裝配鉗工中三角R合套加工測(cè)量分析
2015-05-30 19:25:34苗玲
科技創(chuàng)新與應(yīng)用 2015年25期
摘 要:盡管當(dāng)前在各類機(jī)械加工、裝配或修理中機(jī)械化程度非常高,已經(jīng)用機(jī)器作業(yè)取代人工作業(yè)。但是在某些精密儀器、設(shè)備的制造和維修中還需要鉗工這種傳統(tǒng)操作。即便它是最基礎(chǔ)的工藝技術(shù),也需要操作者有較強(qiáng)的技能。文章研究的重點(diǎn)就是三角R合套加工測(cè)量。
關(guān)鍵詞:機(jī)械加工;鉗工;三角R合套加工測(cè)量
前言
鉗工是對(duì)機(jī)械設(shè)備的零部件進(jìn)行加工或者劃線操作,同時(shí)也可對(duì)機(jī)械中松動(dòng)的地方加以調(diào)試或裝配,當(dāng)設(shè)備損壞時(shí)進(jìn)行維修等,自動(dòng)化和機(jī)械化完成不了的加工制作均由鉗工操作。三角R合套加工工藝復(fù)雜,因而對(duì)鉗工的技能要求較高,必須嚴(yán)格對(duì)其精度加以控制,保證了測(cè)量的準(zhǔn)確度才能保證機(jī)械設(shè)備的良好質(zhì)量。
1 操作前的工具配備
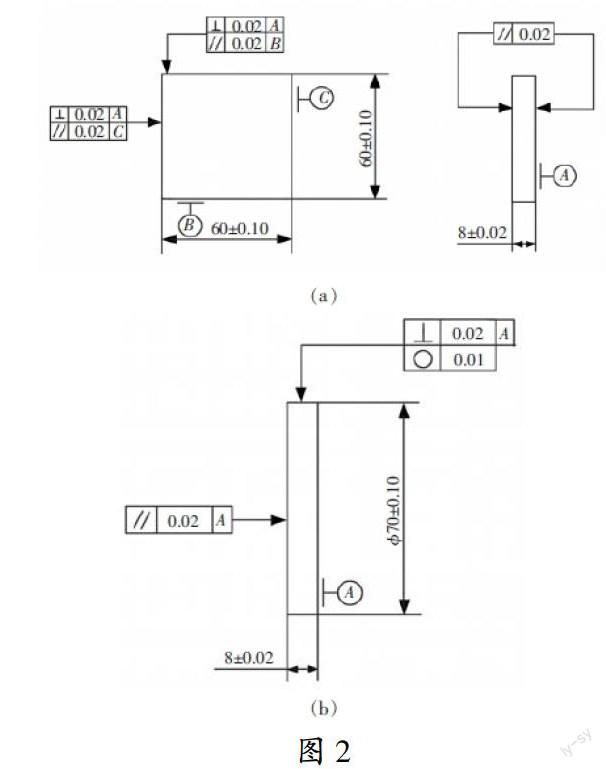
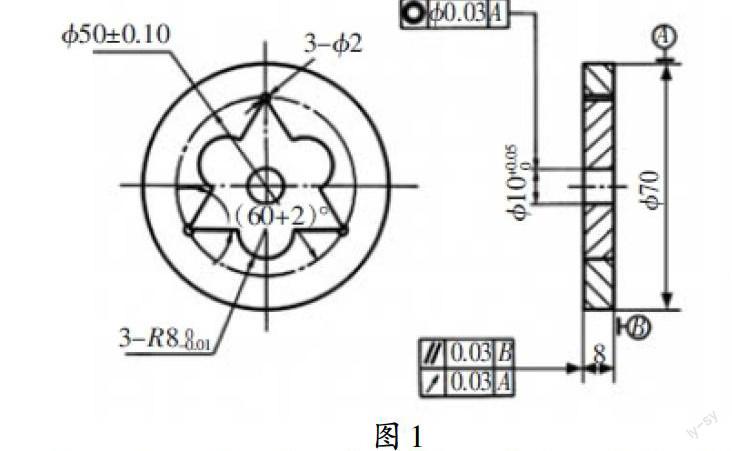
從圖1可看出三角R合套加工的技術(shù)難度不可小視,因而操作前的各項(xiàng)準(zhǔn)備工作以及所需的各種工具都應(yīng)提前準(zhǔn)備就緒。圖2的三角R合套毛坯反映了操作規(guī)格和技術(shù)方面的要求。
2 對(duì)三角R合套毛坯進(jìn)行檢查
在對(duì)三角R合套加工進(jìn)行測(cè)量之前要先對(duì)毛坯的誤差以及加工余量加以認(rèn)識(shí)。同時(shí)還要去除毛坯上的飛邊以及毛刺,對(duì)油漬進(jìn)行清洗。以圖2為例,利用刀口形直尺測(cè)量出基準(zhǔn)面A的平面度誤差小于等于0.02毫米。用九十度的角尺對(duì)毛坯兩邊的B面和C面的垂直度誤差進(jìn)行檢查,發(fā)現(xiàn)其小于等于0.03毫米。再利用九十度角尺對(duì)基準(zhǔn)面A的垂直度誤差加以檢查,其誤差小于等于0.02毫米。最后是對(duì)外觀的粗糙度誤差和尺寸進(jìn)行檢查,為最大限度測(cè)得精準(zhǔn)的檢查結(jié)果,檢查之前要對(duì)毛坯和測(cè)量工具清理。
3 凸件的劃線和鉆孔操作
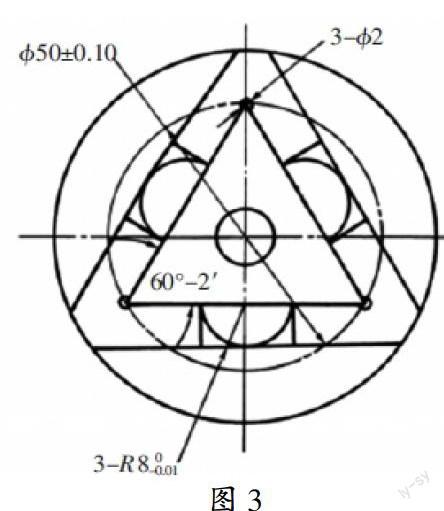
