服裝縫制流水線仿真與評價指標
2015-06-10 01:08:28徐燕妮周海媚王立川
紡織學報 2015年12期
徐燕妮, 周海媚, 王立川, 陳 雁
(蘇州大學 紡織與服裝工程學院, 江蘇 蘇州 215021)
?
服裝縫制流水線仿真與評價指標
徐燕妮, 周海媚, 王立川, 陳 雁
(蘇州大學 紡織與服裝工程學院, 江蘇 蘇州 215021)
為準確描述服裝縫制流水線生產效率,通過數學公式和仿真模型得到流水線的評價指標,采用指數化分析和相關性分析對評價指標進行研究。在梳理平衡度和生產效率評價指標及計算方法的基礎上,提出了能夠體現服裝縫制流水線生產特點的仿真建模方法。利用所建立的模型,對T恤衫生產線進行了仿真實踐,并探究了各項平衡度指標之間以及這些指標與生產效率的關系,分析了各項平衡度指標在生產效率評價方面的準確性、適用性和互替性,提出了可用于評價流水線編制方案的平衡度指標。
服裝縫制; 評價指標; 仿真; 生產效率; 縫制流水線
縫制是服裝生產的核心環節。縫制流水線編制方案的優劣決定著能否實現高效、節能的服裝生產,因而成為服裝生產管理的重要內容。通常采用靜態的數學統計方法對服裝縫制流水線編制方案進行評價,流水線平衡度指標可對流水線的編制效率進行量化計算,可用來檢驗具體編制方案的縫制工位之間負荷均勻程度。目前,普遍使用的指標有編制效率、平衡延滯和損失系數、作業時間方差等[1-2]。這些指標計算方便,并可間接地反映生產效率,而實際流水線的生產效率主要由產量和資源利用率2個指標反映,并通過流水線的運行結果得到。
服裝縫制流水線仿真研究正處于起步階段[3]。通過仿真可得到流水線產量和資源利用率等數據[4-5]。Arena兼顧易用性和柔性,擁有強大的建模能力,被廣泛應用于離散事件仿真[6]。國外學者利用Arena建立服裝縫制流水線仿真模型查找瓶頸工序,獲得人員利用率[7-8]。
本文在分析平衡度和生產效率評價指標及計算方法的基礎上,提出了服裝縫制流水線仿真建模方法。針對T恤衫生產線進行實證分析,運用公式計算和生產線仿真建模的方法獲得流水線的評價指標數據,探究各項平衡度指標對生產效率反映的準確性、一致程度和靈敏度,分析它們的適用特點與不足。
1 服裝縫制流水線評價指標分析
在進行仿真研究以前,先對服裝縫制流水線的評價指標進行分析。在生產管理實踐中,服裝縫制流水線的評價指標分為2類:平衡度指標和生產效率指標。
1.1 平衡度指標
服裝流水線平衡度對流水線的生產效率起著決定性的作用,可采用工時平均偏差率、作業時間方差、編制效率、平衡延滯和損失系數、均衡指數等指標進行評價。
