雙刀切紙機(jī)的負(fù)荷分配
2015-06-08 04:29:39李天利
中國(guó)造紙 2015年11期
關(guān)鍵詞:分配
李天利
(陜西科技大學(xué),陜西西安,710021)
?
·雙刀切紙機(jī)·
雙刀切紙機(jī)的負(fù)荷分配
李天利
(陜西科技大學(xué),陜西西安,710021)
在對(duì)雙刀切紙機(jī)負(fù)荷分配產(chǎn)生的原因、負(fù)荷分配控制方法分析的基礎(chǔ)上,利用可編程序控制器讀取送紙輥1電機(jī)的實(shí)際轉(zhuǎn)矩進(jìn)行偏差計(jì)算,用來(lái)調(diào)節(jié)送紙輥2電機(jī)的轉(zhuǎn)差率,實(shí)現(xiàn)兩個(gè)送紙輥電機(jī)之間的負(fù)荷分配。實(shí)踐證明這種方法調(diào)節(jié)容易且能使送紙輥2電機(jī)較好地跟隨送紙輥1電機(jī)轉(zhuǎn)矩的變化,達(dá)到負(fù)荷分配控制的目的。
切紙機(jī);負(fù)荷分配;轉(zhuǎn)差率
(E-mail: litianli@sust.edu.com)
雙刀切紙機(jī)是比較常見(jiàn)的紙張加工設(shè)備,是造紙業(yè)和印刷業(yè)中一種非常重要的機(jī)械裝置,它主要是用來(lái)把已經(jīng)生產(chǎn)好的原紙剪切成不同規(guī)格的紙張,以滿(mǎn)足不同用戶(hù)的需要。雙刀切紙機(jī)由于速度變化比較頻繁,負(fù)荷分配的控制不同于紙機(jī)。筆者根據(jù)雙刀切紙機(jī)在生產(chǎn)中的實(shí)際要求設(shè)計(jì)了一種負(fù)荷分配的控制方法,可為其他相似系統(tǒng)的設(shè)計(jì)提供技術(shù)參考。
1 雙刀切紙機(jī)及控制要求
國(guó)產(chǎn)幅寬3150 m、切紙速度120 m/min雙刀切紙機(jī)的工作流程如圖1所示。從圖1可知,原紙卷經(jīng)弧形輥進(jìn)入縱切刀,分切成合乎縱向尺寸要求的四部分,然后進(jìn)入切刀1和切刀2(也稱(chēng)橫切刀)切成紙幅橫向合乎要求的長(zhǎng)度,最后經(jīng)皮帶1、皮帶2傳送至接紙臺(tái),整理打包。
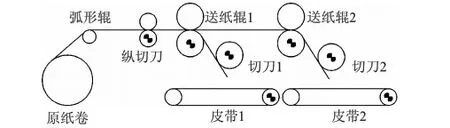
圖1 雙刀切紙機(jī)示意圖

圖2 雙刀切紙機(jī)控制結(jié)構(gòu)圖
雙刀切紙機(jī)的電氣控制采用分部變頻傳動(dòng),系統(tǒng)組成示意圖見(jiàn)圖2。其PLC采用西門(mén)子CPU315-2DP,系統(tǒng)采用PROFIBUS-DP通信。
雙刀切紙機(jī)要切出合格的紙張,就要求送紙輥1電機(jī)和送紙輥2電機(jī)之間在速度同步的同時(shí)實(shí)現(xiàn)負(fù)荷均衡,當(dāng)電機(jī)負(fù)荷不均勻時(shí),如果分切的紙張頁(yè)數(shù)較少就有可能斷紙,若分切的紙張頁(yè)數(shù)較多就可能會(huì)造成電機(jī)打滑致使切紙出現(xiàn)較大誤差,更有甚者可能造成電機(jī)過(guò)負(fù)荷運(yùn)轉(zhuǎn)影響電機(jī)壽命,甚至燒毀電機(jī)。所以要求送紙輥1電機(jī)和送紙輥2電機(jī)之間具有負(fù)荷自動(dòng)分配控制功能。
2 負(fù)荷分配
2.1 負(fù)荷分配的方法
2.1.1 負(fù)荷分配的一般方法
負(fù)荷分配一般有兩種實(shí)現(xiàn)方法:通過(guò)對(duì)變頻器的轉(zhuǎn)矩控制實(shí)現(xiàn)和通過(guò)對(duì)變頻器的速度控制實(shí)現(xiàn)。
