顯微鏡下物理定量法的誤差因素探討
2015-06-02 13:24:32潘婷莊彩瓊陳澤蕓
中國纖檢 2015年9期
潘婷 莊彩瓊 陳澤蕓

摘要:
本文通過大量試驗,就纖維測量根數、操作人員等幾個方面對顯微鏡物理定量方法的誤差因素進行研究。試驗結果表明:纖維測量根數、操作人員以及其他因素均會對試驗結果的準確度產生一定的影響。
關鍵詞:定量方法;誤差因素;準確度
1 引言
某些同類纖維(如棉與麻、羊毛與兔毛等),由于組分性質相近,混紡后既不能用化學分析方法測定其成分含量,也不能用簡單的人工分離方法進行定量,因而需要尋求其他的定量方法。顯微鏡物理定量法是在顯微鏡下分辨出各種纖維,并分別記錄其根數,同時測量纖維的直徑或橫截面,通過公式計算出混紡纖維中各纖維成分的重量百分比。FZ/T 30003—2009《麻棉混紡產品定量分析方法 顯微鏡投影法》[1]、GB/T 16988—1997《特種動物纖維與綿羊毛混合物含量的測定》[2]對用顯微鏡方法進行物理定量的試驗方法、步驟等都有詳細的說明。顯微鏡物理定量法由于其本身存在的客觀條件性以及操作時的主觀性,使得結果會出現一定的誤差。本文從纖維測量根數、操作人員等幾個方面對顯微鏡物理定量法的誤差因素進行研究。
2 試驗
2.1 試驗原理及方案
2.1.1 原理
顯微鏡物理定量法的誤差因素有客觀條件性和主觀性。其中可量化的因素主要有:纖維根數(客觀)和操作人員(主觀),本文將從這兩個方面進行試驗分析。對其他不可量化的因素,將在后面進行闡述分析。
2.1.2 方案
(1)在選定一位合格操作人員的條件下,分別以不同的纖維根數進行試驗,就纖維根數對結果的影響進行分析,研究確定試驗最佳纖維根數。
(2)在試驗(1)的結果基礎上,以不同的操作人員進行試驗,對所得結果進行分析,研究操作人員對試驗的影響。
2.2 樣品及制備
2.2.1 試樣
分別選取標準羊毛[3]、棉[4]、苧麻[5]貼襯織物各若干,將織物拆散成紗線,同時準備淺色兔毛紗線。將羊毛/兔毛、棉/麻紗線按試驗計劃的比例混合均勻后,分開放置待用。
2.2.2 制備
用纖維切片器或雙面刀片切取0.2mm~0.4 mm的纖維長段(每根紗線只能切一次),將這些纖維片段充分混合,取出一小部分放在滴有黏性介質的載玻片上,用鑷子攪拌,使之均勻分布在介質內,然后蓋上蓋玻片。蓋時注意,應先去除多余的黏性介質混合物,保證覆上蓋玻片后不會有介質從蓋玻片上擠出,以免細纖維流失。
2.3 儀器
中國紡織科學研究院產:CV-II纖維細度分析儀。
2.4 方法
將載有試樣的載玻片放在顯微鏡載物臺,試驗開始時首先對蓋玻片的左上角進行調焦測量,縱向移動載玻片0.5mm,再橫向移動0.5mm,這兩步將在屏幕上取得第一個視野,按照此規則測量視野范圍內的每根纖維。
2.5 條件(溫濕度)
實驗室標準溫濕度。
2.6 操作過程
參見標準FZ/T 30003—2009、GB/T 16988—1997。
3 結果與討論
3.1 纖維根數
3.1.1 試驗結果
在利用顯微鏡法對混紡纖維進行定量時,試驗中測量的纖維根數對結果的準確性有很大的影響。FZ/T 30003規定測量纖維總數達到1000根以上, GB/T 16988也相應規定每個試樣中的纖維根數不少于1500根。在本部分試驗中,采用一定設計比例的棉/苧麻、羊毛/兔毛的混紡纖維,以相同的操作人員在顯微鏡下分別以測量500根、800根、1200根、1500根的纖維根數進行試驗,試驗結果分別按照以上標準中的公式進行計算,數據見表1。
3.1.2 討論
