斗輪機回轉支承大齒圈損壞及整治策略研究
2015-05-30 04:33:55葉流芳黃富恩
企業技術開發·中旬刊 2015年9期
葉流芳 黃富恩
摘 要:斗輪機是煤炭等作業中必不可少的設備,其為企業經濟效益的提高做出了重大貢獻。但是由于斗輪機需要連續不斷的運行,回轉支承大齒圈經常會發生故障,磨損程度越加嚴重,某些輪齒甚至出現了塑性變形,還有些輪齒被“根切”。如果此情況一直存在下去,煤炭等作業流程將會大受影響,同時大齒圈的應用年限也會大大縮短。文章首先對斗輪機回轉支承大齒圈損壞狀態以及原因進行了概述,其次對其整治方案進行了研究以及比較,僅供參考借鑒。
關鍵詞:斗輪機;大齒圈;整治策略
中圖分類號:U693 文獻標識碼:A 文章編號:1006-8937(2015)26-0097-02
斗輪機也可以被稱之為斗輪堆取料機,其主要是用來裝卸散狀物料。作為高效裝卸設備,應用范圍非常廣泛,比如港口、水泥、發電廠等,由于上述場地的散料數量比較多,需要大型的裝卸設備才能夠完成裝卸任務。本文以某公司使用的兩臺斗輪機為例,這兩臺斗輪機主要是應用在煤炭裝卸中,運行已經超過了上萬小時,吞吐量已經超過了上千萬噸。但是由于連續作業,這兩臺斗輪機上工作級別比較高的大齒圈出現了損壞,嚴重影響了該公司的經濟效益,為此,公司維修人員了解損壞情況之后,采取了整治策略。
1 大齒圈輪齒損壞狀況及其原因
1.1 損壞狀況
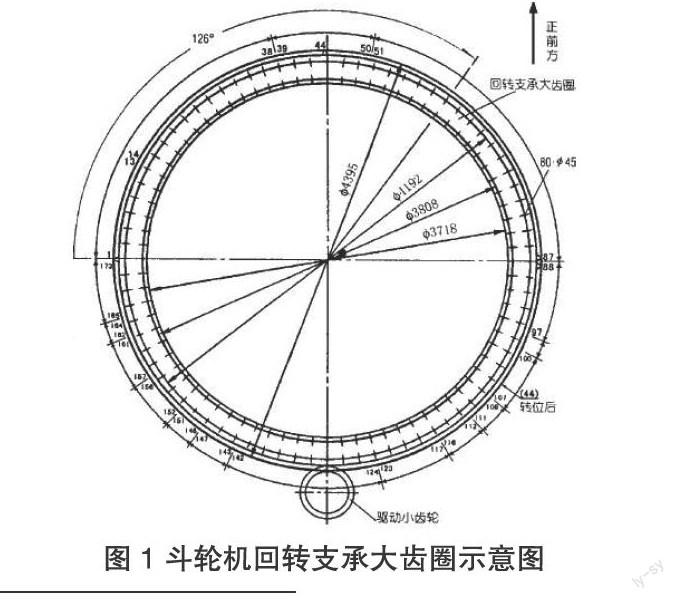
該公司所應用的大齒圈型號是132、50、4000,其模數是25,齒數是173,齒寬為18 cm,內圈與外圈共有160個安裝孔。大齒圈與斗輪機之間,應用螺栓進行連接,螺栓數量為80個。該公司斗輪機應用的過程中,出現了大齒輪斷齒故障,維修人員通過詳細分析,同時對回轉大齒圈展開了基本的測量與觀察,維修人員發現大齒圈上的齒輪存在著比較嚴重的損壞現象,損壞最為嚴重的是98~164號之間,而其他齒輪則沒有明顯的損壞跡象。
另外,維修人員通過觀察,發現小齒輪軸線已經出現了明顯的歪斜情況,小齒輪和大齒圈之間的嚙合位置,上端與下端之間的差距不到0.5 mm,可想而知,其歪斜情況的嚴重性。斗輪機的回轉支承大齒圈示意圖,如圖1所示。
1.2 原因分析
本公司所使用的斗輪機上部機體重量非常大,達到了312 t,因此該斗輪機的回轉慣性十分強大。斗輪機在進行回轉運轉時,因為物料存在著負載,尤其是回轉取料時,會形成阻力矩,此外,斗輪機運轉時多次的回轉起、制動,這就會造成上部機體不停的左右回擺,產生比較大的沖擊。
上述情況使得大齒輪輪齒、小齒輪輪齒需要承受更大的應力。因為大齒圈輪齒硬度并不高,所以經常出現磨損,甚至是被不斷的擠壓,產生了變形。但是大齒輪輪齒硬度非常高,雖然沒有發生變形,但是卻直接被折斷。正是由于大齒圈輪齒損壞程度越加嚴重,變形程度越加嚴重,使得大齒圈與小齒輪之間嚙合越加的不正常。
由此,使得大齒圈輪齒磨損程度越來越嚴重,最嚴重的就是被“根切”另外,驅動裝置軸線出現了嚴重的走位情況,因此大齒輪輪齒發生了折斷,這一過程在不斷的循環,導致了惡性循環。
而大齒圈98~164號之間的輪齒損壞尤其嚴重,這主要是因為斗輪機在進行堆取料工作時,懸臂工作范圍不正常。此種斗輪機的各個數據參數為:堆料范圍是-110~110 °之間,取料范圍是-135~135 °,此上述參數是懸臂設計標準范圍。一般而言,斗輪機作業時,應該向著走前方以及右前方,即范圍為-85~85 °之間,這一范圍中-5~5 °之間被看作是過渡段,因為回轉驅動裝置通常安裝在正后方,而98~164號齒輪完全處于這一區段,因此斗輪機運轉期間,此區間的齒輪損壞程度尤其嚴重。
2 整治方案的探討與比較
