納秒脈沖激光在木材表面加工中的應用研究
2015-06-12 01:57:30楊春梅任洪娥馬洪斌
機械制造 2015年5期
□ 吳 哲 □ 楊春梅 □ 馬 巖 □ 任洪娥 □ 馬洪斌
東北林業大學 機電工程學院 哈爾濱 150040
在浮雕家具和雕刻木門的生產過程中,各個工序基本都可以實現機械化,僅砂光和打磨工序還只能以手工為主。由于浮雕家具和雕刻木門表面高低起伏變化較大,以及前期銑削加工過程中既會出現順紋逆銑,也會出現逆紋順銑,導致浮雕表面不同區域的毛刺形貌變化極大。這些原因會使軟砂光砂帶在對浮雕家具和雕刻木門等具有異形表面的木制品進行砂光打磨時,出現過砂或漏砂以及砂光打磨不均勻的現象,因此,浮雕家具和雕刻木門很難實現機械化砂光打磨,只能采取手工砂光打磨。但手工砂光打磨效率低、耗時長 (約占浮雕家具和雕刻木門生產時間的30%以上)、勞動力成本大。此外,在手工砂光打磨中產生的粉塵污染也極為嚴重,砂光打磨作業中將產生大量的粉塵,而逃逸到空氣中的粉塵會造成車間空氣及大氣污染,嚴重影響員工的身體健康[1-3]。
本文研究了激光加工技術在浮雕家具和雕刻木門砂光打磨中的應用,該實驗方案的實施,對異形表面木材的加工將具有革命性的影響,將使浮雕家具和雕刻木門實現機械化砂光打磨。
1 納秒脈沖激光加工木材表面的方案設計
針對用納秒脈沖激光去除木材表面毛刺的加工方式,本文進行了設計和前期論證,最終得到了如圖1所示的實施方案,該方案針對實驗中會出現的問題進行了具體論證和闡述。
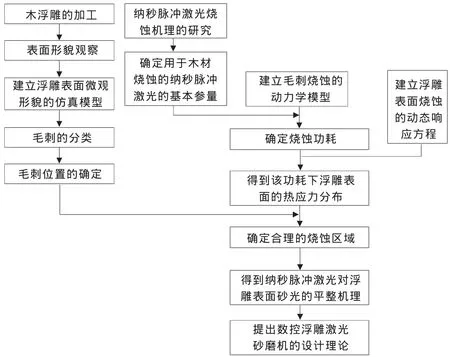
▲圖1 納秒脈沖激光加工木材表面的實施方案
(1)從木材加工后表面毛刺的細胞裂解形態入手,以木材的細胞為建模的最小單元,建立銑削后能反映木浮雕表面毛刺形貌變化的凸凹細胞仿真模型;由于銑削加工時,既會出現順紋切削,也會出現逆紋切削,導致木浮雕表面不同區域毛刺的微觀細胞裂解形貌是不同的,需要根據得到的仿真模型,對浮雕表面不同區域毛刺的細胞裂解形貌進行觀察和統計分類,并將細胞裂解形貌相同的毛刺在浮雕表面的直徑等級和位置進行標定,進而找出消除粗糙毛刺的最佳方法。
(2)研究納秒脈沖激光對木浮雕表面進行砂光打磨的燒蝕機理,充分掌握超短脈沖作用下由于激光能量快速沉積而產生的材料內部的非平衡態、材料屬性和微觀結構改變之間的聯系,解釋燒蝕材料的破壞閾值與脈沖寬度的依賴關系和燒蝕深度、燒蝕體積與激光強度的依賴關系。
(3)進行納秒脈沖激光去除木浮雕表面毛刺的熱平衡微分方程數值解的探索,具體過程是首先根據木浮雕表面毛刺的微觀細胞結構,建立毛刺燒蝕的熱力學模型,然后利用納秒脈沖激光燒蝕試驗臺進行單毛刺燒蝕試驗,檢測和驗證上述理論分析。以這些試驗作為微分方程的初始參數和微分方程常系數的標定原始參數,并采用數值解求出微分方程的理論解。
(4)應用微觀熱力學求出納秒脈沖激光燒蝕功耗的數值解以后,用高功率密度的納秒脈沖激光燒蝕系統的狀態變量和響應變量構建該系統的狀態方程,提取狀態趨向因子,最后建立系統的響應方程。建立高功率密度納秒脈沖激光束引起木浮雕表面溫升分布圖,在此基礎上,得到浮雕表面熱應力分布區域圖,從中找出激光砂光打磨合理凸起的燒蝕區域,并將此結果與銑削后浮雕表面毛刺的微觀細胞裂解的統計分類圖像相結合,完成納秒脈沖激光對整個木浮雕表面的砂光打磨。
2 激光與木材的作用機理
激光具有強度高、易于導向、光束聚焦光斑小等特點,同時易與數控系統配合,可以很容易地實現材料的數控精細加工。激光加工屬于非接觸加工,無機械加工變形,因此納秒脈沖激光去除銑削后木浮雕表面產生的不規則毛刺是完全可行的,可以在一定方向和微小面積上集中極大的能量,將木材表面的毛刺燒蝕干凈[4]。
設激光發光源的直徑為D,光束半發散角為θ,透鏡的焦距為f,聚焦面上的光點半徑為r,則r、f和θ之間有下列的近似關系[5]:

式中:dA為聚焦面的單元面積;dN為輻射通量。
激光器的激發點是圓孔,但由于材質和分布等原因,激光的聚集點呈現的并不是圓的,但為了近似地說明激光功率的聚焦性,本文以紅寶石激光器產生的脈沖振蕩為例,取其平均峰值輸出功率N=107W、θ=10-2rad、f=100 mm,則功率密度的平均值可以達到1010kW/m2,即 104kW/mm2,也就是在 1 mm2的面積共有上1萬kW的能量,這將使木材瞬間完全氣化。

