整流葉片軸頸加工變形控制
2015-05-30 07:43:19金秀杰梁巧云藺治強
科技創新與應用 2015年34期
關鍵詞:變形
金秀杰 梁巧云 藺治強
摘 要:零件在加工過程中的變形,是不可避免的,但是如何采取相應的措施控制變形量,使所加工的零件尺寸滿足圖紙要求,是需要進行工藝技術研究的。文章針對某整流葉片軸頸在加工中的變形問題,分析了葉片結構特點和軸頸加工變形的影響因素,提出了控制葉片軸頸加工變形的有效措施,滿足弱剛性葉片軸頸加工的需求。
關鍵詞:葉片軸頸;弱剛性;變形;加工方法
引言
整流葉片是通過葉片緣板安裝部位或軸頸裝配在發動機的機匣中,為壓氣機轉子葉片提供確定方向、流量的穩定壓縮空氣,使壓氣機轉子葉片得到穩定的工作條件。安裝部位的尺寸精度,直接決定了葉片在機匣中的位置是否正確,是影響發動機性能的主要因素之一。對于軸頸結構的葉片,一般的加工方法就是采用車或磨加工方法來保證其尺寸,但是對于細長軸、剛性弱的葉片軸頸加工,其加工變形問題,還沒有很好的解決辦法。
1 葉片結構及材料特點
某發動機整流葉片,由上下軸頸和葉身型面組成,大端軸頸直徑Ф7mm,長度30mm,小端軸頸Ф4mm,長度8mm,截面厚度的最大值為1.43,最大弦長22mm,葉片型面總長40左右,如圖1所示。
這種結構尺寸造成該類葉片成為典型的弱剛性體零件,增加了葉片每個特征的加工難度,增大了加工變形系數。
該葉片采用的TC4鈦合金屬難加工材料,此材料是一種典型的α+β型兩項合金,是當前最常用的葉片合金。其材料特點是比強度高,具有較好的熱強性和低溫韌性,優良的耐腐蝕性能。但因其彈性模量小,也具有變形不易消除的特性[1]。
2 工藝試驗及變形因素分析
葉片毛料為模鍛件,葉身余量1.0mm,軸頸直徑余量單面2mm, 按照典型零件的常規加工工藝,首先是要將兩端軸頸進行半精加工,作為葉身型面加工基準,然后進行葉身型面加工。由于加工葉身型面時,會產生彎曲變形,因此引起兩端軸頸的彎曲。為了保證兩端大小軸頸的尺寸精度和跳動要求,需要在葉身型面加工后,對兩端大小軸頸進行磨削加工。影響軸頸尺寸精度的工序,主要有葉片型面加工引起的軸頸變形及軸頸精加工工序的尺寸精度保證。
2.1 工藝試驗
(1)型面加工工序。按工藝要求完成葉身型面加工后,進行軸頸跳動值檢測,檢測結果分析葉片彎曲變形嚴重。(2)精加工軸頸工序。由于型面加工后的彎曲變形影響,軸頸留有加工余量進行精加工,保證軸頸的最終尺寸。但采用車床進行精車加工后進行尺寸檢測,軸頸跳動不能滿足工藝要求。
2.2 原因分析
2.2.1 定位裝夾方式對加工變形的影響。(1)葉身型面加工時,采用夾緊一端軸頸、頂緊葉片另一端中心孔的裝夾方式,在加工剛性較弱的葉片時,頂緊力過小,加工葉身型面容易出現振動,頂緊力過大又直接造成了葉片彎曲且無法消除。同時,頂緊力與加工刀具軸向力的復合作用又造成了葉片彎曲變形。(2)精車軸頸時,采用兩端中心孔定位壓緊,由于葉身型面已加工完,剛性較弱,在兩端頂尖頂緊后,發生彎曲現象,造成車加工后軸頸橢圓,不能保證尺寸公差和跳動值。
