某型機高溫合金材料機匣加工工藝研究
2015-05-30 16:21:22黃鵬躍郭君偉
科技創新與應用 2015年16期
黃鵬躍 郭君偉
摘 要:渦輪機匣組件是某型機中的重要組件,單件材料均為高溫合金,在制造過程中工藝難點多,精度不易保證。通過分析零件加工工藝難點,制定合理工藝路線,摸索加工方案及參數,控制產品變形,滿足了設計圖樣要求。
關鍵詞:高溫合金機匣;薄壁變形;機加參數;工藝路線
1 概述
渦輪機匣組件是某型機中的重要組件之一,組成該組合件的零件主要包括導向器機匣、導向器葉片、導向器內環和導向器封嚴環。組件中各零件的材料均為高溫合金,機加工藝性能差,在加工時變形、刀具損耗等情況嚴重,利用現有材料手冊和工藝手冊提供的數據指導加工時,效果不理想。在組件加工時,要經過多種焊接工藝進行焊接,這對零件組合定位精度,薄壁件焊接變形控制能力要求較高。現對該組件各零組件的主要加工工藝進行分析研究,總結研制在加工中出現的問題和解決措施,并探索優化加工工藝流程的可行性方案。
2 主要零件制造難點分析和加工工藝
2.1 導向器機匣主要難點分析和加工工藝
導向器機匣結構形式為薄壁環型機匣,其主要加工工藝和難點是機匣上葉型孔薄壁處的數控車加工和葉型孔的激光切割加工。
加工時零件易橢圓變形,薄壁處出現弧形變形,加工表面振紋大,表面粗糙。通過合理安排粗精加工余量和走刀路線,多次對數控程序進行調整,優化加工參數,滿足了尺寸要求。薄壁處加工方案是:先對內形進行粗加工,并且為內形薄壁處留出0.5mm的加工余量,這解決了在精加工時的變形和振紋,對外形進行精加工后,再去除這一小部分余量并精加工內形。
加工葉型孔處的薄壁是一個帶有轉折的空間曲面,并且壁厚不均勻,用常規的加工方法難以加工,多方求證后,采用了激光切割的工藝方法進行加工。通過分別為導向器機匣和導向器內環定制檢測專用的葉型孔通止規,克服導向葉片一致性較差的問題,利于導向器機匣和導向器內環上葉型孔進行加工和檢測。
2.2 導向器內環主要難點分析和加工工藝
導向器內環屬于薄壁環類零件,其主要加工難點是薄壁處的數控車成形加工。加工表面(特別是內徑槽型面)易產生振紋,表面粗糙度差。如果粗精車加工余量和走刀方式安排不當,容易使薄壁端面發生傾斜變形。通過合理安排粗精加工余量和走刀路線,多次對數控程序進行更改和調整,取得了穩定良好的加工效果。
2.3 渦輪分瓣外環主要難點分析和加工工藝
渦輪分瓣外環結構特殊,材料為K405,機加工藝性能不好,不易車削,從形狀看,零件為分瓣式結構,不利車床回轉加工,工裝設計與使用均十分復雜,零件封嚴槽尺寸小,數量多,加工難度高,槽加工深度相對刀寬較深,對刀具要求較高,在加工時刀具維護困難。
在加工過程中改進了工裝的裝夾定位方式,將原來點壓緊的方式改為面壓緊方式,增加輔助支撐,并通過澆注低溫合金工藝,增強受力性能,改善了在加工時零件的承力性能;在對刀具結構進行優化改進后,探索并總結出了更為合理的加工參數,減少了刀具的損耗。提高了生產效率,并保證了尺寸要求,提高了零件的加工質量。
3 組件難點分析和加工工藝
