淺談數控車床加工程序的編制方法
2015-05-30 19:29:54郝志海
課程教育研究·學法教法研究 2015年14期
郝志海
【中圖分類號】TG519.1 【文獻標識碼】A 【文章編號】2095-3089(2015)14-0056-02
在數控車削中,程序貫穿整個零件的加工過程。由于每個人的加工方法不同,編制加工程序也各不相同,但最終的目的是為了提高數控車床的生產效率,因此對于選擇最合理的加工路線顯得尤為重要。本文將從確定走刀路線、選擇合適的G命令等細節出發,分析在數控車削中程序的編制方法。
一、分析零件圖樣
分析零件圖樣是工藝準備中的首要工作,直接影響零件的編制及加工結果。主要包括以下幾項內容:
分析加工輪廓的幾何條件:主要目的是針對圖樣上不清楚尺寸及封閉的尺寸鏈進行處理。
分析零件圖樣上的尺寸公差要求,以確定控制其尺寸精度的加工工藝,如刀具的選擇及切削用量的確定等。
分析形狀和位置公差要求:對于數控切削加工中,零件的形狀和位置誤差主要受機床機械運動副精度的影響。在車削中,如沿Z坐標軸運動的方向與其主軸軸線不平形時,則無法保證圓柱度這一形狀公差要求;又如沿X坐標軸運動的方向與其主軸軸線不垂直時,則無法保證垂直度這一位置公差要求。因此,進行編程前要考慮進行技術處理的有關方案。
分析零件的表面粗糙度要求,材料與熱處理要求,毛坯的要求,件數的要求也是對工序安排及走刀路線的確定等都是不可忽視的參數。
二、合理確定走刀路線,并使其最短
確定走刀路線的工作是加工程序編制的重點,由于精加工切削程序走刀路線基本上都是沿其零件輪廓順序進行的,因此主要內容是確定粗加工及空行程的走刀路線。走刀路線泛指刀具從對刀點開始運動起,直到返回該點并結束加工程序所經過的路徑。包括切削加工的路徑及刀具引入、切出等非切削空行程。使走刀路線最短可以節省整個加工過程的執行時間,還能減少一些不必要的刀具消耗及機床進給機構滑動部件的磨損。下圖1所示為三種車錐方法,用矩形循環命令進行加工,來分析一下走刀路線合理確定。
三、合理調用G命令使程序段最少
按照每個單獨的幾何要素(即直線、斜線和圓弧等)分別編制出相應的加工程序,其構成加工程序的各條程序即程序段。在加工程序的編制工作中,總是希望以最少的程序段數即可實現對零件的加工,以使程序簡潔,減少出錯的幾率及提高編程工作的效率。
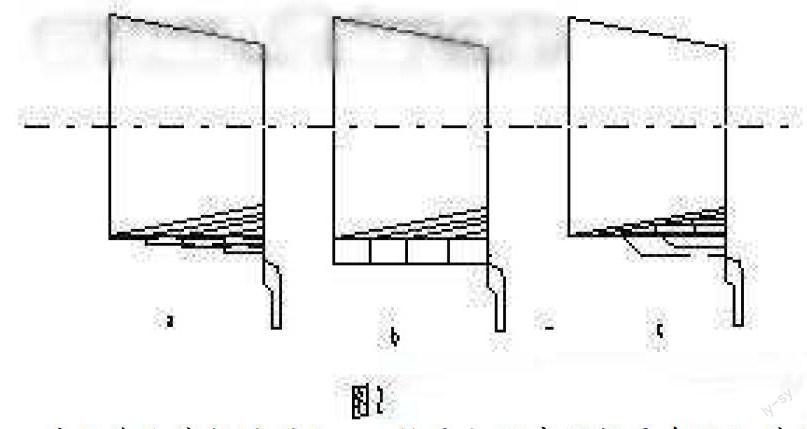
由于數控車床裝置普遍具有直線和圓弧插補運算的功能,除了非圓弧曲線外,程序段數可以由構成零件的幾何要素及由工藝路線確定的各條程序得到,這時應考慮使程序段最少原則。選擇合理的G命令,可以使程序段減少,但也要兼顧走刀路線最短。如加工上圖1的零件,如果毛坯均為棒料,可以用直線插補命令G01進行編程,也可以用矩形循環命令G90進行編程,還可以用復合循環命令G71進行編程,都可以加工該工件。如下圖2所示,圖2a為用G01命令確定的走刀路線,與圖2b用G90命令確定路線相同,但用G01時編程復雜,程序段較多,常用于精加工程序中。圖2c為用G71式加工路線,首先走矩形循環進給路線,最后兩刀走輪廓的得等距線和最終輪廓線,走刀路線不是很長,且切削量相同,切削力均勻,與G70命令合用還可以使程序編制簡單,編程時常用。如果使用的數控車床沒有此命令,應該首先選用G90矩行循環命令進行編程。所以在編程中要靈活應用,選用合理的G命令進行程序編制。
對于非曲線軌跡的加工,所需主程序段數要在保證其加工精度的條件下,進行計算后才能得知。這時,一條非圓曲線應按逼近原理劃分成若干個主程序段(大多為直線或圓弧),當能滿足其精度要求時,所劃分的若干個主程序的段數應為最少。這樣,不但可以大大減少計算的工作量,而且還能減少輸入的時間及內存容量的占有數。
