薄壁型面的數控加工技術
2015-05-08 09:13:42惠陽航空螺旋槳有限責任公司河北保定072152李國平郝春鵬
金屬加工(冷加工) 2015年19期
惠陽航空螺旋槳有限責任公司 (河北保定 072152) 李國平 郝春鵬

制造工程部技術主管、研究員級高級工程師 李國平
在某型號航空產品試制過程中遇到外形、端面、孔及槽的加工零件,其工序簡圖如圖1所示。其材料為LC9(9號超硬鋁),熱處理狀態下硬度≥120HB,其實體如圖2所示。

圖1 銑槽、外形及鏜孔簡圖

圖2 零件實體簡圖
1. 工藝分析
(1)工藝結構分析。如圖1所示,該零件屬于典型的薄壁件,最小壁厚為6 m m,孔mm對槽2mm側面垂直度為0.025mm,到端面距離為(145±0.05)mm,到中心距離為(59.5±0.1)mm,到R10mm槽中心距離是(19±0.1)mm;槽m m兩側面平行度為0.01mm。為保證尺寸精度及位置要求,必須以(145±0.05)mm端面支靠,外圓定位夾緊,端面活動支靠。
(2)加工對象分析。基于零件的特殊結構,必須采用工序一次定位裝夾加工,由于加工表面形狀差異較大,需要分區加工,對平面部分,采用平頭銑刀加工,刀軌的行間距可超過刀具半徑,以提高加工效率。對于曲面部分則使用球頭刀加工,步間距遠小于刀具半徑,以保證表面粗糙度及減少零件變形。對于較寬闊的型腔,如mm槽的加工,采用較大的刀具進行加工,以提高加工效率。為有效地控制加工殘余高度,針對不同的加工位置采用不同的刀軌形式和步間距。
(3)加工工藝路線規劃。根據零件的結構以及定位安裝與夾緊的需要來考慮,加工過程要保證定位夾緊時零件的剛性和加工精度,對于在一個方向上加工的表面應一次定位裝夾加工完成,對于對稱的槽位應采用T形銑刀一次定位裝夾加工完成,對于球形刀,夾具可旋轉90°進行加工。鑒于加工工藝路線規劃,采用銑端面→銑外形→零件旋轉180°銑另一端面、鉆鏜孔→夾具旋轉90°重新建立坐標系銑R10mm凸臺→零件旋轉180°銑另一端R10mm凸臺→夾具反向旋轉90°銑2個25.5mm槽。
2. 加工工藝
(1)刀具選擇。正確的刀具選擇對零件的加工質量和效率的提高有較大的影響,采用φ16mm硬質合金棒銑刀銑外形,外形加工分粗、精加工(切深2mm);采用SR10mm鑲刀片球刀(鏜夾工裝轉90°)銑凸臺。采用φ125mm盤銑刀(白鋼刀)銑2個25.5mm槽,X向進刀,步長3mm。采用鑲刀片機夾鏜刀鉆鏜孔。起初,凸臺加工采用φ135mmR10mm盤銑刀(白鋼刀),刀大但吃刀量小,加工效率低。后采用φ16mm硬質合金棒銑刀銑外形,刀小但吃刀量大,切深為2mm。
(2)刀軌形式的選擇。切削方式的選擇是影響數控加工效率和效果的重要因素,需要根據加工對象的幾何形狀特征、刀具特征等進行合理的選擇。本零件屬于2軸或2.5軸加工,利用3D模型的邊線,編制2D加工程序,可以直接參考加工輪廓的Z值作為加工高度限制的依據。鉆鏜孔加工,直接以圖形上的點定義加工點位置;切槽加工,其定義方式由外輪廓組成,采用簡單的二維輪廓線直接進行編程,即層銑削加工;外形加工是生成沿輪廓的兩軸刀具軌跡,采取層精銑加工,即多層次及多圈次的進給。
(3)誤差控制。確定與編程有關的誤差環節和誤差控制參數,保證編程精度和實際加工精度。刀軌是由直線和圓弧組成的線段集合近似地取代刀具的理想運動軌跡,存在著插補計算誤差,其誤差控制影響加工不到位或過切,在CAM軟件上通過設置公差帶(即實際刀軌對理想刀軌的偏差)來控制。本零件設置公差帶為0.01mm。
(4)殘余高度的控制(見圖3)。殘余高度的大小決定了加工表面的粗糙度,殘余高度的控制是刀軌行距計算的主要依據,在利用CAD/CAM軟件進行數控編程時,應在保證殘余高度的前提下,以最大的行間距生成數控刀軌,以提高數控加工效率。殘余高度的確定,以SR10mm鑲刀片球刀(鏜夾工裝轉90°)銑凸臺為例進行計算。

