聚晶金剛石微細立銑刀制造技術研究
2015-06-12 01:57:30吳春艷
機械制造 2015年5期
□ 張 堯 □ 吳春艷 □ 蘭 鴿
新疆工程學院 電氣與信息工程系 烏魯木齊 830091
微細銑削技術是微細切削技術的重點研究方向,因具有高效率、高柔性、能加工復雜三維形狀和多種材料的特點,已成為一個非常活躍的研究熱點[1]。微細銑削機理與傳統常規銑削機理相似,即使用微細銑刀去除工件材料形成加工表面。本文針對聚晶金剛石 (Poly Crystalline Diamond,PCD)微細立銑刀尺寸特點,提出PCD微細立銑刀總體制造方案并對制備工藝進行研究。
1 PCD微細立銑刀總體制造方案
目前商品化的微細立銑刀絕大多數是傳統的螺旋立銑刀,此類微細立銑刀采用精密磨削技術加工成形。對于本文所要制造的PCD微細立銑刀而言,由于聚晶金剛石具有高硬度特點,精密磨削存在著加工效率低的問題。
1.1 PCD微細立銑刀整體結構的確定
傳統的硬質合金微細立銑刀制造是采用精密磨削硬質合金棒的方法,使其磨削成形為微細立銑刀。對于PCD微細立銑刀而言,其制造僅僅使用精密磨削技術是很難成形的。PCD微細立銑刀刀具毛坯的加工是采用PCD復合片和硬質合金棒高頻焊接而成,然后采用電火花線切割使其成形為微細立銑刀。
1.2 PCD微細立銑刀制造方案的確定
PCD微細立銑刀的制造過程主要有以下3個步驟:①PCD復合片和硬質合金棒的切割,即采用電火花線切割技術在PCD復合片上切割出具有一定形狀及尺寸要求(3 mm×3 mm)的PCD刀片和25 mm長的硬質合金棒;②PCD刀片與硬質合金刀柄的結合,即對PCD刀片、硬質合金刀柄的待結合面進行機械、化學處理,采用高頻感應釬焊工藝將刀片焊接到刀柄上;③PCD微細立銑刀刀刃成形,即采用電火花線切割技術對PCD微細立銑刀毛坯進行加工,使其成為具有一定結構參數的微細立銑刀。

▲圖1 PCD微銑刀制造過程示意圖
PCD微細立銑刀制造過程如圖1所示,其中:圖1(a)為PCD復合片 (由PCD和硬質合金基體復合而成);圖 1(b)為 PCD 復合片的電火花線切割;圖 1(c)為PCD刀片與硬質合金刀柄的高頻釬焊;圖1(d)為PCD微銑刀刀刃成形;圖1(e)為具有一定刀刃形狀的PCD微細立銑刀。
2 PCD復合片和硬質合金棒的電火花線切割
PCD復合片和硬質合金棒的電火花線切割是加工PCD微細立銑刀的第一步關鍵技術,PCD復合片的加工技術有多種,其中最常用的技術有:PCD復合片精密磨削、PCD復合片電火花線切割、PCD復合片激光切割等。本文采用電火花線切割技術對其加工。
2.1 材料與設備
材料采用美國邦德公司生產的型號為BDM004的PCD復合片,此復合片的平均粒徑為4 μm,其導電性能良好,便于電火花線切割加工。采用株洲硬質合金集團有限公司的YL10.2(D3×L100)型硬質合金圓棒作為微細立銑刀的刀柄。電火花線切割設備是AGIE公司生產的CHALLENGE ECUT 2F慢走絲線切割機床,其加工精度為2 μm,能夠滿足微銑刀直徑在200~500 μm之間的加工要求。
2.2 PCD刀片和硬質合金刀柄的線切割成形
本文選用硬質合金圓棒的直徑為3 mm,所以在進行PCD復合片電火花線切割時,可以選擇3 mm×3 mm的正方形或直徑為3 mm的圓形。PCD復合片的電火花線切割如圖2所示,圖中的D為考慮了電極絲直徑和放電間隙在內的走絲軌跡間隔,其值為:

