大軸重鐵路貨車組焊式箱型中梁的焊接工藝
2015-06-07 10:01:07聶友明王麗陳增有徐強(qiáng)
大連交通大學(xué)學(xué)報(bào) 2015年1期
聶友明,王麗,陳增有,徐強(qiáng)
(中國(guó)北車集團(tuán) 齊齊哈爾軌道交通裝備有限責(zé)任公司 冷工藝部,黑龍江 齊齊哈爾 161002 )
大軸重鐵路貨車組焊式箱型中梁的焊接工藝
聶友明,王麗,陳增有,徐強(qiáng)
(中國(guó)北車集團(tuán) 齊齊哈爾軌道交通裝備有限責(zé)任公司 冷工藝部,黑龍江 齊齊哈爾 161002 )
考慮到組焊式箱型結(jié)構(gòu)中梁制造過程中面臨的工藝難點(diǎn),通過制定合理的焊接順序,制作各類預(yù)生產(chǎn)工作試樣,并對(duì)制造過程中經(jīng)常遇到的焊接問題進(jìn)行分析和總結(jié),制定詳細(xì)的焊接工藝等工作,有效的保證了中梁焊接質(zhì)量的穩(wěn)定、可靠.
箱型中梁;裂紋;熔透;變形
0 引言
為適應(yīng)國(guó)際市場(chǎng)尤其是澳洲市場(chǎng)對(duì)鐵路貨車產(chǎn)品升級(jí)換代的需要,我公司研制的40t軸重鐵路貨車日益得到國(guó)外鐵路運(yùn)輸公司的青睞[1].作為鐵路貨車車體脊梁的中梁,傳統(tǒng)的乙字型拼接結(jié)構(gòu)中梁已無法滿足大軸重鐵路貨車的使用要求,組焊式箱型中梁以其結(jié)構(gòu)的整體性應(yīng)運(yùn)而生,并得到了很好的推廣和應(yīng)用.當(dāng)然,這種箱型結(jié)構(gòu)中梁對(duì)焊接工藝及組裝水平提出了更高的要求.為保證該類型中梁的焊接質(zhì)量,對(duì)焊接工藝難點(diǎn)進(jìn)行了細(xì)致的分析并制定措施,并引入預(yù)生產(chǎn)工作試樣進(jìn)行焊縫質(zhì)量檢驗(yàn),有力的保證了該類型中梁批量生產(chǎn)的穩(wěn)定.
1 組焊式箱型中梁結(jié)構(gòu)簡(jiǎn)介
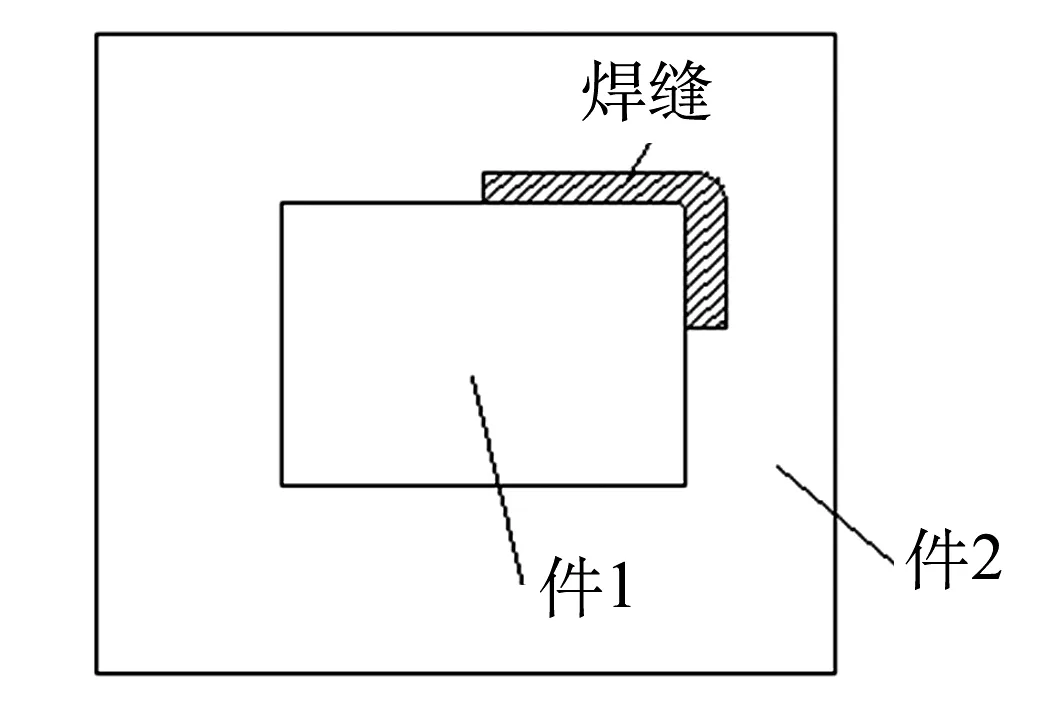
