FANUC 0i MATE-MD 系統使用日文漢字編輯報警文本的處理方法
2015-05-09 01:39:58常州技師學院江蘇213000
金屬加工(冷加工) 2015年22期
常州技師學院 (江蘇 213000) 吳 軍
隨著機械工業及計算機技術的發展,數控機床的應用領域越來越廣泛,結構的復雜性及功能的多樣性,使數控機床的維修日趨困難,因此,我們在設計數控機床的電氣系統時,可以根據實際情況,設計一套簡單可靠的報警系統,為以后數控機床維修提供方便。
FANUC CNC具有完善的報警系統,分為系統報警及外部報警,系統報警是由FANUC CNC自身設計好的,報警內容也比較詳細,當發生報警時,系統屏幕會顯示相應的報警號碼及報警內容,以幫助用戶準確判斷故障,FANUC CNC的故障內容是由報警號碼進行分類的。
FANUC CNC系統報警號碼對應的報警內容如下:
No.000~255: [P/S報警(程序錯誤)]
No.300~349: [絕對脈沖編碼器(APC)報警]
No.350~399: [申行脈沖編碼器(SPC)報警]
N o.4 0 0~4 9 9: [伺服報警(1/2)]
No.500~599: (超程報警)
N o.6 0 0~6 9 9: [伺服報警(2/2)]
No.700~739: (過熱報警)
No.740~748: (剛性攻螺紋報警)
No.749~799: (主軸報警)
No.900~999: (系統報警)
No.5000以上: [P/S報警(程序錯誤)]
外部報警信息是由機床制造廠家或是終端用戶自行制作定義的報警,其工作原理是通過外部檢測條件和系統內部反饋狀態定義報警及報警內容,FANUC CNC規定,外部報警的報警號碼由1 000~2 999之間的4位數字組成。
FANUC 0i系列、16i/18i/21i系列報警信息可編輯為英文報警或中文報警。英文報警編輯方法很簡單,只需在報警內容表格中鍵入報警號和英文內容即可。
例如:1000 EMERGENCY STOP。當滿足報警條件,同時線圈A0.0被激活時,系統屏幕上就會顯示出報警號和報警內容:1000 EMERGEN STOP。
目前,大多數機床制造商都未曾使用日文漢字編輯報警文本的這一功能,對于機床操作者來講是不太方便的。如果把日文漢字編輯報警文本功能加上,機床報警信息一目了然。下面就詳細地介紹如何編輯日文漢字報警文本。
(1)中文漢字的編碼可以使用十六進制的編碼方式,可以直接使用軟件(漢字十六進制轉換工具.exe)轉換。
(2)比如“緊急停止”轉為16進制后,將%號替換掉(可以在WORD中統一替換),去掉即是“緊急停止”的編碼,如圖1所示;然后輸入到PMC的報警文本中,即:1000@04BDF4BCB1CDA3D6B901@后,如圖2所示,即可在系統上顯示中文報警,如圖3所示。
(3)特殊格式的比如報警文本中帶字母、字符或者字母字符交叉的形式,是不能夠直接轉換的,因為字母的編碼放到系統上不識別,需要特殊處理。T代碼錯誤:1011 T@04B4FAC2EBB4EDCEF301@需要將“T” 字符放在固定格式的外面。
(4)使用FANUC LADDER軟件,中文在操作系統中的顯示需要由我國制定的GBK碼制支持,而FANUC CNC只支持JIS碼制的日文顯示,故GBK碼制的中文在數控系統中顯示為亂碼,這時需要做的只是一步轉換工作,就是將輸出的GBK碼制的中文字體轉換成為日文JIS碼制的日文字體,轉換過后的JIS碼制的日文字體就可以在數控系統中正常顯示為中文(實際上顯示的是日文)。使用字體轉換軟件“漢字轉換通”,可實現GBK至JIS互相轉換。如轉換“緊急停止”,選擇功能,如圖4所示,點擊,進行轉換,結果如圖5所示,將轉好的JIS碼制漢字直接復制到報警內容的表格中即可,如圖6所示,在確定了報警信息號碼和內容后,就可以根據不同的外部條件、系統信號來制作需要的中文報警信息了。
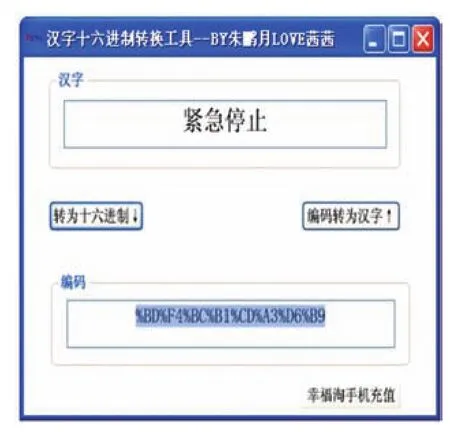
圖1 漢字16進制轉換

圖2 16進制碼輸入
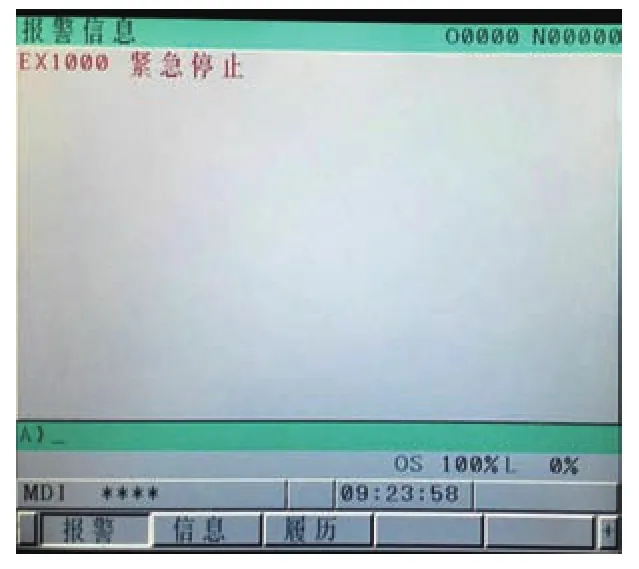
圖3 系統屏幕顯示

圖4 漢字轉換通軟件界面

圖5 漢字轉換通shift-jis碼轉換

圖6 FANUC LADDER 軟件報警信息輸入界面
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
科學大眾(2022年11期)2022-06-21 09:20:52
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
制造技術與機床(2019年10期)2019-10-26 02:48:08
電子制作(2018年18期)2018-11-14 01:48:06
家庭影院技術(2017年9期)2017-09-26 03:41:45
臺聲(2016年2期)2016-09-16 01:06:53
小學教學參考(2015年20期)2016-01-15 08:44:38
語文知識(2014年1期)2014-02-28 21:59:13
