觸摸屏在喂線機控制系統中的應用
2015-05-07 02:49:32郭宇
機械工程師 2015年1期
郭宇
(黑龍江省機械科學研究院,哈爾濱 150040)
1 喂線機控制系統
1.1 系統的控制要求
喂線機的工作過程如圖1所示,它是將合金芯線送入喂線機機體主動輪與從動輪之間,將其夾緊,通過輪的轉動帶動合金芯做直線運動,通過導管引出投放到鋼水包深處,實現鋼的提純,煉制優質鋼。

圖1 喂線機工作過程示意圖
對此喂線機,有如下控制要求:1)喂線機在啟動前,系統內必須有壓力,如果強行啟動,會損害機械部件。2)控制系統具有手動操作系統、自動操作系統、遠程自助操作系統。3)控制系統可預制喂線機工作速度、喂線長度。4)觸摸屏實時監控喂線機工作狀態,具有自診斷功能。5)系統出現故障時,可緊急停車。6)系統具有自動退線功能。
1.2 控制系統的工作原理和系統結構
控制系統工作時,觸摸屏由待機畫面切換到所實現的控制功能畫面,將喂線機當前實現的功能、實現功能產生的過程值、連接的PLC的故障都顯示在觸摸屏畫面上,切換觸摸屏的畫面,監視控制系統其他功能的實現。觸摸屏通過MPI網與PLC之間進行通訊,將觸摸屏上預先設定的各項參數值傳輸給PLC,PLC采集工作現場各部分的檢測信號,通過掃描預先編寫的程序來實現相應的控制功能,同時,將工作狀態信息反饋給觸摸屏,從而實現控制喂線機工作,實現實時監測喂線機的工作狀態及故障。喂線機控制系統結構如圖2所示。

圖2 喂線機控制系統結構示意圖
2 系統的硬件配置
2.1 控制系統硬件的選型
1)PLC的選型。根據需要實現的控制功能的要求,結合現場的工作環境,選用西門子S7-300系列314C-2DP緊湊型可編程序控制器,該機程序容量為48K,內置有24點數字量輸入和16點數字量輸出,4路模擬量輸入、2路模擬量輸出及1路附加輸入,能夠滿足系統被控對象的要求。
2)觸摸屏的選型。系統采用西門子TP177A型觸摸屏,PLC與觸摸屏之間利用MPI網進行通訊。觸摸屏程序的編寫使用專門的組態工具SIMATIC WinCC,SIMATIC WinCC 1996年進入工控組態軟件市場,被美國雜志稱為最優的HMI軟件。
3 控制系統軟件的設計
3.1 PLC軟件的設計
SIMATIC S7-300系列的314C-2DP緊湊型PLC在其專用的STEP7編程軟件環境下進行編程,然后通過專用的通訊電纜下載到PLC中,實現PLC控制系統的控制功能。PLC程序流程圖如圖3所示。
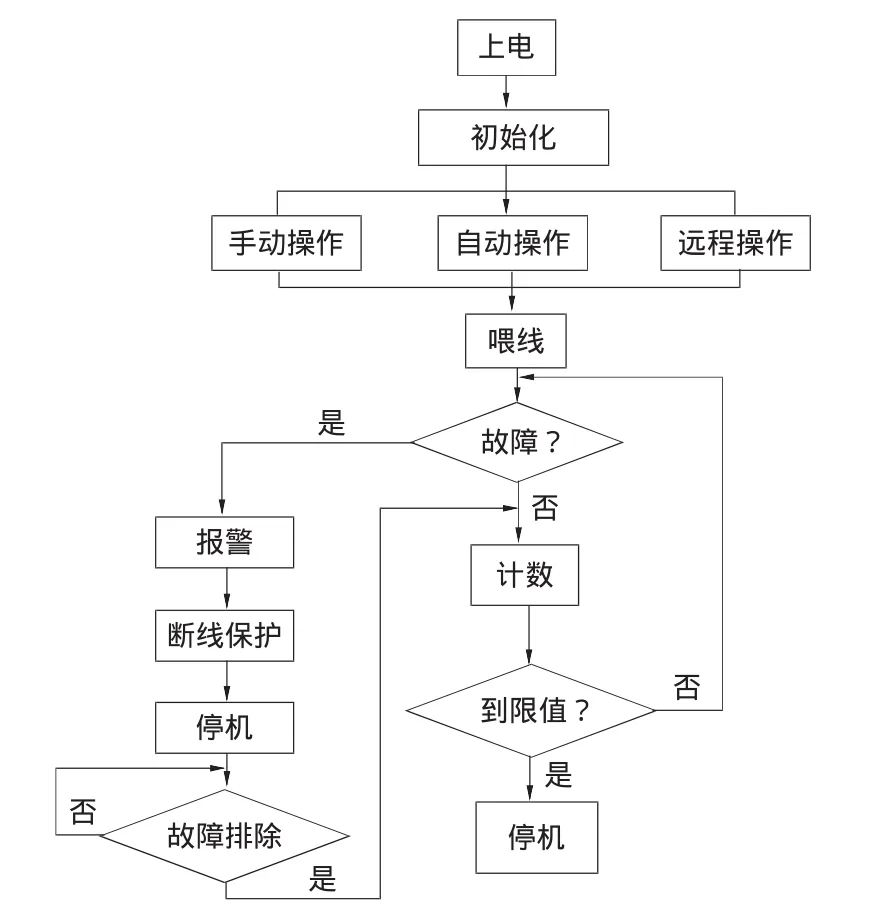
圖3 系統功能流程圖

圖4 觸摸屏畫面設置示意圖
3.2 觸摸屏軟件設計
觸摸屏是人機交互設備,通過SIMATIC WinCC flexible組態軟件編寫出多種畫面,包括主畫面、預制畫面、控制畫面、監控畫面、報警畫面共5個畫面,具體框圖如圖4所示。其中主畫面為待機畫面;預制畫面用來設置喂線長度和速度;控制畫面設置了實現各種功能的控制按鈕,操作人員可根據預實現的功能而選擇相應的按鈕按下;監控畫面實時顯示控制系統的工作狀態及工作過程值;報警畫面顯示歷史和當前的故障信息。
4 結語
將觸摸屏應用于被控對象為喂線機PLC的控制系統中,使觸摸屏與PLC聯合使用,節省了如按鈕、轉換開關、時間繼電器等硬元件,通過組態軟件將整個系統的現場數據都集中在觸摸屏上顯示,便于觀察,自動記錄,且觸摸屏體積較小,安裝方便,便于維護,成本也較低。該系統運行穩定、可靠,具有一定的靈活性。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
