以車代磨加工柱塞噴涂層的工藝性能研究
2015-05-15 10:23:13何寶義王學(xué)中李小英
電子測(cè)試 2015年8期
關(guān)鍵詞:影響
何寶義,王學(xué)中,李小英
(寶雞航天動(dòng)力泵業(yè)有限公司,陜西寶雞,72100)
0 引言
柱塞是往復(fù)泵產(chǎn)品中最主要的功能件之一,柱塞工作面性能的好壞對(duì)整泵的工作性能有很重要的影響,噴涂柱塞是在柱塞母體材料上噴焊合金層Ni60A用來(lái)提高其表面硬度及耐磨蝕性的一種有效手段,也是為了提高柱塞質(zhì)量,延長(zhǎng)使用壽命降低柱塞成本的一種很好工藝方法。該噴焊層Ni60A經(jīng)噴焊重熔后涂層致密無(wú)孔隙、無(wú)裂紋,粘結(jié)性極好,其硬度高達(dá)HRC60~63,耐磨蝕性能均很理想。就我們公司近幾年生產(chǎn)狀況來(lái)說(shuō),隨著公司的發(fā)展,公司產(chǎn)品數(shù)量、隨機(jī)備件等銷售量大增,導(dǎo)致噴涂柱塞需求量特別大,若按原工藝方法粗(精)磨削加工已無(wú)法滿足生產(chǎn)需要。經(jīng)對(duì)原噴涂柱塞加工工藝分析,認(rèn)為原噴涂重熔后柱塞加工的粗磨削工序是影響柱塞生產(chǎn)效率的主要原因(粗磨削量大1.2~1.8mm),粗磨削加工的低效率已滿足不了柱塞生產(chǎn)的需求,影響到正常生產(chǎn)和供貨,所以,噴涂柱塞的加工已成為生產(chǎn)中的瓶頸問(wèn)題,必須盡快解決。
1 以車代磨的可行性研究
1.1 針對(duì)以上存在的問(wèn)題,我們?cè)O(shè)想是否可以用以車代磨的方法來(lái)解決這一問(wèn)題,因?yàn)殡S著高硬度切削材料的發(fā)展,立方氮化硼刀具、陶瓷刀具以及涂層硬質(zhì)合金刀具都在加工中得到了應(yīng)用,硬車削作為半精加工和精加工的方法已完全可以替代目前采用的磨削加工,近幾年已有利用多晶立方氮化硼PCBN刀具、陶瓷刀具及涂層硬質(zhì)合金刀具等在車床上對(duì)淬硬鋼(HRC55~65)進(jìn)行了有效加工,其加工精度可達(dá)IT5級(jí),表面粗糙度Rc≤0.4。所以有理由說(shuō),噴涂柱塞的加工也可參考淬硬鋼的加工方法,但必須注意車削淬硬鋼和車噴涂層還是有些不同的,因?yàn)閲娡繉油鈭A有不規(guī)則性(不圓度可達(dá)0.7mm),還有粘結(jié)強(qiáng)度以及其耐磨性對(duì)刀具磨損的影響等問(wèn)題,所以說(shuō)科學(xué)選用車削參數(shù)和刀具類型是實(shí)現(xiàn)以車代磨的關(guān)鍵所在,必須認(rèn)真對(duì)待。
1.2 通過(guò)查閱相關(guān)以車代磨的硬車削技術(shù)資料分析普遍認(rèn)為,以車代磨成本低廉,僅為磨削的三分之一,生產(chǎn)效率高,因?yàn)榱⒎降鸬毒逷CBN本身的硬度很高(HV8000~9000),僅次于金鋼石,耐熱性高(1400~1500℃),在使用中允許以高于硬質(zhì)合金5~10倍的切削速度切削淬火鋼,而其耐用度又是硬質(zhì)合金的幾十倍,所以可使生產(chǎn)效率大大提高,節(jié)省大量時(shí)間,起到節(jié)能降耗提高效率的作用,該工藝方法應(yīng)該適合噴涂柱塞噴涂層的硬車削加工。
2 以車代磨的實(shí)施及效果
2.1 首先通過(guò)相關(guān)資料的了解,硬車削是一種硬碰硬的車削方式,刀具與工件之間的壓力非常大,也是讓刀、振動(dòng)問(wèn)題發(fā)生的根本原因,刀片微觀的刀口處理至關(guān)重要,它不但影響以車代磨的光潔度,而且影響CBNB刀片的使用壽命,所以決定在強(qiáng)度、穩(wěn)定性都很好的C6163B車床上加工車削柱塞噴涂層。