以圖3為例,下面文章要對(duì)鉆孔技術(shù)要點(diǎn)進(jìn)行分析。首先要做的就是將十毫米孔的中心線位置準(zhǔn)確劃出,同時(shí)使用樣沖在橫豎兩條中心線相交的地方打上樣沖眼,為確保鉆孔位置準(zhǔn)確,在打眼時(shí)務(wù)必找準(zhǔn)位置準(zhǔn)確無(wú)誤的操作。其次,為使鉆孔精確無(wú)誤,要對(duì)鉆孔不斷鉆削、加工,直到鉆孔滿足要求。要找出鉆心位置,就要使用三毫米的鉆頭定出中心位置,然后使用九點(diǎn)八毫米的鉆頭將定出的中心點(diǎn)位置擴(kuò)大,此時(shí)要留出部分位置用于鉸削,以零點(diǎn)二毫米為佳。在進(jìn)行鉆孔操作時(shí)不要將加工件夾傷變形還要對(duì)鉆孔用量加以確定。再次,根據(jù)圖3標(biāo)準(zhǔn)對(duì)十毫米鉆孔進(jìn)行鉸削操作,使其尺寸及表面粗糙度誤差達(dá)到規(guī)定標(biāo)準(zhǔn)。鉸孔操作對(duì)鉗工技術(shù)要求較高,雙手在操作時(shí)力度要均勻,勻速轉(zhuǎn)動(dòng)鉸杠,只有平穩(wěn)的鉸削才能確保鉆孔符合加工要求,這樣孔壁才不會(huì)有振痕,孔口的地方不會(huì)有喇叭型的孔口;在鉸削過(guò)程中要特別注意的一點(diǎn)是,不能將鉸刀反轉(zhuǎn)過(guò)來(lái),即使退出時(shí)也不能反轉(zhuǎn),不然就會(huì)另刀齒折斷。最后一步就是要把十毫米的芯軸從鉆孔中穿過(guò)去,并將其安裝在分度頭上,然后在毛坯上劃出凸件圖,在劃凸件圖時(shí)要以十毫米鉆孔為標(biāo)準(zhǔn),同時(shí)還要?jiǎng)澇鲆粋€(gè)三角圖形,要與3-R8毫米的圓弧相切。劃線時(shí)對(duì)線條也有要求,不僅尺寸要符合規(guī)定,就連線條的粗細(xì)和長(zhǎng)短都要適當(dāng)。
4 凹件的劃線、鉆孔排料和預(yù)料清理操作
首先要在分度頭上把七十毫米的圓形毛坯裝在其上,再把十毫米鉆孔的中心線確定出來(lái),并打上樣沖眼。對(duì)十毫米鉆孔進(jìn)行鉆孔、鉸削操作,首先要做的就是利用三爪的自定心卡盤把需要操作的加工件裝夾,把工件放上鉆床,以便能在工作臺(tái)上進(jìn)行操作。為了讓加工對(duì)象的中心點(diǎn)能和鉆床上的主軸旋轉(zhuǎn)中心點(diǎn)兩點(diǎn)能夠重疊在一起,必須利用劃線工具進(jìn)行找正,找正時(shí)以加工對(duì)象的外圓為標(biāo)準(zhǔn)進(jìn)行。為了確保十毫米鉆孔和七十毫米外圓兩者間穿過(guò)同一個(gè)中心軸的誤差能控制在0.03毫米范圍之內(nèi),在加工過(guò)程中就需要利用鉆孔或鉸削操作一邊測(cè)量一邊改進(jìn)加工。然后把十毫米的芯軸從十毫米鉆孔中穿過(guò)去,并將其安裝在分度頭上,在對(duì)凹件進(jìn)行劃線操作時(shí)要把十毫米鉆孔當(dāng)做標(biāo)準(zhǔn),這樣才能確保劃出來(lái)的劃線具有高精確度,同時(shí)對(duì)3-R8毫米的中心點(diǎn)上打上樣沖眼。