轉(zhuǎn)矩控制的負(fù)荷分配是利用變頻器本身主從控制功能實(shí)現(xiàn),選取送紙輥1電機(jī)作為負(fù)荷分配的主傳動(dòng)點(diǎn),它采用速度控制且速度閉環(huán)以維持速度穩(wěn)定, 送紙輥2電機(jī)作為從傳動(dòng)點(diǎn)采用轉(zhuǎn)矩控制模式,將送紙輥1電機(jī)的實(shí)際轉(zhuǎn)矩通過(guò)PROFIBUS讀出,再乘以負(fù)荷分配的比例系數(shù)后,送給送紙輥2電機(jī)變頻器作為送紙輥2的轉(zhuǎn)矩輸入(若送紙輥2電機(jī)功率與送紙輥1相同且機(jī)械部分相同,則將讀出的送紙輥1電機(jī)的轉(zhuǎn)矩直接送給送紙輥2),這樣送紙輥2轉(zhuǎn)矩就能時(shí)刻跟隨送紙輥1電機(jī)轉(zhuǎn)矩的變化。
速度控制的負(fù)荷分配是采用改變電機(jī)轉(zhuǎn)差率的方式來(lái)改變電機(jī)的輸出轉(zhuǎn)矩。三相交流異步電動(dòng)機(jī)定子旋轉(zhuǎn)磁場(chǎng)和轉(zhuǎn)子旋轉(zhuǎn)磁場(chǎng)之間存在轉(zhuǎn)差頻率。在穩(wěn)態(tài)時(shí),異步電動(dòng)機(jī)的輸出轉(zhuǎn)矩近似正比于轉(zhuǎn)差頻率,所以當(dāng)電機(jī)的速度恒定時(shí),調(diào)節(jié)變頻器的輸出頻率,也就是電機(jī)的給定頻率,相當(dāng)于調(diào)節(jié)轉(zhuǎn)差率,同時(shí)也調(diào)節(jié)了電機(jī)的輸出轉(zhuǎn)矩[1]。負(fù)荷分配選取送紙輥1電機(jī)作為負(fù)荷分配的主傳動(dòng)點(diǎn),它采用速度控制且速度閉環(huán)以維持速度穩(wěn)定, 送紙輥2電機(jī)作為從傳動(dòng)點(diǎn),是通過(guò)調(diào)節(jié)從送紙輥2電機(jī)的轉(zhuǎn)差率來(lái)調(diào)節(jié)電機(jī)的輸出轉(zhuǎn)矩。
2.1.2 負(fù)荷分配的方法選擇
轉(zhuǎn)矩控制負(fù)荷分配的方法控制精度高、動(dòng)態(tài)響應(yīng)快、控制品質(zhì)好,但適用范圍小,對(duì)負(fù)載有一定的要求,這是因?yàn)閺膫鲃?dòng)機(jī)(送紙輥2電機(jī))負(fù)載轉(zhuǎn)矩較大時(shí)電機(jī)轉(zhuǎn)速低;轉(zhuǎn)矩較小時(shí)電機(jī)轉(zhuǎn)速高,所以適用于恒定類(lèi)鋼性連接負(fù)載。速度控制的負(fù)荷分配適用范圍更廣,但控制效果不如轉(zhuǎn)矩控制的負(fù)荷分配[1]。從切紙機(jī)的切紙長(zhǎng)度要求分析,送紙輥2需要實(shí)現(xiàn)速度閉環(huán)以控制它的轉(zhuǎn)速穩(wěn)定,以便給切刀輥2電機(jī)提供穩(wěn)定可靠的速度基準(zhǔn),因此速度的穩(wěn)定尤為重要,因此選擇速度控制的負(fù)荷分配方法。
2.2 通過(guò)改變電機(jī)轉(zhuǎn)差率實(shí)現(xiàn)負(fù)荷分配
設(shè)定送紙輥1電機(jī)為主傳動(dòng),送紙輥2電機(jī)為從傳動(dòng),送紙輥1采用速度、電流雙閉環(huán)控制,同時(shí)將送紙輥1的轉(zhuǎn)矩乘以負(fù)荷分配系數(shù)作為送紙輥2的轉(zhuǎn)矩給定信號(hào)進(jìn)行PID運(yùn)算后作為送紙輥2電機(jī)的轉(zhuǎn)矩給定。