2.2 根據(jù)柱塞噴涂層材料的硬度,我們最初選用的是立方氮化硼PBCN復(fù)合可轉(zhuǎn)換刀片,因?yàn)樵摰镀瑑r(jià)格較低,并可轉(zhuǎn)向使用,刀桿用TCLNRXXXXXX。加工φ170以下的噴涂柱塞層,經(jīng)過(guò)多次車削試驗(yàn)最終選取切削參數(shù)分別是:切削線速度V=80m/min進(jìn)給量f=0.10mm/r切削深度ap=0.70mm,通過(guò)加冷卻液試車,粗糙度孌化較大,刀片磨損也快,再采用干車削方法加工,效果明顯較好,分析認(rèn)為硬車削加工中產(chǎn)生的大部分熱量能被切屑帶走,不會(huì)產(chǎn)生磨削加工中出現(xiàn)的表面燒傷和裂紋,具有良好的表面加工性,加冷卻液反到不好會(huì)影響表面光潔度。
2.3 通過(guò)試車發(fā)現(xiàn),對(duì)于小直徑圓度較好的柱塞,車后效果明顯,但對(duì)于外元不規(guī)則,涂層加工量大的就需要分兩次加工,因?yàn)槌缘读看螅傇诘镀系牧⒎降饓K因受力過(guò)大而易損壞,所以后期將刀片改為整體刀片,吃刀深度可達(dá)1.5mm,一次車削加工就可達(dá)到精磨前工藝尺寸,并且尺寸精度和表面精度都能達(dá)到要求。
2.4 以車代磨效果對(duì)比(如圖1)(φ160柱塞)
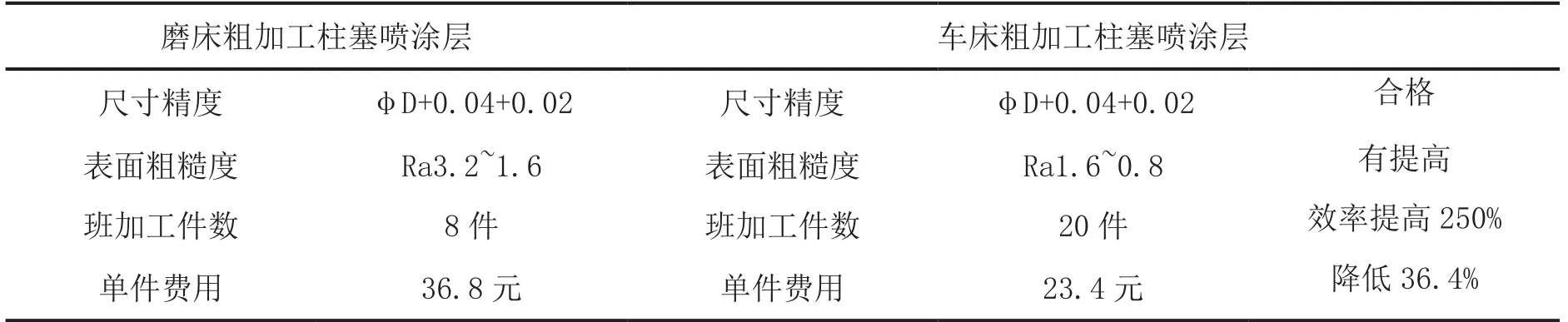
圖1 以車代磨效果對(duì)比(φ160柱塞)
3 注意事項(xiàng)
通過(guò)以車代磨這種新工藝在噴涂柱塞加工中的實(shí)施及經(jīng)驗(yàn)積累,需要在以下幾方面特別注意,只有這樣才能發(fā)揮出硬車削的最佳效果。
3.1 在選擇切削用量三要素時(shí),應(yīng)考慮工件材料的力學(xué)性能、工件形狀、工藝系統(tǒng)剛性和加工余量來(lái)確定,應(yīng)首先考慮選擇合理的切削速度,其次是切削深度,再其次是進(jìn)給量等。
3.2 立方氮化硼車削硬度范圍一般在HRC53~65,切削速度在50m~120m/min,每分鐘進(jìn)給量Vf=70~160mm/min,應(yīng)特別注意車削工件硬度越高時(shí),切削線速度應(yīng)取低值,否則反之,這樣可避免過(guò)早出現(xiàn)白化層影響質(zhì)量,也有利于延長(zhǎng)刀具的使用壽命。
3.3 在硬車削過(guò)程中避免使用冷卻液,因?yàn)樗鼤?huì)給刀具壽命和表面質(zhì)量帶來(lái)不利影響,因?yàn)橛曹囅魇峭ㄟ^(guò)使剪切部分的材料退火變軟而實(shí)現(xiàn)切削的,而在使用冷卻液的加工中,就會(huì)減小由切削力而產(chǎn)生的這種效果,從而加快機(jī)械磨損縮短刀具壽命,需且影響切屑干凈清潔,不利于回收。
4 結(jié)語(yǔ)
通過(guò)以車代磨這種新工藝方法在噴涂柱塞加工中的實(shí)施,較好的解決了因粗磨削柱塞噴涂層效率低下的問(wèn)題,使噴涂柱塞的生產(chǎn)效率得到了成倍的提高,滿足了生產(chǎn)需要,同時(shí)也降低了生產(chǎn)成本,免去了砂輪、切削液的費(fèi)用,提高了硬車削噴涂層粉未的回收效益,同時(shí)在火焰噴涂和超音速噴涂硬質(zhì)合金層的后期加工中有很好的示范和推廣的應(yīng)用價(jià)值。
參考文獻(xiàn)
[1]華紅艷 PCBN切削刀具應(yīng)用技術(shù)、機(jī)械工藝師《現(xiàn)代制工程》2001(3)
[2]彈性力學(xué)簡(jiǎn)明教程 北京高等教育出版社 1980
[3]王亞峰. 基于LMDI模型的長(zhǎng)三角地區(qū)能源消費(fèi)碳排放影響因素研究[D].合肥工業(yè)大學(xué),2013.
[4]朱玲玲. 中國(guó)工業(yè)分行業(yè)碳排放影響因素研究[D].哈爾濱工業(yè)大學(xué),2013.
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(shù)(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2016年3期)2016-02-27 16:15:49
現(xiàn)代檢驗(yàn)醫(yī)學(xué)雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學(xué)低年級(jí)版)(2011年3期)2011-01-01 00:00:00