再鉆出三個(gè)二毫米的工藝孔以及一個(gè)十五點(diǎn)九毫米的工藝孔,為的是能夠鋸割排料。為了確保三個(gè)鉆孔的位置其精確程度,在進(jìn)行鉆孔和擴(kuò)大鉆孔操作的時(shí)候可以用三爪自定心卡盤把三個(gè)十五點(diǎn)九毫米的工藝孔裝夾。在進(jìn)行割鋸操作的過(guò)程中,務(wù)必要使線路豎直,最后要留出一些余量,范圍控制在0.2至0.4毫米范圍之內(nèi)。在鉆孔操作時(shí),必須依照操作流程嚴(yán)格執(zhí)行,同時(shí)必須對(duì)鉆削用量進(jìn)行正確的控制,這樣才能保證操作的安全性和工件的高質(zhì)量。
5 對(duì)凹件進(jìn)行銼削操作
在對(duì)凹件進(jìn)行銼削時(shí)要遵循以下操作流程:第一,對(duì)凹件的直線面和曲線面進(jìn)行粗銼操作,并留出一部分余量,以0.2至0.3毫米為宜。第二,對(duì)凹件的直線面和曲線面進(jìn)行細(xì)銼操作,同時(shí)留出一部分余量,以0.06至0.07毫米為佳。第三,以凸件的大小和七十毫米外圓的大小算出凹件直線面的大小,根據(jù)這個(gè)大小對(duì)凹件進(jìn)行精細(xì)銼削。第四,根據(jù)凸件試配是否能夠成功配入為標(biāo)準(zhǔn)對(duì)凹件的曲線面加以精細(xì)銼削,保證與平面之間的相互替換和配合小于等于0.03毫米,而曲線面則小于等于0.04毫米。在判斷試配是否合格時(shí)要確保不管是從縱向還是反轉(zhuǎn)以及旋轉(zhuǎn)都能成功配入。同時(shí)要去除毛刺、飛邊等,還要垂直配入。第五,要檢查配入是否能夠緊、夠穩(wěn)固,可以使用透光法或涂色法兩種方式進(jìn)行檢驗(yàn),如果檢驗(yàn)出配入不合適的地方,為避免將關(guān)注點(diǎn)只放在修銼整體部件上,增大縫隙,要對(duì)凹件和凸件同時(shí)檢查分析。
6 結(jié)束語(yǔ)
利用鉗工技術(shù)對(duì)三角R合套進(jìn)行加工,主要采用的是銼削的方式使不同的零部件彼此能夠互相配入。通過(guò)對(duì)三角R合套加工的測(cè)量進(jìn)行深入分析,能夠使各零部件之間的配入度大大提高,保證了加工質(zhì)量。
參考文獻(xiàn)
[1]巫恒兵.裝配鉗工中三角R合套加工測(cè)量分析[J].煤礦機(jī)械,2010,10(31).
[2]張建路.談鉗工“三角R合套”加工精度的控制措施[J].職業(yè)技術(shù),2013,11.
作者簡(jiǎn)介:苗玲(1964-),女,漢族,江蘇新沂人,大學(xué)本科,西安航空職業(yè)技術(shù)學(xué)院,實(shí)驗(yàn)師,研究方向:機(jī)械制造。