從表1中可以看出,試驗中當纖維測量根數為500時,無論是棉/苧麻,或者是羊毛/兔毛的混紡樣品,在不同的設計比例下,試驗均會出現較大的絕對誤差及標準差,如表1中,棉/苧麻含量設計值為70/30,當試驗纖維根數為500根時,平行樣1和2之間出現一定偏差,表明數據存在著一定的離散性,試驗結果的準確度不佳。而隨著纖維測量根數的增加,3個平行樣所得的平均值也更接近于設計比例值,絕對誤差和標準差也相應地遞減,表明試驗結果也趨于接近理論真值,說明纖維測量根數對試驗結果有一定的影響,而且隨著測量根數的增加,試驗結果更加準確,試驗數據也更趨于集中地靠近理論真值。
3.2 操作人員
3.2.1 試驗結果
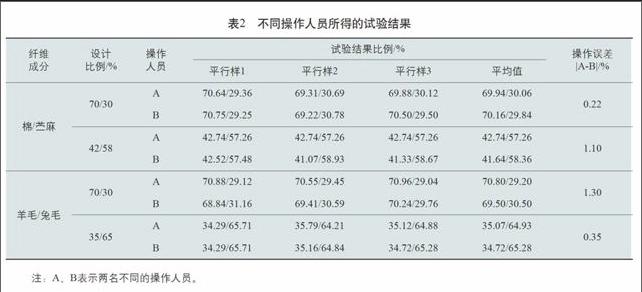
在進行顯微鏡法定量試驗時,操作人員的主觀性對試驗結果的準確性也存在一定的影響。操作誤差是由于操作人員的生理缺陷、主觀偏見、不良習慣或不規范操作而產生的誤差,是與操作人員的素質有關的,因此,又稱為個人誤差。在本部分試驗中,采用一定設計比例的棉/苧麻、羊毛/兔毛的混紡纖維,由兩名操作人員分別在相同的儀器設備上,采用相同的方法進行顯微鏡法定量試驗,鑒于以上纖維測量根數影響因素的分析,這里均采用1500根的纖維根數進行試驗,試驗結果見表2。
3.2.2 討論
從表2中可以看出,試驗中無論是棉/苧麻,或者是羊毛/兔毛的混紡樣品,在不同的設計比例下,兩名操作人員之間均存在一定的誤差,表明操作誤差是普遍存在的。為了分析兩名操作人員的誤差影響,利用配對t檢驗[6]對以上兩名操作人員試驗所得的兩組數據進行顯著性檢驗。
結果顯示:在顯著性水平α=0.05下,兩名操作人員試驗所得的兩組數據無明顯性差異,也即是兩名操作人員在顯微鏡法所得的兩組試驗數據在95%置信水平里是無顯著性差異的。表明這兩名操作人員之間的操作誤差在合理的范圍內,能保證試驗數據的準確性及重現性。事實上,在實驗室能力驗證中,需要對檢驗人員進行操作技能方面的技術培訓,實現檢驗人員知識與技能的不斷提升,同時經常對在崗檢驗人員進行能力比對,以保證試驗數據的準確性,以及試驗結果的重現性。
3.3 其他因素研究
除了以上纖維測量根數、操作人員的因素影響分析外,在顯微鏡法定量試驗中,還存在著其他的因素影響,主要有:(1)試樣的前處理和制樣。在實際檢測中,試樣織物中常伴有一些紡織助劑及膠質,因此需要對試樣進行一定的前處理,不同的前處理方法及處理效果,均會對試驗結果產生一定的影響。(2)在顯微鏡法定量試驗中,需要同時測量纖維的直徑或橫截面積,從而計算出各種纖維的重量百分含量。而纖維在長度方向上以及橫截面方向上均會出現一些形變,增加了測量纖維直徑和橫截面的難度,也給試驗結果的準確性帶來一定的影響。
4 結論
采用一定設計比例的棉/苧麻、羊毛/兔毛的混紡纖維,在顯微鏡下以不同的測量纖維根數進行試驗。試驗結果表明隨著測量根數的增加,數據更趨于集中地靠近理論真值,試驗結果更加準確。
由于操作誤差的存在,操作人員的主觀性對試驗結果的準確性也存在一定的影響。在日常工作中,需要經常對檢驗人員進行技術培訓,并進行能力比對,以保證試驗數據的準確性、重現性。
其他因素如試樣的前處理、制樣,纖維直徑、纖維橫截面積的測定等也會影響試驗結果的準確性,在試驗中需要特別注意,保證規范操作。
參考文獻:
[1] FZ/T 30003—2009 麻棉混紡產品定量分析方法 顯微鏡投影法[S].
[2] GB/T 16988—1997 特種動物纖維與綿羊毛混合物含量的測定[S].
[3] GB/T 7568.1—2002 紡織品 色牢度試驗 毛標準貼襯織物規格[S].
[4] GB/T 7568.2—2002 紡織品 色牢度試驗 棉標準貼襯織物規格[S].
[5] GB/T 13765—1992紡織品 色牢度試驗 苧麻標準貼襯織物規格[S].
[6] 師義民.梳理統計[M].北京:科學出版社,2009.
(作者單位:廣東產品質量監督檢驗研究院)