基于宏程序的英制梯形外螺紋的加工及尺寸轉換
2015-05-14 08:33:26王正東李立
機械工程師 2015年10期
關鍵詞:程序
王正東, 李立
(廣東省工業貿易職業技術學校,廣東 佛山 528237)
0 引 言
英制梯形螺紋不僅應用于傳動(進給和升降)和位置調整裝置中,也可用于緊固連接場合,尤其在石油及化工機械產品中更是有著廣泛的應用[1]。但在加工中,人們往往簡單地將加工米制梯形螺紋的參數和公式套用到英制螺紋中,導致了錯誤的計算,加工出的螺紋注定是不合格的。同時測量參數也和米制螺紋有所不同,不能簡單套用其公式進行測量。本文就具體的英制外螺紋型號中的尺寸轉換、刀具角度選擇進行了詳細討論,利用宏指令編寫英制螺紋的加工程序,保證在英制螺紋尺寸正確的前提下,高效率地加工出合格的螺紋。

圖1 英制梯形外螺紋
1 英制梯形外螺紋的尺寸轉換
目前,通常使用的英制梯形螺紋是一般用途愛克母螺紋(Acme),即為美制梯形螺紋,如圖1所示,-3-Acme-2G,長度為1.75 in,是需要加工的英制梯形外螺紋。由于實際應用中沒有統一的規范,通常參照國標梯形螺紋的公差體系計算容易造成尺寸及公差體系不一致,產品之間互換性差,制造出的產品就不符合國際標準,造成不合格產品的出現。故加工該類型螺紋,首先要參照愛克母標準系列的有關規定,通過相關的計算推導,將英制尺寸轉換為米制尺寸,確定其的基本尺寸、偏差及公差值,現行標準為 ASME Bl.5-1997(R2004)[3]。
1.1 螺紋基本尺寸
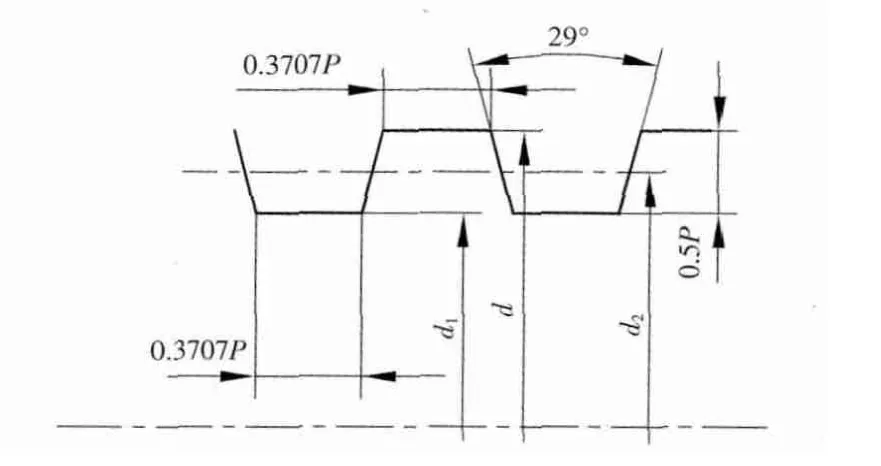
圖2 英制螺紋各個部分尺寸
如圖2所示為英制梯形外螺紋各個部分的尺寸標注:
2)中徑 d2=d-0.5P。其中 P 為螺距,P=1/牙數=1/3,d2=0.5×1/3=3.5833 in。
3)小徑 d1=d-P-2ac。其中 ac為容隙-1/3-2×0.02=3.3767 in。
4)牙底寬度 W=0.3707P=0.3707÷3=0.1236 in。
5)容隙 2ac=0.02in(或牙數≤10);或 0.01 in(牙數>10)。
1.2 螺紋尺寸公差及極限偏差
一般用途愛克母螺紋的公差帶位置確定外螺紋的大徑d和小徑d1公差帶位置為h,基本偏差為es=0;中徑d2基本偏差 es為負值[3]。
1)大徑。最大極限尺寸為基本尺寸或公稱直徑,即dmax=d=3.75 in;es=0,ei=es-Td=-0.0167 in。最小極限尺寸dmin=d+ei=3.75-0.0167=3.7333 in(查手冊 Td=0.0167 in)。
2)中徑。d2max=d2+es2=3.57 in;es2=-0.0133 in,ei2=es2-Td2=-0.040 57 in,d2min=d2+ei2=3.542 73 in(查手冊 Td2=0.027 271 in)。
3)小徑。d1max=d1+es1=3.3767 in;d1min=d1+ei1=3.3767-0.0409=3.3358 in(查手冊 Td1=1.5×Td2=0.0409 in),es1=0,ei1=es1-Td1=-0.0409 in。