組焊式箱型結(jié)構(gòu)中梁主要由中梁上蓋板、中梁下蓋板、中梁腹板、隔板、心盤座和沖擊座等部件組焊而成,其整體的承載能力及抗變形能力得到很大的提升.中梁上蓋板、中梁下蓋板及中梁腹板一般選用Q450NQR1高強(qiáng)度耐候鋼[2- 3],采用拼焊的方式完成.為滿足重載、大編組等國(guó)外鐵路貨車運(yùn)用的需要,心盤座和沖擊座等部件一般選用C級(jí)鑄鋼制造.根據(jù)產(chǎn)品實(shí)際運(yùn)用情況的需要,一般設(shè)計(jì)制造時(shí)需對(duì)重要部位的熔透深度有特殊要求,例如牽引部位的焊縫一般需要開坡口進(jìn)行焊接,具體結(jié)構(gòu)可參見圖1所示[4].

圖1 組焊式箱型中梁示意圖
2 焊接工藝難點(diǎn)分析及控制措施
通過對(duì)該類型中梁的結(jié)構(gòu)進(jìn)行細(xì)致的分析,并結(jié)合生產(chǎn)現(xiàn)場(chǎng)經(jīng)驗(yàn)及常見問題,發(fā)現(xiàn)該類型中梁的焊接工藝難點(diǎn)主要有以下四個(gè)方面:焊接變形的控制、板材的拼接焊縫質(zhì)量保證、部分特殊焊縫熔透要求的實(shí)現(xiàn)及鑄件與板材的焊接缺陷控制等[5].
2.1 焊接變形的控制
該類結(jié)構(gòu)中梁的腹板與上、下蓋板焊縫為長(zhǎng)直焊縫,焊后會(huì)產(chǎn)生較大的角變形,另外,如焊接順序不合理將極易導(dǎo)致中梁的扭曲及旁彎等一系列焊接變形問題,這將直接影響到后續(xù)底架等部件之間的組裝質(zhì)量,從而影響整車的制造質(zhì)量.因此,控制焊接變形是該類型中梁生產(chǎn)所面臨的一大難題.
為盡量減少該類型中梁的焊接角變形,一般選擇在中梁蓋板上預(yù)置反變形的方式抵消焊接角變形.反變形量的大小與蓋板的厚度及焊腳的大小有關(guān),板厚較薄或焊腳較大時(shí)需適當(dāng)增加反變形量.另外,在中梁組對(duì)過程中需在工裝壓緊狀態(tài)下進(jìn)行定位焊,當(dāng)中梁內(nèi)部隔板間距較大時(shí),為保證中梁兩腹板內(nèi)間距,可使用工藝撐管等進(jìn)行定位,從而增加剛度,進(jìn)而減少焊接變形[6].