在實(shí)際中若送紙輥2采用轉(zhuǎn)矩閉環(huán)控制,轉(zhuǎn)速開(kāi)環(huán)控制是不可靠的。因?yàn)樵谶@種控制方案中電機(jī)的轉(zhuǎn)矩是靠負(fù)載的轉(zhuǎn)矩來(lái)平衡的, 此時(shí)送紙輥2電機(jī)的轉(zhuǎn)速跟隨送紙輥1電機(jī)轉(zhuǎn)速保持一定的值, 當(dāng)送紙輥2負(fù)載轉(zhuǎn)矩小于電機(jī)的輸出轉(zhuǎn)矩時(shí), 電機(jī)就會(huì)突然升速,若不能及時(shí)調(diào)節(jié)電機(jī)輸出轉(zhuǎn)矩, 降低輸出轉(zhuǎn)矩值, 就會(huì)發(fā)生飛車(chē)事故。因此送紙輥2電機(jī)采用速度、電流雙閉環(huán)控制[2]。
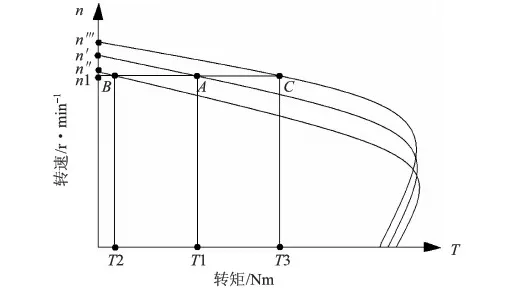
圖3 異步電動(dòng)機(jī)改變同步轉(zhuǎn)速時(shí)的機(jī)械特性
圖3是異步電動(dòng)機(jī)調(diào)速時(shí)的機(jī)械特性,設(shè)電機(jī)原運(yùn)行在特性的A點(diǎn)(實(shí)際轉(zhuǎn)速為n1,同步點(diǎn)n′),根據(jù)期望轉(zhuǎn)矩與實(shí)際轉(zhuǎn)矩比較的結(jié)果,如須增大該傳動(dòng)點(diǎn)輸出轉(zhuǎn)矩,則增大轉(zhuǎn)差率,即使給定頻率增大,由此機(jī)械特性上移如特性曲線(xiàn)C點(diǎn)(實(shí)際轉(zhuǎn)速為n1,同步點(diǎn)n?),電機(jī)轉(zhuǎn)矩就由原來(lái)T1增至T3,轉(zhuǎn)矩增大;同理,如須減小該傳動(dòng)點(diǎn)轉(zhuǎn)矩,只須減小轉(zhuǎn)差率,即使給定頻率減小,由此機(jī)械特性下移如特性曲線(xiàn)B點(diǎn)(實(shí)際轉(zhuǎn)速為n1,同步點(diǎn)n″),電機(jī)轉(zhuǎn)矩就由原來(lái)T1減至T2,轉(zhuǎn)矩減小[3]。調(diào)節(jié)電機(jī)轉(zhuǎn)差率實(shí)現(xiàn)負(fù)荷分配。通過(guò)期望轉(zhuǎn)矩與實(shí)際轉(zhuǎn)矩的比較結(jié)果來(lái)控制相應(yīng)傳動(dòng)點(diǎn)的頻率給定值,改變的是電機(jī)的同步轉(zhuǎn)速,實(shí)際上是改變電機(jī)的轉(zhuǎn)差率,從而調(diào)整了該電機(jī)的轉(zhuǎn)矩。
2.3 負(fù)荷分配的控制算法和原理
根據(jù)負(fù)荷分配原理,應(yīng)檢測(cè)和控制傳動(dòng)點(diǎn)的電機(jī)輸出功率,但實(shí)際控制當(dāng)中電機(jī)功率為間接量,而電機(jī)的輸出轉(zhuǎn)矩從實(shí)際上反映了電機(jī)的負(fù)荷變化情況,在切紙機(jī)控制系統(tǒng)中利用PLC(西門(mén)子CPU315-2DP)讀取送紙輥1電機(jī)變頻器的實(shí)際轉(zhuǎn)矩(為百分?jǐn)?shù))在通過(guò)與PLC讀出送紙輥2電機(jī)的變頻器的實(shí)際轉(zhuǎn)矩(為百分?jǐn)?shù))作差值的PID運(yùn)算后去控制送紙輥2電機(jī)的同步轉(zhuǎn)速。實(shí)際應(yīng)用中,采用逐次逼近法,先設(shè)一定的誤差范圍(一般在2%~3%以?xún)?nèi)),只要誤差小于設(shè)定范圍(2%~3%)即可以認(rèn)為負(fù)荷已平衡。PID的參數(shù)可根據(jù)實(shí)際運(yùn)行整定(這方面文獻(xiàn)較多就不詳述)。
2.4 負(fù)荷分配的軟件流程