1.3 尺寸轉換
在上述計算的尺寸中凡是涉及到選擇刀具及測量需要的參數都需要轉換成米制單位。如圖1所示,將圖紙標注的螺紋全部按照公式計算后轉換為米制尺寸(基本尺寸保留小數點后兩位,公差尺寸保留小數點后三位)。
基本尺寸:d=95.25 mm;d2=91.02 mm;d1=85.77 mm;W=3.14 mm;P=8.47 mm;L=44.45 mm。
極限尺寸:dmax=95.250 mm,dmin=94.826 mm;d2max=90.678 mm,d2min=89.985 mm,d1max=85.768 mm,d1min=84.729 mm。
公差及極限偏差:es=0,ei=-0.424 mm,Td=0.424 mm;es2=-0.338 mm,ei2=-1.031 mm,Td2=0.6927 mm;Td1=1.039 mm,es1=0,ei1=-1.039 mm。
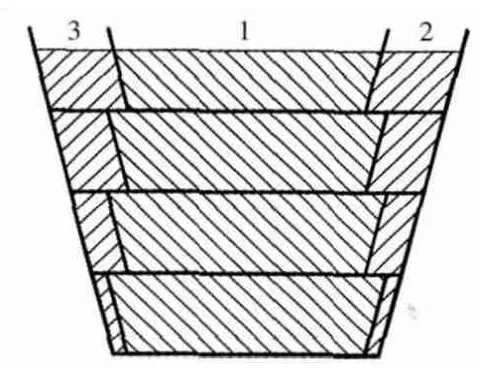
圖3 左右分層切削
2 程序編寫
2.1 切削方式及刀具選擇
梯形螺紋的加工方法有直進法、斜進法及左右分層切削法。其中直進法因刀具三刃均參與切削,切削力過大容易導致刀刃和螺紋變形,一般用于加工小螺距螺紋;斜進法在加工中刀具只有兩面刀刃受力,但刀具兩側的磨損程度不同,刀尖角發生變化,一般用于粗加工或者切削精度比較低的梯形螺紋;左右分層切削法為刀具縱向雙向移動及徑向進刀,刀具承受切削力較小,較易加工出梯形螺紋,尤其適合大螺距梯形螺紋加工。在本英制梯形螺紋中采用左右分層切削法加工,同時考慮到數控車床滾珠絲杠的的反向間隙,采用每層先切中間再切右邊,最后切左邊,如圖3所示。并且,由于螺距比較大,加工中粗、精加工應分別采用兩把相同的英制梯形外螺紋刀具,而且刀頭寬度小于槽底寬度,本加工中粗、精加工都采用刀頭寬度為2 mm的車刀。由于該螺紋牙型角為29°,所以在磨削刀具時要注意刀尖角為29°,且在加工中采用一夾一頂方式裝夾工件進行加工。
2.2 程序編寫
對于大螺距的梯形螺紋,單使用切削螺紋指令編寫程序是很不方便的,在編程時,需要每一層切削就要啟用切削螺紋指令一次,而對于刀頭寬度小于螺紋槽底寬度時,程序就顯得更繁雜。采用宏程序不但可以大大減小程序的復雜程度,而且在使用不同刀具加工時,只需要修改局部參數值即可,非常方便。該梯形螺紋加工程序編寫流程如圖4所示。在該流程圖中,刀具有三次移動循環起點,分別是中間、右移和左移,這三次移動是通過移動循環起點的Z向坐標來實現的,對本加工而言Z向中間進刀加工后,再分別向右邊和左邊移動加工。故本次加工中循環起點需要指定三次,而在每次循環結束后要回到初始循環起點。以華中數控系統為例,該工件加工宏程序如下:
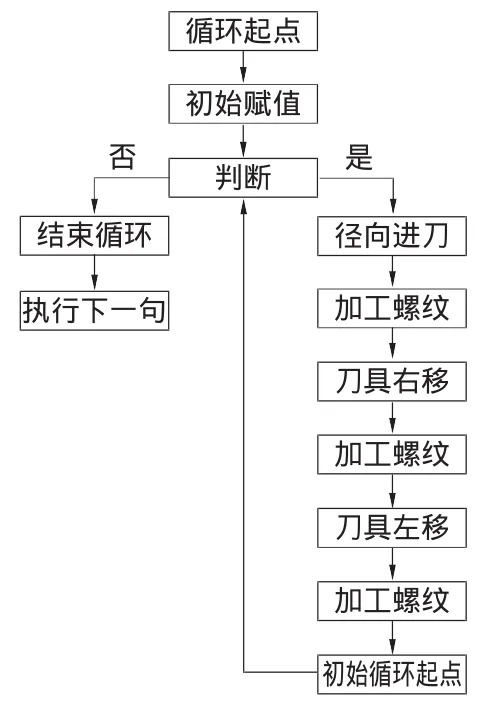
圖4 程序編寫流程
%1
N10 M3S150T0202
N20 G0X97Z15(初始循環起點)
N30 #1=95.25(大徑賦值)
N40 #2=85.77+0.2(小徑賦值)
N50 WHILE #1 GE #2(判斷)
N60 #1=#1-0.2(計算徑向進刀值,切深 0.2mm)