由于該類型中梁為細(xì)長(zhǎng)結(jié)構(gòu),焊后極易產(chǎn)生扭曲變形,為了降低扭曲變形,盡量減少機(jī)械矯正量,需制定合理的焊接順序.一般中梁上、下蓋板與腹板的長(zhǎng)直焊縫可從中間向兩邊同時(shí)同方向進(jìn)行焊接,如圖2所示,如果中梁較長(zhǎng),亦可采用分段退焊的方法進(jìn)行焊接.

圖2 焊接順序參考圖
2.2 板材的拼接焊縫質(zhì)量
考慮到料源尺寸及材料利用率等方面因素影響,中梁上、下蓋板及腹板一般采用拼接完成,為保證拼接焊縫的焊接質(zhì)量,通常需進(jìn)行100%超聲波探傷及磁粉探傷進(jìn)行檢測(cè),因此拼接焊縫的焊接質(zhì)量直接決定了探傷的合格率及中梁的使用壽命.
為保證焊縫探傷一次通過率,拼接焊縫焊接前需加裝引弧板,引弧板的材質(zhì)和坡口形式與母材一致,大小以保證焊縫起收弧點(diǎn)在有效焊縫區(qū)域外為宜,拼接焊縫一般采用雙面焊進(jìn)行焊接,組對(duì)時(shí)需確保坡口間隙適中,打底焊接時(shí)宜采用小電流進(jìn)行焊接,填充及蓋面焊縫采用多層多道進(jìn)行焊接,背面封底焊接前需進(jìn)行徹底的清根處理,從而保證焊縫熔合良好.具體的焊接參數(shù)見表1.

表1 焊接參數(shù)推薦表
2.3 部分特殊焊縫的熔透要求
為增加該類型中梁的承載能力,一般對(duì)關(guān)鍵部位的焊縫熔深有特殊要求,這給焊接工藝提出了很大挑戰(zhàn).另外,受到焊縫空間位置及探傷方法的局限,一些關(guān)鍵焊縫內(nèi)部質(zhì)量無法通過無損檢測(cè)手段進(jìn)行檢測(cè),為確保該類特殊焊縫的熔透深度滿足設(shè)計(jì)要求,引入了預(yù)生產(chǎn)工作試件機(jī)制.通過對(duì)其進(jìn)行宏觀斷面分析,可以直觀的反映工藝參數(shù)的合理性及焊工技能水平的高低.
關(guān)鍵部位的熔透要求一般分為部分熔透和全熔透兩類.部分熔透焊縫焊接時(shí)需注意控制焊槍角度,確保焊絲對(duì)準(zhǔn)焊縫根部,同時(shí),打底焊時(shí)盡量不擺動(dòng),以確保根部熔合良好.全熔透焊縫的焊接工藝手段主要有:?jiǎn)蚊婧鸽p面成型、單面焊(焊縫背面加裝襯墊)及雙面焊等.單面焊雙面成型對(duì)板材下料的精度和焊工的技能水平要求極高,批量生產(chǎn)不易滿足,因此,一般采用單面焊(焊縫背面加裝襯墊)及雙面焊的焊接方法來實(shí)現(xiàn)焊縫的全熔透焊接[7].
單面焊(焊縫背面有襯墊)焊接時(shí),需注意坡口鈍邊不宜過大,并控制組對(duì)間隙在合適的范圍內(nèi),同時(shí)應(yīng)確保襯墊盡可能與母材密貼,從而保證根部熔合良好.雙面焊背面封底焊接前,需進(jìn)行徹底的清根處理,以保證焊縫熔合良好.對(duì)于較厚板材宜采用多層多道的方法進(jìn)行焊接,并控制每層焊縫厚度不宜過大,以免出現(xiàn)未熔合或密集氣孔等缺陷的產(chǎn)生,圖3為部分焊縫宏觀斷面照片.