1.1.1 工時平均偏差率
工時平均偏差率關注工作地的標準作業時間與流水線標準節拍的偏差,計算公式如下:
(1)
式中:V為工時平均偏差率;Pn為工作地的標準作業時間,min,n為對應的工作地編號;B為標準節拍時間,min;P為單件產品總工時,min。
1.1.2 作業時間方差
作業時間方差[2]反映了各工作地的標準作業時間與流水線平均節拍的偏離程度,計算公式如下:
(2)
式中:D為作業時間方差;N為工作地數。
1.1.3 編制效率
流水線的編制效率又稱流水線的負荷系數[10],其計算公式如下:

(3)
式中:E為均衡指數;Pt為瓶頸節拍,min。
1.1.4 平衡延滯和損失系數
平衡延滯和損失系數[9]是以損失時間為研究對象的指標,計算公式如下:
(4)
(5)
式中:S為平衡延滯;L為損失系數。
1.1.5 均衡指數
流水線均衡指數A用來評價流水線的負荷平衡[10],計算公式如下:
(6)
1.2 生產效率指標
描述生產效率的性能指標包括產量和資源利用率,其中,資源利用率又分人員利用率和設備利用率。
1.2.1 產 量
單位時間的產量是評價生產效率的重要指標,用統計量Q表示某個時間段離開流水線的物料數。
1.2.2 資源利用率
資源利用率[7]表示人員或設備處于繁忙狀態的時間占生產總時間的比例。
定義B(t)為資源“忙態”函數,公式如下:

(7)
那么資源利用率即為曲線B(t)下的面積除以生產運行周期:
(8)
式中:U為資源利用率;T為生產時間。
2 服裝縫制流水線仿真
服裝縫制流水線仿真模型的建立需要從結構和數量2個方面進行。
2.1 結構建模
服裝縫制流水線的組成元素包括物料、工位(配備有相應的人員和縫制設備)和傳送設備等。
圖1示出服裝縫制流水線模型的邏輯結構。其中工位編號由所在流水線的支流編號和在本流水線上的序號組成,字母為流水線工位的編號節點。生產線上的物料用黑色圓點表示,物料以衣片的形式在流水線開端等待并依次進入縫制流水線,通過傳送設備(圖中以帶箭頭的虛、實線表示)以半成品的形式在流水線運行過程中依次移動,按順序流經各工位,如果半成品到達時工位是空閑的,則立刻開始加工并占用一定的加工資源(包括人員和加工設備);否則,進行一個先進先出的隊列等待。經過檢驗工序的時候,出現2種情況:檢驗合格,繼續下一道工序;檢驗不合格,回到需要修正的工位重新再加工,或直接以廢品的形式離開流水線。沒有變成廢品并完成所有工序加工過程的物料最終以成衣的形式離開流水線。