渦輪機匣組件的加工工藝主要包括裝配和焊接工藝、焊接后的機加工藝、噴涂和渦輪分瓣外環的裝配工藝、噴涂后的機加工工藝。
3.1 裝配、焊接難點分析和主要工藝
在渦輪機匣組件進行裝配和焊接時存在的最主要問題是,由于導向器葉片與導向器機匣和導向器內環相配合處的間隙產生較大偏差,而導致裝配后的葉片與機匣或內環發生干涉或出現配合間隙過大的情況。設計圖紙關于導向器葉片與導向器機匣和導向器內環相配合處的間隙要求為單面0.05mm~0.1mm,而在實際加工中的間隙局部會達到最大0.4mm左右。通過在加工葉形孔時,沿葉形孔增加了4個高度近似配合間隙要求的工藝凸點,從而保證組件裝配和焊接時葉片位置能夠最大程度的接近于理論位置。隨著配合間隙要求的設計更改,以及工藝上更好的實現定位和受力方式的要求,工藝凸點的位置和高度也進行了調整。
3.2 焊接后機加難點分析和主要工藝
在機匣焊接為整體后,需機加去除各零件所留余量,加工至最終尺寸,為噴涂做好準備。這部分工藝內容的難點主要是組件加工后容易發生橢圓變形,以及保證機匣和內環軸向尺寸關系并同時保證單件尺寸要求。由于渦輪機匣組件是一個較為復雜的高溫合金薄壁焊接件,在經過多種焊接工藝后,薄壁處存在較大應力,材料機加工藝性能不好,在加工中產生的抗力較大,組件加工時易產生受力變形。對最終各處跳動量影響較大。在最終設計要求中多處對基準A、B的跳動要求易超差。
在研制過程中,針對組件加工后容易橢圓變形的問題,首先逐步對各工序加工受力變形情況進行了摸索,通過分析以往超差項目,綜合各種情況后,對工藝流程進行適當優化調整,避免精加工要素的跳動量受后續加工的影響,并進一步對各工序裝夾系統及加工參數進行了改進。以下是噴涂前組件工藝流程:
3.3 噴涂和渦輪分瓣外環難點分析和裝配工藝
組件的噴涂工序安排在渦輪分瓣外環的裝配工序之前進行,避免在噴涂過程中對渦輪分瓣外環的石墨涂層造成不利影響。在噴涂過程中出現的主要問題是組件在裝夾和受熱條件下,仍會發生變形,導致加工基準A,B橢圓變形,對后續加工中保證各涂層對基準的跳動要求造成影響。通過與噴涂承制單位的分析和研究,先后改進了噴涂以及噴涂后加工的工裝,調整了噴涂加工的參數,兩次調整了余量分配,使發生基準變形的情況和產生的變形量減少,最終在精加工后涂層對基準的跳動達到較好效果。
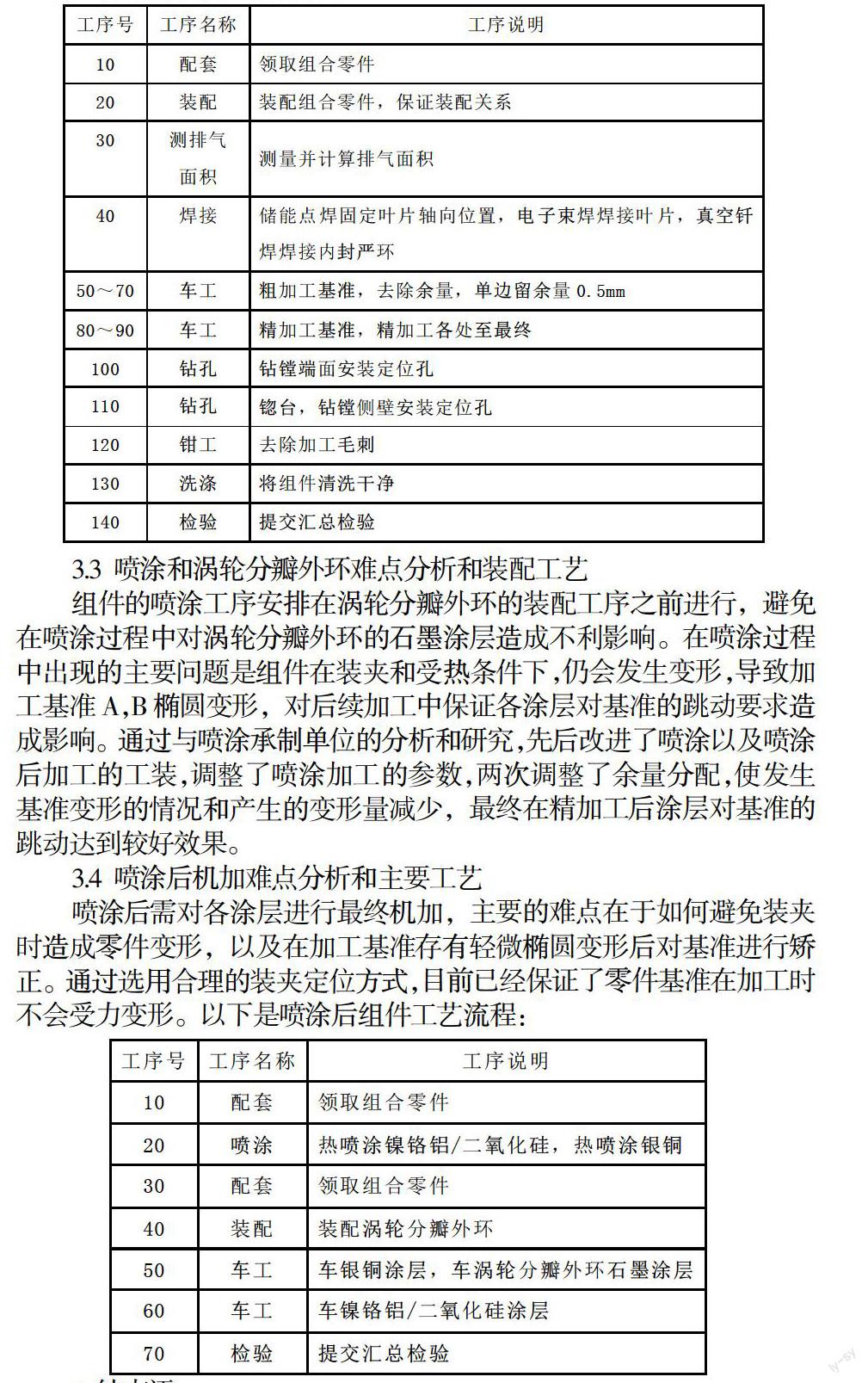
3.4 噴涂后機加難點分析和主要工藝
噴涂后需對各涂層進行最終機加,主要的難點在于如何避免裝夾時造成零件變形,以及在加工基準存有輕微橢圓變形后對基準進行矯正。通過選用合理的裝夾定位方式,目前已經保證了零件基準在加工時不會受力變形。以下是噴涂后組件工藝流程:
4 結束語
航空發動機熱端部件材料均屬于難加工材料,在渦輪機匣單組件的研制過程中,在零件單組件的機加工藝、組件的裝配和焊接工藝、熱噴涂涂層及其加工工藝等方面積累了寶貴經驗,也為其他類似熱端部件的制造工藝提供了借鑒,但為了使制造工藝成熟穩定并推廣應用,仍有一些難點需要開展深入研究,主要包括薄壁件機加變形控制、難加工材料機加參數探索、焊接前后尺寸精度保證等。