N70 G82 X[#1]Z-55F8.47(螺紋加工)
N80 G0 X97Z[15.57-0.2](刀具右移循環起點)
N90 G82 X[#1]Z-55F8.47(螺紋加工)
N100 G0 X97Z[14.43+0.2](刀具左移循環起點)
N110 G82 X[#1]Z-55F8.47(螺紋加工)
N120 G0X97Z15(回到初始循環起點)
N130 ENDW(結束循環,跳轉至N50段)
N140 G0X100Z100
N150 M30
在上面的程序中N40段表示對小徑初始賦值放大0.2 mm,以防止循環加工中螺紋過切,在N60段為計算徑向進刀值,每次切深為0.2 mm;并且通過三次指定循環起點的方法實現了大螺距螺紋的左右分層加工;在N80與N100段中Z坐標值本應移動(3.14-2)÷2=0.57 mm,為了給梯形螺紋的左右兩側各留0.2 mm的精加工余量,故只移動0.37 mm。精加工時換刀,且粗、精加工對刀時須用同一塊對刀樣板保證對刀精度,對刀后將上面程序中的#1=95.25改為#1=85.97,上面的程序即變為精加工程序,只加工X方向螺紋一次(分中、右、左三次進刀加工螺紋);可通過逐步修改X軸方向的刀具補償值來保證徑向尺寸精度,當小徑尺寸已達到其公差帶中間時,若通過三針測量法測得的中徑尺寸仍未到位,可通過逐步修改Z軸方向的刀具補償值或通過逐步增大右移、左移循環起點的位置來保證中徑尺寸精度。在上述程序中,從程序的長度上大大減小,加工時效率也提高很多,同時,精加工中換刀后,也無需再重新編寫程序。
3 結 語
本文主要針對具體的英制梯形外螺紋的英制單位如何轉化為米制螺紋尺寸作了詳細的介紹和討論;由上面的討論充分說明了英制螺紋和米制螺紋很多參數都是不同的,所以,不能直接套用米制螺紋的參數計算方法進行加工;本文還針對具體螺紋型號選擇適合加工本梯形螺紋的加工方式、刀具及刀具角度;然后在既定的加工方式中使用了宏指令編寫螺紋加工的程序,通過三次指定循環起點的方法,簡化了程序,也提高了加工螺紋效率。
[1] 王銳,劉明堯,陳國良.油管螺紋圖像的Canny算子邊緣提取方法研究[J].石油礦場機械,2009,38(9):20-24.
[2] 李新勇,趙志平.非標準系列一般用途愛克母螺紋尺寸的設計計算[J].石油礦場機械,2010,39(3):56-58.
[3] AN AMERICAN NATIONAL STANDARD.Acme Screw Threads:ASMEBl.5-1997 [S].The American Society ofMechanical Engineers,1999.
[4] 高建國,劉錦武.參數編程在梯形螺紋車削加工中的應用[J].電氣技術與自動化,2007(11):68-69.
[5] 陳穎,韓加好.基于宏指令的梯形螺紋通用數控加工程序編制[J].工具技術,2008,42(9):69-71.
[6] 吳少威,黃曉昆.美制梯形螺紋在石油測井儀器中的設計與應用[J].石油機械,2008,36(4):68-71.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