注:字母J、K、L、P、Q為流水線工位的編號節點; 黑色圓點表示生產線上的物件。圖1 生產線結構模型Fig.1 Assembly line structure model
2.2 運行參數設置
服裝縫制流水線的數量建模需要對傳送批量、加工批量、輪班方式、傳送時間、加工時間等參數進行設置。
設定的數可為確定量(常量)或者服從某種概率分布的隨機變量,如圖2所示。在服裝縫制生產線的仿真模型的數量建模中,加工批量通常為固定的數值,而輪班方式為一班制8 h,其中有效的生產時間小于8 h, 都可設定為常量; 設備故障、人員離席、返修比率通常設為隨機分布;而傳送批量、傳送時間、加工時間依據流水線的實際情況可是常量也可來自隨機分布。如傳統捆扎式流水線中加工時間受到操作者技能水平和各種偶然因素的影響,標準加工時間在特定的數值上下小幅度波動,可設置為三角分布。三角分布的優點是允許數據在眾數周圍非對稱分布,并且三角分布是有界分布,所有數據都介于最小值和最大值之間,不可能出現返回值為0的情況。
圖2 運行參數設置Fig.2 Operating parameters setting
隨機輸入能有效地描述實際生產情況,而為使輸入的數據盡可能與實際接近且有效,采用如下的輸入分析過程:收集實際生產數據,利用仿真軟件自帶功能進行數據擬合,找到與實際生產最接近的分布。常用的分布有離散分布、指數分布、伽馬分布、正態分布、泊松分布、威布爾分布等。
3 服裝仿真模型應用實例
以普通圓領T恤衫生產線作為應用對象設計實驗。
3.1 實驗步驟
實驗過程分流水線編排、評價指標獲取和數據分析3大步驟,實驗流程如圖3所示。

注:ECRS技巧為對生產工序進行優化的方法,分別為取消(eliminate), 合并(combine), 調整順序(rearrange),簡化(simplify)。圖3 實驗流程圖Fig.3 Experiment flow chart
首先,進行服裝縫制流水線編排。流水線編排又分3步:第1步,根據工序流程,利用編排原則、編排規則、技巧或各種算法,把工序合理地分配到各工位,使工位負荷均勻,銜接順暢;第2步,將人員與設備合理地安排到各個工位;最后,根據設備規格、人員操作需要,物料移動的批量、方式和路線等調整各工位的位置。然后,依據編制方案利用平衡度指標計算公式計算流水線平衡度指標,通過仿真模型運行模擬實際生產,獲取生產效率指標值。最后,對獲得的數據結果分別進行指數化分析和相關度檢驗,得出最終結論。
3.2 實驗過程與數據
以普通圓領T恤衫為實驗應用對象,其工序時間表如表1所示。