這兩臺斗輪機中,有一臺斗輪機大齒圈損毀非常嚴重,小齒輪多次被折斷,已經無法繼續作業,因此維修人員開始對其進行整治,其整治方案主要有以下幾種。
2.1 購買與之相同的回轉支承大齒圈,進行修理安裝
此種方案可以保證大齒圈以及驅動裝置達到標準,尤其是在安裝過程中,幾乎不會出現任何的問題。但是需要考慮的是,大齒圈價格十分昂貴,通常情況下,需要半年才能夠生產完成,需要提前訂購,而現今該公司需要立即使用,無法等待半年。
另外,大齒圈的拆卸與安裝工作十分困難,既要對上部機體首先進行拆分,還需要對其進行頂升,難度比較大。
除此之外,斗輪機的動力以及控制裝置都處在大齒圈正中心,如果要拆除大齒圈,必須要將動力以及控制裝置全部拆除,再進行安裝,同時還需要進行電氣調試,這樣的工作量與安裝斗輪機幾乎相同,因此該方案既需要花費大量的成本,同時還需要比較長的工期,安裝難度也非常大,因此并不可取。
2.2 對已經出現嚴重損壞的輪齒展開修補
此種整治方案看起來十分簡單,而實際上,依然存在著比較大的難度,因為大齒圈材質是50 Mn,其主要化學成分有有C、Mn。鋼材的可焊性通常是以碳當量作為參照,如果碳當量已經超過了0.6%,則說明鋼材的可焊性非常差,但是此斗輪機中有70個齒輪需要進行焊接,同時還需要在現場預熱、修補、保溫。這項工作幾乎不能完成,加之因為需要焊接的位置在輪齒運行表面,如果焊接成功,維修人員還需要對齒面進行進一步的修整,這樣才能夠保證漸開線規范,但是這項工作也是幾乎不能完成的。再加之因為焊接范圍比較大,對齒輪材質會產生比較大的影響,而這種影響并不能預先預測。
綜合考慮,此種方案也不可取。
2.3 維修人員對大齒圈的移位進行旋轉
將工作區段的輪齒調換到并不是工作區段的位置。這主要是因為大齒圈出現嚴重損壞的齒輪并不多,大約是全部輪齒的1/3左右。可以設想將這部分輪齒轉到非工作區,或至少是非斗輪機堆、取料帶載工作區,而將大齒圈非工作區段(閑余部分)齒形較好的輪齒換至經常帶載的工作區。
該方案的實施關鍵是,只需要利用簡單的工裝將斗輪機上部機體頂升幾個毫米,使大齒圈處于浮動狀態,然后實施旋轉即可。
此方案相對于方案一無需對大齒圈進行拆卸、換裝操作,也避免了中心穿線管及電纜的拆裝等一系列的后續工作,能使大齒圈的閑余部分輪齒得到充分的利用,施工費用少,工期短,對港口生產十分有利;
相對于方案二,技術上可行,可操作性強,大齒圈旋轉移位后,與小齒輪嚙合的輪齒形態是有保證的。但該方案所不利的是,施工有一定的危險性,安全技術措施必須十分周全。
通過上述三種方案的探討和比較,我們決定采用方案三。
3 結 語
維修人員將大齒圈轉位安裝之后,經過對斗輪機多次的回轉試車,發現無論是大齒輪,還是小齒輪,嚙合狀況都已經達到要求。維修人員經過了兩個月的連續觀察,發現斗輪機運行正常并沒有發現任何的故障。針對斗輪機回轉大齒圈損壞而采取的整治方案,大約花費10萬,整治時間大約為15 d,成本低、工期短,效果顯著。
通過這些整治,我們發現,在日常工作中,工作人員務必要按照規范來操作斗輪機,尤其是取料不能超過標準限度,否則,齒輪會因為受力過大而再一次出現損壞。
參考文獻:
[1] 徐建剛.斗輪堆取料機回轉支承的損壞原因分析與更換技術[J].湖州師范學院學報,2010,(S1).
[2] 施興為.日立斗輪機斗輪驅動電動機修理[J].港口裝卸,2003,(5).
[3] 楊毅.斗輪機夾軌器液壓系統的改造[J].港口裝卸,2006,(5).
[4] 李保春,杜國明.觸摸屏在斗輪機電氣控制系統中的應用[J].大眾用電,2013,(6).
[5] 葛亮.雙頭水泥攪拌樁在散貨堆場斗輪機基礎工程中的應用[J].中國水運(下半月),2013,(11).