負(fù)荷分配的軟件流程見(jiàn)圖4。其中T1是送紙輥1電機(jī)轉(zhuǎn)矩;T2是送紙輥2電機(jī)轉(zhuǎn)矩;N1是送紙輥1轉(zhuǎn)速給定;N2是送紙輥2轉(zhuǎn)速給定;e是送紙輥1、送紙輥2轉(zhuǎn)矩誤差范圍(一般在2%~3%以?xún)?nèi))。
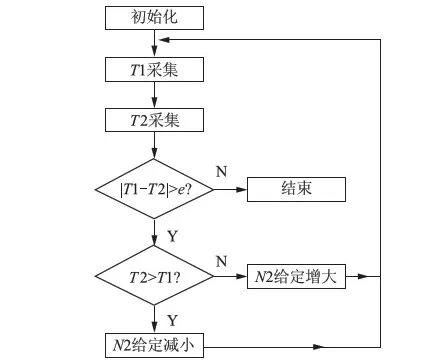
圖4 軟件流程
2.5 負(fù)荷分配的其他問(wèn)題
(1)送紙輥1、送紙輥2應(yīng)設(shè)計(jì)單連動(dòng)功能,在單連動(dòng)狀態(tài)時(shí)送紙輥1、送紙輥2可以單獨(dú)調(diào)速、單獨(dú)操作,在連動(dòng)時(shí)同時(shí)啟動(dòng)同時(shí)停止,連動(dòng)調(diào)速。
(2)切紙機(jī)整機(jī)的速度是由送紙輥1控制的,其余各傳動(dòng)點(diǎn)的速度在這個(gè)速度鏈上與送紙輥1構(gòu)成比例關(guān)系,負(fù)荷分配與速度鏈控制既獨(dú)立又關(guān)聯(lián),所以要充分考慮其銜接問(wèn)題。
(3)負(fù)荷分配中送紙輥1若故障停機(jī),其他從傳動(dòng)點(diǎn)也應(yīng)停機(jī);當(dāng)任一及以上從傳動(dòng)點(diǎn)故障停機(jī)時(shí),作為主傳動(dòng)點(diǎn)的送紙輥1也應(yīng)停機(jī)。所以控制中應(yīng)對(duì)全部傳動(dòng)點(diǎn)的狀態(tài)進(jìn)行監(jiān)控。方法有兩個(gè):①利用PLC實(shí)時(shí)讀取各傳動(dòng)點(diǎn)變頻器的狀態(tài)再利用軟件去判斷,最后利用PLC數(shù)字輸出去控制各變頻器;②將各變頻器的故障通過(guò)PLC數(shù)字輸入送入PLC利用軟件去判斷,最后利用PLC數(shù)字輸出去控制各變頻器。方法②響應(yīng)快,因此選用②。
3 現(xiàn)場(chǎng)使用情況
筆者將以上控制方法應(yīng)用于河南某造紙廠(chǎng)幅寬3150 mm、切紙速度120 m/min的雙刀切紙機(jī),現(xiàn)場(chǎng)調(diào)試試驗(yàn)驗(yàn)證了負(fù)荷分配控制方案的可行性。實(shí)踐表明采用PROFIBUS總線(xiàn)通信方式實(shí)現(xiàn)負(fù)荷分配控制,減小了干擾,增加了系統(tǒng)的可靠性,該系統(tǒng)自投入運(yùn)行以來(lái),一直運(yùn)行可靠。
4 結(jié) 論
雙刀切紙機(jī)由于速度變化比較頻繁,負(fù)荷分配的控制不同于紙機(jī),利用調(diào)節(jié)電機(jī)轉(zhuǎn)差率實(shí)現(xiàn)送紙輥1、送紙輥2之間的負(fù)荷分配的方法調(diào)節(jié)容易、可實(shí)現(xiàn)3%以?xún)?nèi)的負(fù)載平衡率,確保了雙刀切紙機(jī)穩(wěn)定可靠的運(yùn)行,提高了生產(chǎn)效率,具有較強(qiáng)的實(shí)用性,可為其他相似系統(tǒng)的控制系統(tǒng)的設(shè)計(jì)提供一定的技術(shù)參考。
[1] Meng Xian-kun Li Ming-hui Li-hu.Design and Realization of the Load Distribution Control System for Paper Machine[J].Process Automation Instrumentation, 2012, 33(1): 35.孟憲坤, 李明輝, 李 虎.紙機(jī)負(fù)荷分配控制系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)[J].自動(dòng)化儀表, 2012, 33(1): 35.