圖3 平面上的殘余高度
在△ABC中,AB=R,BC=R-h,AC=L/2,則有

式中,h是殘余高度(mm);L是刀軌行距(mm)。
對于本零件,R=10mm,L=1mm,則計算出h=0.013mm。
(5)切削工藝控制。切削用量控制、加工余量控制、進退刀控制及冷卻液控制等是影響加工精度、表面質量和加工損耗的重要因素。本零件轉速采用200~2 000r/min,進給量采用30~1 000mm/min,外形采用粗、精加工。
銑端面(見圖4)采用轉速1 500r/min,進給量1 000mm/min。銑凸臺(見圖5)采用轉速2 000 r/min,進給量1 000mm/min。銑槽(見圖6)采用轉速2 000r/min,進給量1 000mm/min。銑外形(見圖7)采用轉速1 500r/min,進給量1 000mm/min,分粗、精加工。
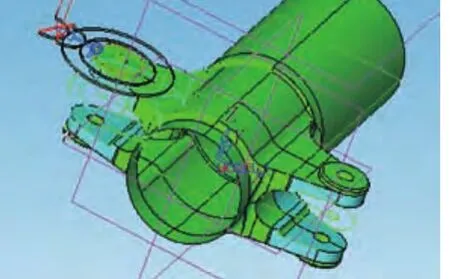
圖4 銑端面

圖5 銑凸臺

圖6 銑槽
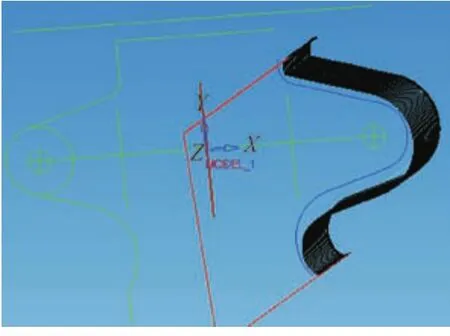
圖7 銑外形
(6)安全控制。安全控制即為了避免刀具碰撞零件,包括程序原點的建立、起始高度、慢速下刀相對距離、抬刀控制及進/退刀控制等。本零件程序原點:X、Z為零件孔中心,支靠面對刀。 Y支靠面上返145mm,對刀前找正支靠面Y向直線度0.01mm。
3. 位置精度的保證及檢測
4. 設備與工裝
設備方面主要采用五軸加工中心,一次定位裝夾加工,而DMU00機床行程較小,需具體編程后進行模擬仿真方可確定其適用性。夾具方面可利用組合工裝進行定位夾緊,滿足加工需要。刀具方面由于現有刀具缺少用于精加工及光整所需的高速銑削的銑刀刀桿及刀片,故需采購SECO或特固克相關刀具以滿足加工需要。
5. 結語
(1)根據零件工序要求,選擇數控機床、刀具,保證工序尺寸及技術條件要求。
(2)外形采用硬質合金立銑刀加工,孔采用鉆、鏜加工,保證孔尺寸公差及位置公差;槽采用SR10mm硬質合金球刀片機夾銑刀高效加工,尺寸2 5.5+0.15+0.10mm,采用R2.5mm成形高速鋼銑刀加工保證。
(3)槽面平行度要求0.01mm,采用常規的上下一次進刀方式無法保證。經過試驗,采取步進方式進行加工,滿足了技術要求。
(4)通過一次定位裝夾加工,保證了零件尺寸精度及位置精度,集中了工序,降低了生產成本,提高了生產效率。