2.2.2 殘余應力對加工變形的影響。殘余應力是一種存在于零件內部并保持平衡的彈性應力,由于外部環境的變化而引起材料的不均勻變形,造成局部應力釋放,使零件發生變形。殘余應力所受影響因素較多,在不同的材料、加工工藝和使用狀態下,殘余應力的分布、數值不同,所引起的變形不同。
2.2.3 切削力對彎曲變形的影響。某整流葉片為模鍛件,葉片型面采用一次數控銑削加工,留有余量手工拋光。由于切削余量較大,切削力可造成葉片較大的彎曲變形。葉片型面的彎曲變形,直接影響到兩端軸頸的彎曲。
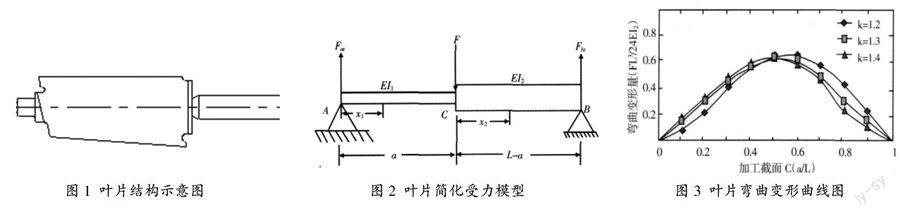
下面對葉片型面加工過程中的彎曲變形進行理論分析:為便于分析葉身彎曲變形,將葉片簡化為簡支梁進行受力分析。如圖2所示,從受力模型可以看出,點C即為刀具的切觸點,因此問題轉化為求解截面C的彎曲變形上。
AC段是已加工區域,抗彎剛度為EI1,長度為a(0 yC=Fx2(L-x)/6EI2L2*{Lx-[2(L-x)2+kx(3L-2x)]} 式中:Fx兩端點支撐力,k=EI2/EI1-葉片前后截面剛度的變化。 為了研究葉片整體的彎曲變形規律,借助仿真軟件MATLAB,取k=1.1,1.2,1.3時,將撓度變形量擬合成曲線,如圖3所示[2]。對比三條撓度曲線,發現葉片從葉根到葉片的變形趨勢基本一致,從葉根、葉尖到葉身中間區域,彎曲變形逐漸增大,最大彎曲變形發生在葉身中間。 3 采取的工藝措施 經過上述變形影響因素的分析,采取了相應的改進措施。 3.1 工藝路線的優化 根據葉片的結構特點和技術要求,合理規劃葉片加工工藝路線和工序安排。對原工藝路線進行了優化。將葉身型面數控銑工序分為粗、精銑兩道工序加工,通過控制切削量來降低數控銑型面的加工變形。同時在其中間增加去應力熱處理工序,消除一部分加工應力,可減少后續的加工變形量。增加熱處理后葉片的大小軸頸磨削加工工序,通過控制兩端軸頸的同軸度來有效控制葉片加工彎曲變形量。 3.2 澆注夾具設計 針對軸頸精加工,考慮需要增加葉身型面的剛性,以改善裝夾的彎曲變形,增加葉身澆注低熔點合金的工序。夾具設計思路:所設計的夾具要保證澆注合金后的葉片具有足夠的剛性,并在車削或磨削回轉時,盡量不產生偏心,同時要盡量減小重量,減小離心力。 4 措施效果驗證 將技術措施應用到葉片研制中,大端軸頸尺寸精度有了明顯的提高。葉片軸頸跳動可達到0.01~0.02之間,可滿足要求。 通過上述改進措施的驗證和實施,我們對弱剛性葉片軸頸加工的變形機理有了較為深刻的認識。所采取的技術措施可以有效地控制零件的變形,同時可為其他結構相近的葉片加工變形控制起到一定的借鑒作用。 參考文獻 [1]劉艷.《透平機械現代化制造技術叢書》總編委員會.葉片制造技術[M].北京:科學出版社,2002,10. [2]趙明,劉維偉,李杰光[J].機械設計與制造,2009,6:106-108. 作者簡介:金秀杰(1963-),遼寧省沈陽市,高級工程師,本科,主要研究方向:壓氣機葉片的加工技術。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36