(a)單面焊

(b)雙面焊
2.4 鑄件與板材的焊接缺陷控制
C級(jí)鋼鑄件與板材焊接時(shí)一般采用混合氣體保護(hù)焊進(jìn)行焊接,因C級(jí)鋼鑄件較厚,散熱較快,焊接過程極易出現(xiàn)冷裂紋等缺陷.焊接缺陷主要集中在定位焊縫、長(zhǎng)直焊縫裂紋及拐角處熔合不良等方面[8].
2.4.1 鑄件與中梁板材定位焊縫及長(zhǎng)直焊縫紋
該類裂紋為冷裂紋的一種,在對(duì)接和角接焊縫中均易出現(xiàn),多位于焊縫中心部位,一般在焊后不久便出現(xiàn)并擴(kuò)展,貫穿至兩端,如圖4所示.

(a)定位焊

(b)長(zhǎng)直焊
為避免出現(xiàn)此類冷裂紋,工藝上需采取預(yù)熱、大熱輸入及緩冷等措施加以控制.出現(xiàn)該類裂紋的主要原因是焊前未進(jìn)行預(yù)熱或預(yù)熱不到位、預(yù)熱后未及時(shí)進(jìn)行焊接,導(dǎo)致焊縫冷卻速度過快,焊縫在較大應(yīng)力的作用下沿焊縫中心開裂.另外,正式焊接時(shí)需對(duì)焊縫層間溫度加以控制,避免焊縫冷卻速度過快導(dǎo)致層間出現(xiàn)裂紋及裂紋的擴(kuò)展,層間焊縫可用風(fēng)鏟等工具進(jìn)行錘擊以降低焊縫內(nèi)應(yīng)力.
當(dāng)發(fā)現(xiàn)定位焊點(diǎn)開裂后,需將定位焊點(diǎn)全部清除,以防止在后續(xù)焊接過程中定位焊裂紋擴(kuò)展至正式焊縫中,造成運(yùn)用安全隱患.當(dāng)發(fā)現(xiàn)正式焊縫中出現(xiàn)裂紋后,應(yīng)將裂紋區(qū)域全部清除,并預(yù)置出焊縫坡口,以便進(jìn)行后續(xù)補(bǔ)焊工作.在焊縫裂紋清理過程中,如發(fā)現(xiàn)裂紋沿打磨方向延伸,可在離焊縫裂紋一定距離(15~20 mm左右)采用砂輪或風(fēng)銑子等風(fēng)動(dòng)工具截?cái)嗪缚p,以起到止裂的作用[9].
2.4.2 鑄件與中梁拐角處易出現(xiàn)未熔合或毛細(xì)裂紋
該類焊接缺陷較為常見,如圖5所示.主要原因在于:受拐角處位置局限、焊工操作習(xí)慣及焊接順序等因素影響,導(dǎo)致焊縫起收弧點(diǎn)位于拐角處,使拐角處出現(xiàn)焊接缺陷的幾率增大.又因拐角處存在較大應(yīng)力,加之接頭處理質(zhì)量不高等因素影響,極易導(dǎo)致焊縫接頭處出現(xiàn)熔合不良或毛細(xì)裂紋等缺陷.