光點的直徑d為:

由于受激光輸出功率或光束模式的影響,在材料的照射部位總有部分區域的光束功率密度低于蒸發所需要的。此外,在蒸發過程中形成了易燃和不燃的氣體,產生了水蒸氣,還殘留了一些沒有蒸發掉的焦炭,這些物質進一步燃燒,產生的熱量加速燒蝕過程的進行。對于各類激光光源來講,光束的傳送形式不同,d值的計算方法也略有不同,最小的焦斑直徑為:

式中:λ為激光的波長。
實際木材的燒蝕過程差不多在蒸發機制的同時都伴有燃燒過程的發生,這是因為蒸發機制雖然具有高效率,但需要高的激光功率密度,在直徑為d的聚焦面上的功率密度為:
3 激光設備的設計

▲圖2 實驗采用的激光加工實驗平臺
雖然目前國內外還沒有研究機構和企業將激光加工技術應用到浮雕家具和雕刻木門的拋光打磨中,但其在木制品的雕刻上已經應用多時,現在生產的激光雕刻機已經將激光雕刻和數控技術完美地結合在一起了,實現了木制品雕刻的自動化。因此完全可以將激光加工技術拓展開來,應用到浮雕家具和雕刻木門的拋光打磨中。考慮到本文方案的要求,并基于激光加工的特點、板材工件固定的需要以及成本要求,本研究中的激光設備要求有如下性能特點。
(1)縮短人工輔助測量時間、提高效率;(2)各零部件運動平穩,安全可靠;(3)激光頭轉動方向、距離及高度可數控調整以滿足工藝要求;(4)加工工序相對集中,自動化程度高,適用于不同規格板材的加工。
針對上述要求本研究設計了納秒脈沖激光加工試驗平臺,該平臺采用10 mm厚的高強度鋼板為基礎平臺,在平臺上通過螺紋連接的形式集成了相關附件。其中激光設備電源采用JDW3-250型激光電源,并應用PWF-200型國產聚光腔,冷卻系統采用PH-LW06-BLP型激光冷水機,激光器采用YAG激光器,聚焦系統采用一系列光學鏡片組合而成,激光的激發是以納秒級為單位,這種激光可以避免木材表面局部過熱,并減小熱影響區。該平臺的具體組成如圖2所示。
4 實驗參數對木材加工的影響
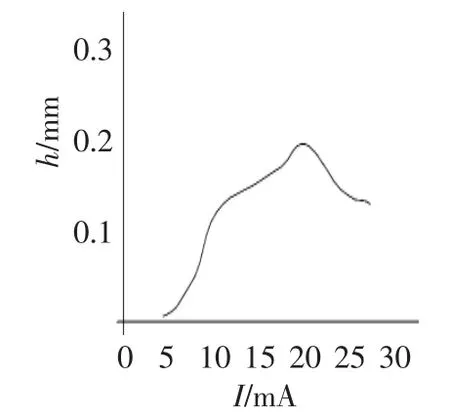
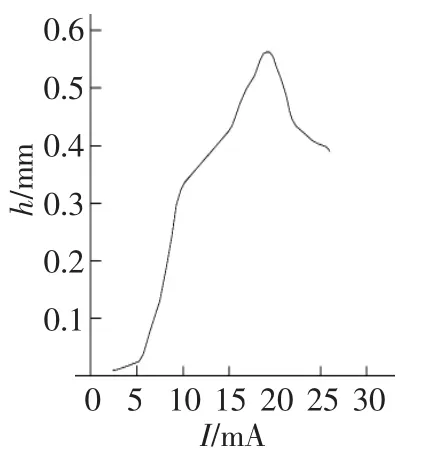
為了驗證激光加工實驗平臺對木材加工的效果,本文采用了不同的加工速度進行加工實驗,并測試改變激光器的輸入電流對加工深度的影響。實驗選取家具制造中常用的樺木科中的榿木為試材,首先在木工機床上把試件加工成大約為100 mm×80 mm的小木塊,然后分別在3 cm/s和5 cm/s的加工進給速度下進行木材加工實驗,觀察輸入電流對加工深度的影響,并且加工的時候順著木材紋理的方向進行加工,實驗結果如圖3和圖4所示。從兩個圖中的曲線可以觀察到在3 cm/s和5 cm/s的加工速度下,加工深度并不是隨著輸入電流的增大而一味呈現線性變化,而是當輸入電流達到20 mA時出現深度拐點,說明輸入電流對木材的加工深度會有很大的影響。
5 結束語
▲圖4 榿木在切削速度為5 cm/s時,切削電流與切削深度的關系
▲圖3 榿木在切削速度為3 cm/s時,切削電流與切削深度的關系
本文提出了用納秒脈沖激光加工木材表面的設計方案,闡述了激光與木材作用的機理,提出了一種納秒脈沖激光加工試驗平臺,并進行了激光燒蝕木材的初步試驗,取得了一定的研究成果,為納秒脈沖激光在木浮雕表面拋光中的應用奠定了基礎。
[1] 李賜生.木家具的砂磨技術和設備 [J].家具,2000(5):14-15.
[2] 付齊江.實木門加工工藝研究及重點[J].國際木業,2006(6):19-22.
[3] 沈文榮.關于影響砂光成本若干因素的分析[J].中國人造板, 2007(12):16-20.
[4] 金岡優,付長德.最新的激光加工技術 [J].電氣制造,2007(3):40-44.
[5] 樸永守.木材特種切削加工[M].哈爾濱:東北林業大學出版社,1990.
