì)產(chǎn)生毛刺。汽缸蓋等鋁合金材料塑性較好,當(dāng)?shù)毒呷锌谳^鋒利時(shí),切削力小,加工輕快,塑性區(qū)在理論切削表面之上,切削區(qū)域材料撕裂和擠壓的作用力較小,故刀具新刃口產(chǎn)生毛刺很少且小。隨著刀具刃口磨損,切削力逐漸增大,切削的材料受到的擠壓和撕裂力增大,塑性變形區(qū)逐漸向理論切削表面以下移動(dòng),產(chǎn)生的毛刺也越來(lái)越多,且毛刺形狀變大變厚,最終刀具無(wú)法繼續(xù)使用。

圖2 工件切削狀態(tài)
2.2 加工參數(shù)對(duì)平面銑削毛刺產(chǎn)生的影響
除了加工中刀具的磨損對(duì)毛刺的產(chǎn)生有影響外,在平面銑削加工過(guò)程中,對(duì)毛刺生成有影響的還有加工時(shí)機(jī)床和刀具的參數(shù)等諸多方面。實(shí)踐證明,在銑削過(guò)程中,銑削深度越大,銑削力也越大,材料的撕裂和擠裂作用增大,在邊緣或孔口等地方的毛刺也會(huì)逐漸增大。
在平面銑削過(guò)程中,銑刀每齒進(jìn)給量a=F/(n×Z)[2]。式中,a為每齒進(jìn)給量,mm/z;F為工作臺(tái)每分鐘進(jìn)給速度,mm/min;n為轉(zhuǎn)速,r/min;Z 為齒數(shù)。
影響銑刀加工平面毛刺大小的主要因素是每齒進(jìn)給量a,如a越小,則毛刺越小。從上式得出,可通過(guò)減少進(jìn)給速度F,提高轉(zhuǎn)速n或增加銑刀齒數(shù)Z來(lái)實(shí)現(xiàn)進(jìn)給量a的減小。但F減小,生產(chǎn)效率隨之降低,影響產(chǎn)品產(chǎn)量。在實(shí)際生產(chǎn)中不推薦采用該方法,通常采用提高刀具轉(zhuǎn)速和增加銑刀齒數(shù)來(lái)實(shí)現(xiàn)毛刺的控制。但這對(duì)刀具的材料提出更高要求,硬質(zhì)合金一般推薦的切削速度為500~800 m/min,在高速銑削中效果不是很理想。另外,刀具齒數(shù)的增加會(huì)使刀具容屑槽變小,刀具強(qiáng)度降低,而且齒數(shù)的增加會(huì)增大切削力,對(duì)機(jī)床主軸的額定功率要求提高,刀具材料的選擇也要結(jié)合機(jī)床實(shí)際進(jìn)行綜合考慮。
PCD是采用金剛石加入一定成分的催化劑,在高溫、高壓(1 450~1 700℃,5.5~7.0 GPa)下燒結(jié)而成的一種多晶金剛石聚合體[3]。自GE公司開(kāi)發(fā)出第一片PCD復(fù)合片以來(lái),PCD憑借其極高的硬度和出色的耐磨性,很快應(yīng)用于各個(gè)領(lǐng)域,尤其是在鑄造鋁合金的切削加工中,應(yīng)用越來(lái)越廣泛。PCD的出色性能還體現(xiàn)在高速切削和精密切削中具有巨大的應(yīng)用潛力,如使用PCD銑削鋁合金,切削速度可達(dá)8 000 m/min,表面粗糙度最低能達(dá)到Ra0.008,性能優(yōu)于硬質(zhì)合金刀具。因此,在銑削汽缸蓋鋁合金材料時(shí)建議采用PCD面銑刀盤(pán)進(jìn)行高速切削,可有效地減少毛刺的產(chǎn)生。并結(jié)合現(xiàn)有機(jī)床的條件,通過(guò)試切驗(yàn)證確定刀具的齒數(shù)和加工的最佳參數(shù)。
2.3 刀具角度對(duì)毛刺產(chǎn)生的影響
在汽缸蓋平面銑削時(shí),刀具的幾何角度對(duì)毛刺的產(chǎn)生也有一定的影響,鋁合金缸蓋塑性較強(qiáng),為減少毛刺生成,要求提高銑刀刃口的鋒利程度。鋒利的刃口能夠減少切削時(shí)對(duì)材料的撕裂和擠壓作用,抑制毛刺的產(chǎn)生。
刃口的鋒利可通過(guò)增大刃口的前角和后角并提高刀具的耐磨性實(shí)現(xiàn)。提高刀具的耐磨性可選擇超硬材料如PCD材質(zhì)刀片加工。但PCD材質(zhì)的面銑刀使用中要求盡可能快地將產(chǎn)生的鋁屑帶離加工區(qū)域,以免刀具后刀面夾屑造成刃口崩刀,如增大刃口前角,刀具斷屑性能隨之下降,鋁屑帶離加工區(qū)域難度增加,極易產(chǎn)生夾屑崩刀事故,故一般不推薦增大刃口前角。