[2] GUO Yan-ping.Load Distribution Contro lof Rewinder Based on Frequency Conversion Technology[J].China Pulp & Paper.2009, 28(12): 41.郭艷萍.復(fù)卷機(jī)負(fù)荷分配控制策略的分析與實(shí)現(xiàn)[J].中國(guó)造紙, 2009, 28(12): 41.

(責(zé)任編輯:常 青)
The Load Distribution of Synchro-fly Cutter
LI Tian-li
(ShaanxiUniversityofScienceandTechnology,Xi’an,ShaanxiProvince, 710021)
The causes of synchro-fly cutter load distribution and load distribution control method were analyzed.The load distribution between two motors was implemented by adjusting the No.2 motor slip ratio that was obtained using the programmable logic controller to read two motors’ actual torque and conduct deviation calculation.The practice application proved this method easy adjustment and could make No.2 motor torque changes well following the changes of the torque of No.1 motor, so as to control the load distribution.
cutter; load distribution; slip
李天利先生,副教授;主要研究方向:電力電子技術(shù)及其應(yīng)用。
2015-04-23(修改稿)
TS736+.3
A
10.11980/j.issn.0254-508X.2015.11.010
猜你喜歡
天水行政學(xué)院學(xué)報(bào)(2022年4期)2022-11-18 09:02:36
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:30:02
鐵道通信信號(hào)(2020年9期)2020-02-06 09:15:22
漢語(yǔ)世界(The World of Chinese)(2019年3期)2019-07-01 02:37:48
數(shù)學(xué)大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學(xué)科學(xué)(學(xué)生版)(2019年5期)2019-05-21 01:00:18
中學(xué)生數(shù)理化·中考版(2018年10期)2018-12-07 00:44:52
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年30期)2018-11-22 06:20:24
中央社會(huì)主義學(xué)院學(xué)報(bào)(2017年1期)2017-04-16 05:34:07
中國(guó)衛(wèi)生(2014年12期)2014-11-12 13:12:40