依據不同的先決條件,服裝縫制流水線的平衡方法也不同[11]。本例由計劃日產量和輪班方式計算出標準節拍時間,然后確定縫制流水線的工位安排和人員、設備配置。
該流水線的計劃日產量為1 000 件,每天工作時間為8 h,可得標準節拍時間為0.48 min/件,計算公式如下:
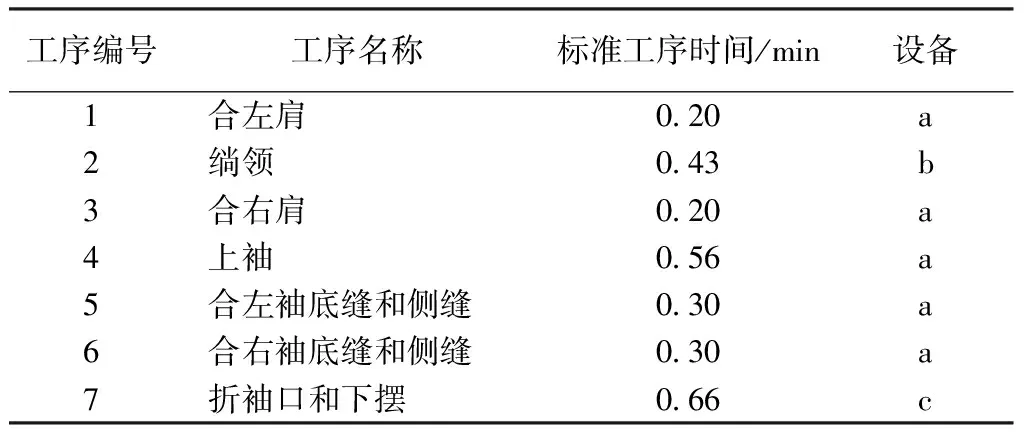
表1 工序時間表Tab.1 Operation time
注:a表示包縫機;b表示平縫機;c表示繃縫機。
B=H/Qd
(9)
式中:Qd為計劃日產量,件;H為輪班方式,h。
根據節拍和工序編排規則,設計了相同工作地數、無平行工位的6種縫制流水線編排方案,如表2所示。
表3示出按本文1.1中平衡度指標計算公式計算得出的各項平衡度指標值。其中,工時平均偏差率相同,編制效率指標依次變大,其余平衡度指標值逐漸降低。其中生產效率與損失系數的指標值之和近似于1。
按照本文第2部分所述建立仿真模型,運行結果所得生產效率指標值如表4所示。從表中數據可看出,產量不斷增加,資源利用率的變化規律不明顯,人員利用率在增加而設備利用率沒有明顯的變化趨勢。
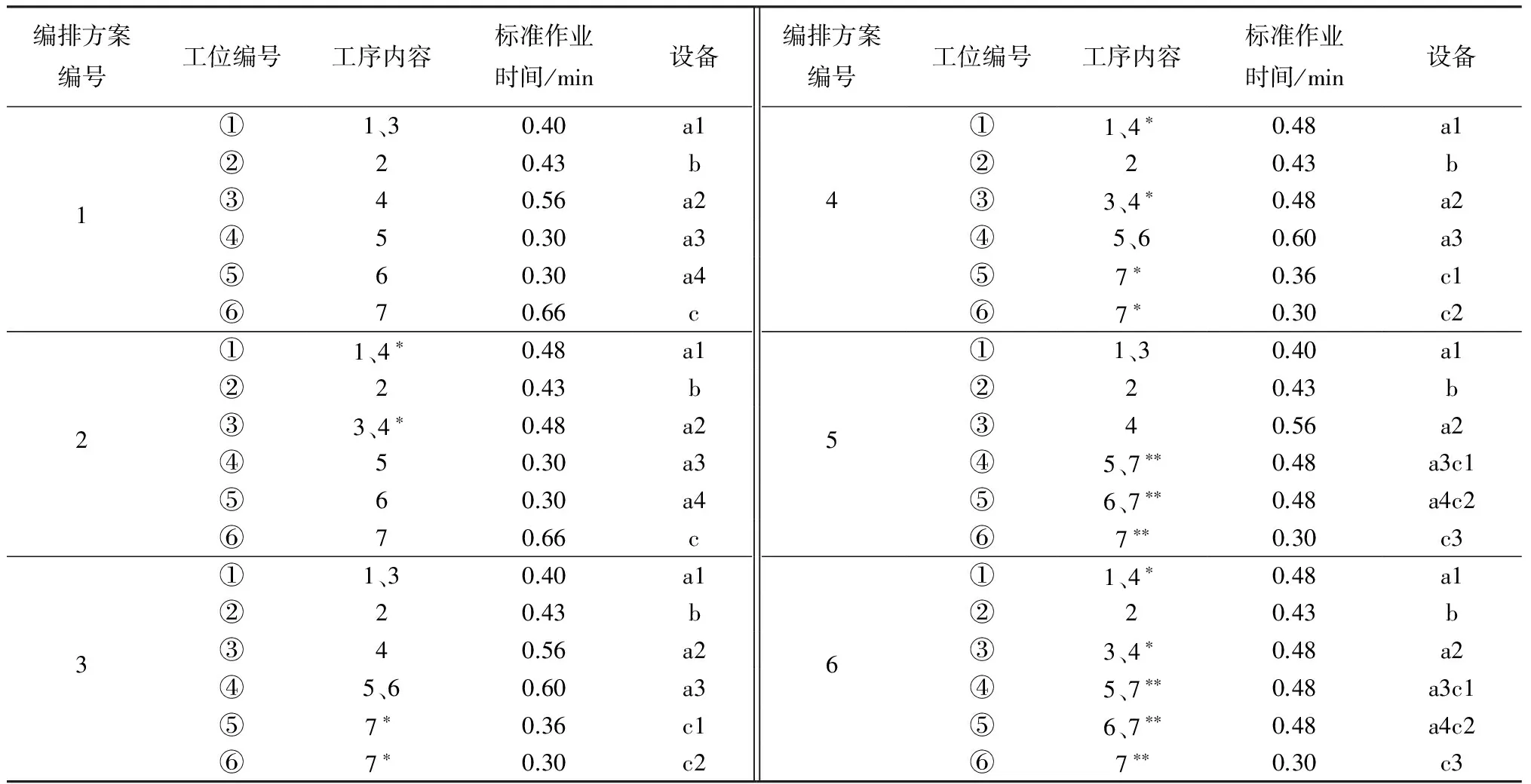
表2 編制方案Tab.2 Arrangement scenarios
注:*表示該工序被分配到2個工位加工,**表示該工序被分配到3個工位加工;a、b、c旁邊的數字為對應類型設備的編號。
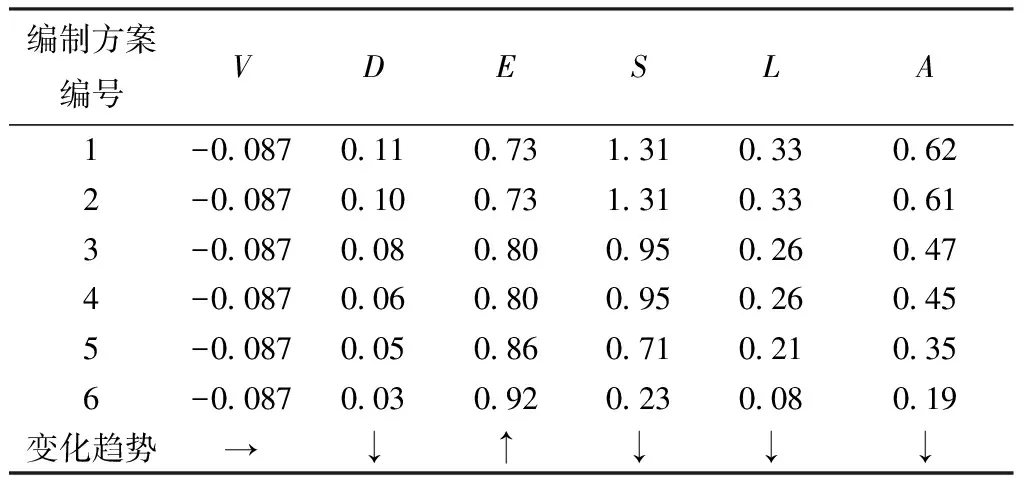
表3 平衡度指標值Tab.3 Line balancing measurement indexes
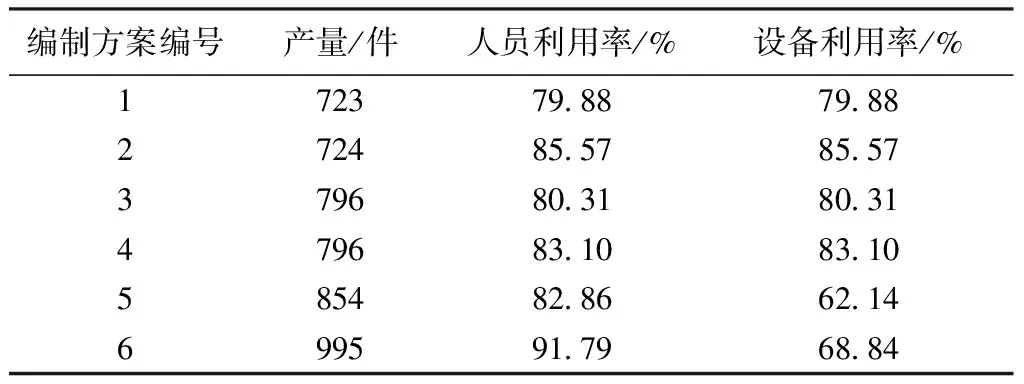
表4 生產效率指標值Tab.4 Production efficiency indexes
3.3 實驗數據處理與分析
實驗數據處理分2部分,平衡度的分析和平衡度與生產效率關系的分析。
3.3.1 平衡度指標分析
各項平衡度指標數據的波動區間和波動幅度不一致且量綱不同,為更直觀地比較數據變化情況,對原始數據進行指數化處理,將數據映射在0到1的區間內。指數化公式如下:
(10)
式中:Ai為某項指數值,i為對應的方案編號;Amax和Amin為極值。
各方案的平均節拍相同,導致工時平均偏差率相同,利用指數化公式計算時分母為0,故不納入指數化分析。圖4示出平衡度指標指數化處理后的趨勢折線圖。其中,生產效率指標值用1與生產效率指標值的差代替,因為生產效率與其他指標變化趨勢相反,并且生產效率與損失系數計算公式相加近似于1。除V不變以外,其他指標呈現相對一致的變化趨勢,尤其是1-E和A,S和L。