根據(jù)切削理論和實(shí)際加工經(jīng)驗(yàn),增大刃口后角可提高刃口鋒利程度,在加工中有效地抑制毛刺的產(chǎn)生。但后角并不是越大越好,過(guò)大的后角會(huì)造成刀具強(qiáng)度和剛性下降,加工中產(chǎn)生崩刀,可根據(jù)實(shí)際需要選擇適合的后角大小,推薦加工塑性較好的材料時(shí),選擇較大后角,減少毛刺的產(chǎn)生。
在加工過(guò)程中,當(dāng)?shù)毒吣p到一定程度后,隨著后刀面與已加工表面之間的摩擦增加,刃口對(duì)工件材料的擠壓和撕裂作用逐漸增大,毛刺也會(huì)越來(lái)越大,所以選擇超硬材料PCD做刀具刃口可延緩這一過(guò)程,提高刀具的壽命。但PCD刀具價(jià)格相對(duì)較高,工藝設(shè)計(jì)時(shí)應(yīng)充分考慮,權(quán)衡利弊,選擇最優(yōu)方案。
3 平面銑削中抑制毛刺產(chǎn)生的方法研究
綜合以上幾點(diǎn)毛刺產(chǎn)生原因進(jìn)行分析,最終確定使用以下方法來(lái)減少銑削鋁合金汽缸蓋平面時(shí)產(chǎn)生的毛刺,即使用PCD材料的刀具,并選擇合適的刃口角度進(jìn)行高速銑削。
使用PCD面銑刀銑削鋁合金材料時(shí),PCD刀片的后角和修光刃刃傾角對(duì)毛刺的產(chǎn)生和工件表面粗糙度有較大影響,如果PCD刀片后角過(guò)小,磨損到一定程度后容易產(chǎn)生毛刺,如果修光刃刃傾角角度過(guò)小,加工工件表面粗糙度差,但毛刺產(chǎn)生減少,刀具壽命長(zhǎng)。為了得出銑削鋁合金平面PCD刀片的最優(yōu)參數(shù),分別對(duì)4種不同的刀片進(jìn)行驗(yàn)證,從表1驗(yàn)證結(jié)果可看出PCD面銑刀刀片刃口角度和工件表面粗糙度、毛刺產(chǎn)生的關(guān)系。
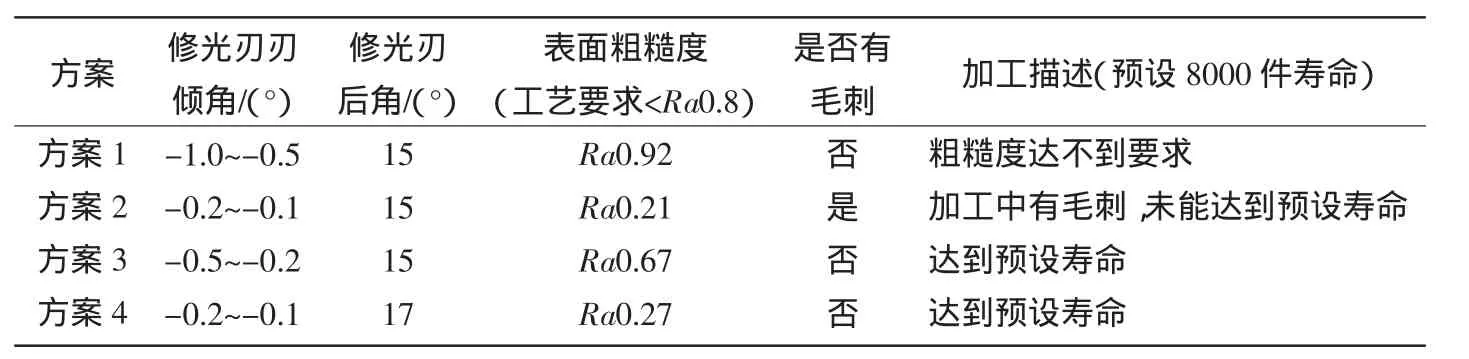
表1 PCD刀片角度和表面粗糙度、毛刺的關(guān)系
從表1試驗(yàn)數(shù)據(jù)可知,方案1因修光刃刃傾角過(guò)大,無(wú)法起到修光作用,表面粗糙度達(dá)不到工藝要求,故方案1失敗。方案2減小了修光刃刃傾角的角度,加工粗糙度很低,能達(dá)到工藝要求,但是加工1 000件左右工件后表面出現(xiàn)嚴(yán)重的毛刺翻邊現(xiàn)象,方案2無(wú)法采用。方案3將修光刃的刃傾角加大,減少了修光刃的擠壓作用,表面粗糙度變大,但在工藝要求范圍內(nèi),且加工到預(yù)設(shè)壽命均沒(méi)有毛刺和翻邊現(xiàn)象,試驗(yàn)成功。方案4則是在方案2的基礎(chǔ)上加大了修光刃的后角,使刃口更加鋒利,加工表面粗糙度低,且加工到壽命均未有毛刺和翻邊現(xiàn)象,試驗(yàn)成功。
可見(jiàn)方案3和方案4均能達(dá)到使用要求,但是從實(shí)際加工表面情況看,方案4加工工件表面粗糙度較低,工件質(zhì)量要優(yōu)于方案3,故選取方案4作為最終方案。方案4經(jīng)過(guò)半年的使用驗(yàn)證,加工表面毛刺得到明顯改善。
4 結(jié)語(yǔ)
目前,通過(guò)改進(jìn)角度后的PCD面銑刀加工缸蓋鋁合金質(zhì)量和壽命都很穩(wěn)定,邊緣毛刺問(wèn)題得到了有效的抑制,自正式使用新刀片以來(lái)客戶反饋良好,提高產(chǎn)品質(zhì)量的同時(shí)降低了刀具的使用成本。
[1] 孫文亮.柴油機(jī)零部件去毛刺技術(shù)研究[D].長(zhǎng)春:吉林大學(xué),2004.
[2] 藤井繁光,高永明,山本勉.新型金剛石刀片及刀盤(pán)銑削鋁合金時(shí)對(duì)毛刺的控制[J].工具技術(shù),2007(7):27-29.
[3] 鄧福銘,陳啟武,盧學(xué)軍,等.金剛石-硬質(zhì)合金系統(tǒng)超高壓燒結(jié)過(guò)程的 X 射線衍射研究[J].粉末冶金技術(shù),2004,22(4):205-209.