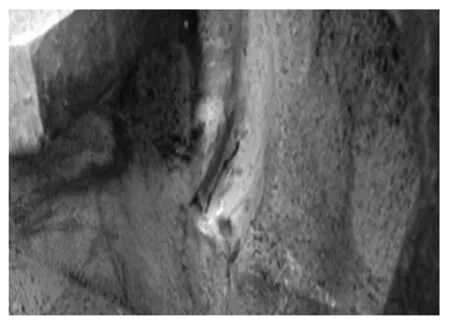
圖5 焊縫拐角裂紋
為避免出現(xiàn)此類焊接缺陷,對(duì)于能實(shí)現(xiàn)連續(xù)焊接的拐角焊縫應(yīng)連續(xù)焊接[10],如圖6(a)所示.因空間位置等其他因素影響,無法實(shí)現(xiàn)連續(xù)焊接的拐角,應(yīng)對(duì)接頭起、收弧焊接細(xì)節(jié)進(jìn)行控制,以降低焊接缺陷的產(chǎn)生.可采用以下工藝措施進(jìn)行控制:首先,對(duì)待焊處兩端接頭處進(jìn)行打磨處理,制備出緩坡.其次,起弧焊接時(shí),在距離始焊端10~15 mm處引燃電弧,并迅速回拉至接頭邊緣壓低電弧做一圓弧動(dòng)作,進(jìn)入正常焊接.最后,收弧焊接時(shí),在電弧運(yùn)至距待焊接頭末端20 mm左右位置時(shí),逐漸加大焊接的角度,在到達(dá)端部邊緣時(shí)稍作停頓后回焊10 mm左右,待熄弧后停留片刻再移開焊槍.具體操作示如圖6(b)所示.
(a)拐角連續(xù)焊接

(b)拐角接頭焊接
3 結(jié)論
(1)通過對(duì)焊縫焊接順序進(jìn)行合理安排,將會(huì)有效控制中梁焊接變形;
(2)通過采用合理的焊接參數(shù),控制好組對(duì)間隙,并清根徹底,將會(huì)有效控制板材拼接焊縫的探傷合格率;
(3)通過選用合理的焊接工藝,可以實(shí)現(xiàn)關(guān)鍵焊縫的熔透,增加梁的承載能力;
(4)通過嚴(yán)格執(zhí)行焊前預(yù)熱溫度要求,并注意焊縫拐角處細(xì)節(jié)處理,將會(huì)有效控制鑄件與板材焊縫冷裂紋的出現(xiàn).
[1]范振平,林柏梁.澳大利亞重載運(yùn)輸對(duì)我國(guó)鐵路重載的借鑒[J].物流技術(shù),2006(9):91- 95.
[2]尹旭方.Q450NQR1高強(qiáng)度耐候鋼沖壓、焊接性能的研究[D].大連:大連交通大學(xué),2008.
[3]孫明慧,梁文武.Q450NQR1高強(qiáng)耐候鋼的焊接[J].熱加工工藝,2010(7):169- 171.
[4]田錫唐.焊接結(jié)構(gòu)[M].北京:機(jī)械工業(yè)出版社,1997:142- 155.
[5]陳伯蠡.焊接冶金原理[M].北京:清華大學(xué)出版社,1991:496- 535.
[6]恩德鵬.淺談焊接變形及其控制方法[J].同煤科技,2010(2):27- 29.
[7]陳祝年.焊接工程師手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2002:202- 209.
[8]楊首恩,劉盛波.異種鋼焊接接頭的裂紋分析[J].金屬熱處理,2011(S1):279- 282.
[9]李亞江.焊接組織性能與質(zhì)量控制[M].北京:化學(xué)工業(yè)出版社,2005:40- 60.
[10]王賀龍.常見焊接缺陷危害分析及防治措施[J].中國(guó)新技術(shù)新產(chǎn)品,2012,21:222.
Welding Process of Heavy Axle Load Freight Group Welded Box Beams
NIE Youming,WANG Li,CHEN Zengyou,XU Qiang
(CNR Qiqihar Railway Rolling Stock Co.,Ltd,Qiqihar 161002,China)
Aiming at the technological difficulties in beam manufacturing process,the production of various types of production samples and the welding problem often encountered in the manufacturing process are analyzed and summarized through the development of reasonable welding sequence,detailed welding process to guarantee stable and reliable welding quality.
box beam;crack;penetration;deformation
1673- 9590(2015)01- 0076- 04
2014- 04- 20
聶友明(1984-),男,工程師,學(xué)士,主要從事鐵路貨車用鋼焊接工藝研究
E-mail:nieyouming1984@126.com.
A
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