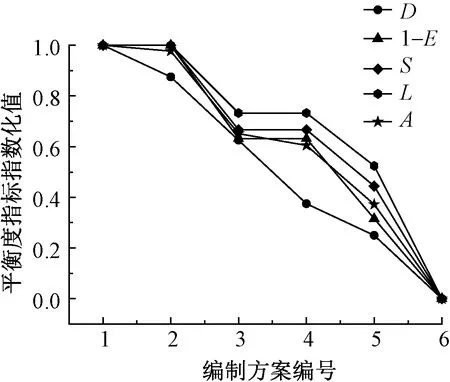
圖4 平衡度指標指數化分析Fig.4 Indexation analysis of line balance measurement indexes
3.3.2 平衡度指標與生產效率關系分析
通過計算指標間的相關系數來檢驗平衡度與生產效率的相關性,計算結果如表5所示。損失系數、平衡延滯、均衡指數與產量呈負相關,編制效率與產量呈正相關,相關系數絕對值趨近于1。損失系數與產量的相關性最高。平衡度與資源利用率之間沒有非常明顯的相關性。

表5 相關性檢驗結果Tab.5 Correlation test results
4 結 論
1)平衡度指標對流水線負荷平衡的描述相對一致。其中,同一產品同一編排方法下的工時平均偏差率一致。作業時間方差越小,各工作地作業時間波動越小,分布越集中,工作地之間的銜接越順暢,流水線的同步效果越好。損失系數越小,則表明流水線因為作業分配不均造成的時間損失越小。均衡指數越小,表明負荷平衡越小,若均衡指數為零,意味著負荷達到絕對平衡。編制效率越高,流水線的同步化程度越好。
2)工時平均偏差率不適用于同一生產線同一編排方法下的方案比較。作業時間方差的值不像編制效率那樣有絕對的定量數值參考,所以只適用于同一作業任務的不同編排方案之間的比較。生產效率、均衡指數、平衡延滯和損失系數4個平衡度指標具有相互可替代性,并且具有相對廣泛的適用性。
3)損失系數、平衡延滯、均衡指數和生產效率能準確地反映流水線產量,其中,損失系數與產量的相關性最高,編制效率與流水線產量呈正比。
4)平衡度與資源利用率之間沒有明顯的相關性。資源利用率是最受關注的指標之一,利用率高固然很好,意味著很少的能力過剩;也可能會造成擁堵,形成很長的隊列,并減慢吞吐速度。設備利用率和設備數量有關。單種設備的工位人員與設備負荷一致,多種設備情況下可使生產效率增大,但會降低設備平均利用率。
[1] 劉東. 服裝生產線組織設計的實例分析[J]. 紡織學報, 2011, 32(6): 155-158. LIU Dong. Examples of organizational design of clothing production line[J]. Journal of Textile Research, 2011, 32(6): 155-158.