四、合理安排“回零”路線
在編制較復雜輪廓的加工程序時,為使其計算過程盡量簡化,既不易出錯,又便于校核,編程者有時將每一刀加工完后的刀具終點通過執行“回零”指令(即返回對刀點),使其全返回對刀點位置,然后在執行后續程序。這樣會增加走刀距離,降低生產效率。因此,在合理安排“回零”路線時,應使其前一刀終點與后一刀起點間的距離盡量減短,或者為零,即滿足走刀路線最短的要求。
五、合理選擇切削用量
數控車削中的切削用量是表示機床主體的主運動和進給運動大小的重要參數,包括切削深度、主軸轉速、進給速度。它們的選擇與普車所要求的基本對應一致,但數控車床加工的零件往往較復雜,切削用量按一定的原則初定后,還應結合零件實際加工情況隨時進行調整,調整方法是利用數控車床的操作面板上各種倍率開關,隨時進行調整,來實現切削用量的合理配置,這對操作者來說應該具有一定的實際生產加工經驗。
六、編程中細節問題處理
1、注意G04的合理使用
G04為暫停指令,其作用是刀具在一個指令的時間內暫停止加工。該指令由于不做實際的切削運動,常常被忽略。但它在對于保證加工精度及在切槽、鉆孔改變運動等方面都有很好的好處,常用于以下幾種情況:
(1)切槽、鉆孔時為了保證槽底、孔底的的尺寸及粗糙度應設置G04命令。
(2)當運行方向改變較大時,應在該改變運行方向指令間設置G04命令。
(3)當運行速度變化很大時應在其運行指令改變時設置 G04命令。
(4)利用G04進行斷削處理,根據粗加工的切削要求,可對以連續運動軌跡進行分段加工安排,每相鄰加工段中間用G04指令將其隔開。加工時,刀具每進給一段后,即安排所設定較短的延時時間(0.5秒)實施暫停,緊接著在進給一段,直至加工結束。其分段數的多少,視斷削要求而定,當斷削不夠理想時,要增加分段數。
2、粗精加工分開編程
為了提高零件的精度并保證生產效率,車削工件輪廓的最后一刀,通常由精車刀來連續加工完成,因此,粗精加工應分開編程。并且,刀具的進、退位置要考慮妥當,盡量不要在連續的輪廓中切入切出或換刀及停頓,以免因切削力的突然變化而造成彈性變形,致使光滑連接的輪廓上產生劃傷、形狀突變或滯留刀痕等疵病。
3、編程時常取零件要求尺寸的中值作為編程尺寸依據。如果遇到比機床所規定的最小編程單位還要小的數值時,應盡量向其最大實體尺寸靠攏并圓整。如圖紙尺寸為? 80+00、026則編程時寫X80.013。
4、編程時盡量符合各點重合的原則。也就是說,編程的原點要和設計的基準、對刀點的位置盡量重合起來,減少由于基準不重合所帶來的加工誤差。在很多情況下,若圖樣上的尺寸基準與編程所需要的尺寸基準不一致,故應首先將圖樣上的各個基準尺寸換算為編程坐標系中的尺寸。當需要掌握控制某些重要尺寸的允許變動量時,還要通過尺寸鏈解算才能得到,然后才可進行下一步編程工作。
總之,數控車床的編程總原則是先粗后精、先進后遠、先內后外、程序段最少、走刀路線最短,這就要求我們在編程時,特別注意理論聯系實際,并在大量的實踐中,對所學的知識進行驗證或修正,做到編制的程序最實用。
猜你喜歡
制造技術與機床(2019年12期)2020-01-06 03:17:48
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
制造技術與機床(2017年4期)2017-06-22 11:18:05
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
政治與法律(2014年11期)2014-03-01 02:20:40