[2] 陶海湄,陳雁. 服裝縫制工序的編排與優化[J]. 江蘇紡織,2005(1):48-50. TAO Haimei, CHEN Yan. Arrangement and optimization of clothing sewing operations[J]. Jiangsu Textile, 2005(1): 48-50.
[3] 張祖芳,樓亞芳. 服裝縫制流水線仿真探討[J]. 上海紡織科技,2003,31(5):47-60. ZHANG Zufang,LOU Yafang, Discussion on a simulation system of flow sewing lines in garment manufacturing[J]. Shanghai Textile Science & Technology, 2003, 31(5): 47-60.
[4] 杜敏,黃鐵群,顧巧祥,等. ProModel的服裝縫制流水線仿真及應用[J]. 中國計量學院學報,2009, 20(4):347-353. DU Min, HUANG Tiequn, GU Qiaoxiang, et al.Garment assembly line simulation based on ProModel[J]. Journal of China University of Metrology, 2009, 20(4): 347-353.
[5] 何海洋. 基于WITNESS的襯衫縫制流水線仿真研究[J]. 河南工程學院學報:自然科學版, 2013, 25(1): 15-20. HE Haiyang. Study on simulation of blouse sewing production line based on WITNESS[J]. Journal of Henan Institute of Engineering: Natural Science Edition, 2013, 25(1): 15-20.
[6] 陳旭,武振業. 新一代可視化交互集成仿真環境Arena[J]. 計算機應用研究,2000(1):9-15. CHEN Xu, WU Zhenye. A new generation of integrated visual interactive simulation environment Arena[J]. Application Research of Computers, 2000(1): 9-15.
[7] ERY ürüksh. Clothing assembly line design using simulation and heuristic line balancing techniques[J]. Journal of Textile & Apparel, 2012, 22 (4): 360-368.
[8] GüNER, MüCELLA G, CAN ünal. Line balancing in the apparel industry using simulation techniques[J]. Fibres and Textiles in Eastern Europe, 2008, 16 (2): 75-78.
[9] 陳洪倩. 服裝縫制生產線的編排與優化[D]. 蘇州:蘇州大學, 2012: 20-22. CHEN Hongqian. Arrangement and optimization of clothing sewing production lines[D]. Suzhou: Soochow University, 2012: 20-22.
[10] 王東云,劉惠琴,胡洛燕,等. 基于遺傳算法服裝縫紉調度技術的研究[J]. 紡織學報, 2003, 24 (5): 52-54. WANG Dongyun, LIU Huiqin, HU Luoyan, et al.A study of the schedule based on genetic algorithm for garment assembly line[J]. Journal of Textile Research, 2003, 24(5): 52-54.
[11] 李引枝. 縫紉生產流水線平衡方法的研究[J]. 紡織學報, 2002, 23(3): 54-56. LI Yinzhi, Study of assembly line balancing methods[J]. Journal of Textile Research, 2002, 23(3): 54-56.
Simulation of clothing sewing line and evaluation indexes
XU Yanni, ZHOU Haimei, WANG Lichuan, CHEN Yan
(CollegeofTextileandClothingEngineering,SoochowUniversity,Suzhou,Jiangsu215021,China)
In order to accurately accurate describe the production efficiency of a clothing sewing line, Based on analyzing the evaluation indexes in two aspects of the balance degree and the production efficiency as well as calculation methods, a simulation modeling method capable of demonstrating the production characteristics of the clothing sewing line was put forward. The established model was used to carry out simulation on a production line of T-shirts, relationships among balance degree indexes and the relationships between those indexes and the production efficiency were studies, and the accuracy, applicability and substitutability of the balance degree indexes on the evaluation of the production efficiency were analyzed, and the balance degree indexes for the evaluation of the line design solution were proposed.
clothing sewing; evaluation index; simulation; production efficiency; sewing line
10.13475/j.fzxb.20141202506
2014-12-17
2015-07-27
江蘇省產學研聯合創新資金資助項目(BY2012115)
徐燕妮(1990—),女,碩士生。主要研究方向為服裝縫制流水線仿真。陳雁,通信作者,E-mail:yanchen@suda.edu.cn。
TS 941.63
A
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國衛生(2014年11期)2014-11-12 13:11:32
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
俄羅斯問題研究(2012年1期)2012-03-25 09:54:51