式中:D為考慮了電極絲直徑和放電間隙在內的走絲軌跡間隔;DPCD為電火花線切割正方形的邊長;d電極絲為電極絲的直徑;L為電極絲放電間隙。

▲圖2 PCD復合片的電火花線切割示意圖
3 PCD刀片與硬質合金刀柄的高頻釬焊
PCD復合片的基體是硬質合金材料,其對釬料的浸潤性較差,難以保證焊接質量。鎳鉻釬料對于硬質合金有著很好的浸潤效果,但是由于PCD層的耐熱溫度在700℃左右,其耐熱溫度較低,而鎳鉻釬料熔化溫度在1 000℃左右,此溫度會導致PCD層與硬質合金層之間因熱膨脹系數相差較大而產生焊接應力。所以必須找到既能保證焊接強度又能保證較低焊接溫度的焊接工藝,高頻釬焊能滿足上述要求,因此在PCD刀片焊接中得到廣泛應用。
3.1 實驗材料與設備
高頻釬焊的實驗材料有:切割好的PCD復合片、銀基焊膏、銀焊片、切割好的硬質合金刀柄、金相砂紙、無水乙醇。本實驗涉及到的試驗設備有:金相水磨機、超聲波清洗器、專用PCD微細立銑刀刀柄焊接夾具(自制)、高頻感應加熱設備(自制感應加熱圈)、紅外測溫儀。金相水磨機用于打磨PCD復合片的硬質合金基底和硬質合金圓棒,從而去除PCD復合片和硬質合金棒待結合面上的氧化層;超聲波清洗器用于清洗打磨過的PCD復合片和硬質合金刀柄,去除表面雜質;紅外測溫儀用于測量高頻釬焊過程中加熱區域的溫度變化。
3.2 實驗步驟
PCD復合片高頻釬焊由以下三步驟組成。
(1)高頻釬焊的前置準備。高頻釬焊的前置準備主要有:PCD復合片和硬質合金刀柄的機械打磨,PCD復合片和硬質合金刀柄的超聲清洗,PCD微細立銑刀刀柄焊接專用夾具的制備,高頻感應焊接銅圈的制作[2]等。
(2)高頻釬焊。按照從下到上的順序,將待結合面涂有銀焊膏的PCD復合片、銀焊片、硬質合金刀柄依次固定在PCD微細立銑刀刀柄焊接專用夾具上,要求保證PCD復合片中心與硬質合金刀柄的軸線重合,然后采用高頻感應釬焊進行焊接,焊接完成后在空氣中慢慢冷卻。高頻釬焊過程中的溫度控制和釬料選擇尤為重要,本實驗選用的釬焊材料為銀基焊片,焊接過程中的溫度控制曲線如圖3所示,由圖可知,其升溫速率或降溫速率Tt≤100℃/s,最高溫度Tmax≤770℃,保溫時間t=10 s。
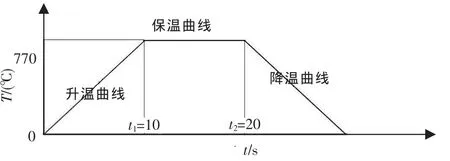
▲圖3 高頻釬焊過程中的溫度控制曲線
(3)高頻釬焊的后置處理。高頻釬焊的后置處理是指微細立銑刀刀柄表面雜質和焊接縫隙附近焊瘤的去除。高頻釬焊的后置處理主要是為后續工藝(PCD微細立銑刀的刀刃成形)作準備。后續工藝是采用電火花線切割加工使其成形的,電火花加工要求工件必須具有良好的導電性,而高頻釬焊后的刀柄由于其表面存在雜質而導電性差,所以必須進行高頻釬焊的后置處理。后置處理的主要方法是采用金相砂紙打磨PCD微細立銑刀刀柄表面,去除表面雜質和焊縫焊瘤。
4 PCD微細立銑刀的刀刃成形
4.1 加工設備
電火花線切割設備是由AGIE公司生產的CHALLENGE ECUT 2F 慢走絲線切 割機床[3],該機 床屬于高精密低速走絲電火花線切割機床,具有高速、精密、微細加工功能,其最大切割速度為300 mm2/min,定位精度≤0.005 mm,最佳表面粗糙度Ra≤0.2 μm,絲徑范圍在0.03~0.3 mm,能夠滿足微銑刀直徑在200~500 μm之間的加工要求。
▲圖4 聚晶金剛石微細立銑刀的刀刃成形具體工藝步驟
▲圖5 刀刃直徑0.5 mm的Δ型PCD微細立銑刀
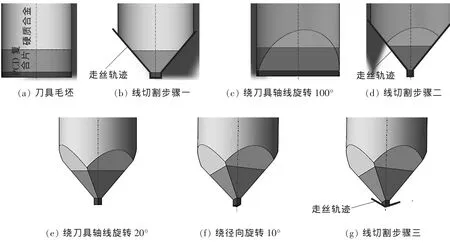
4.2 刀刃成形步驟
PCD微細立銑刀的刀刃成形具體工藝步驟如圖4所示,其中圖 4(a)為 PCD 微銑刀刀具毛坯;圖 4(b)為刀具毛坯側面線切割步驟一;圖4(c)為PCD微細立銑刀繞刀具軸線旋轉100°;圖4(d)為PCD微細立銑刀線切割步驟二;圖4(e)為PCD微細立銑刀繞刀具軸線旋轉 20°;圖 4(f)為 PCD 微細立銑刀繞徑向旋轉 20°;圖4(g)為PCD微細立銑刀線切割步驟三。
5 實驗結果分析
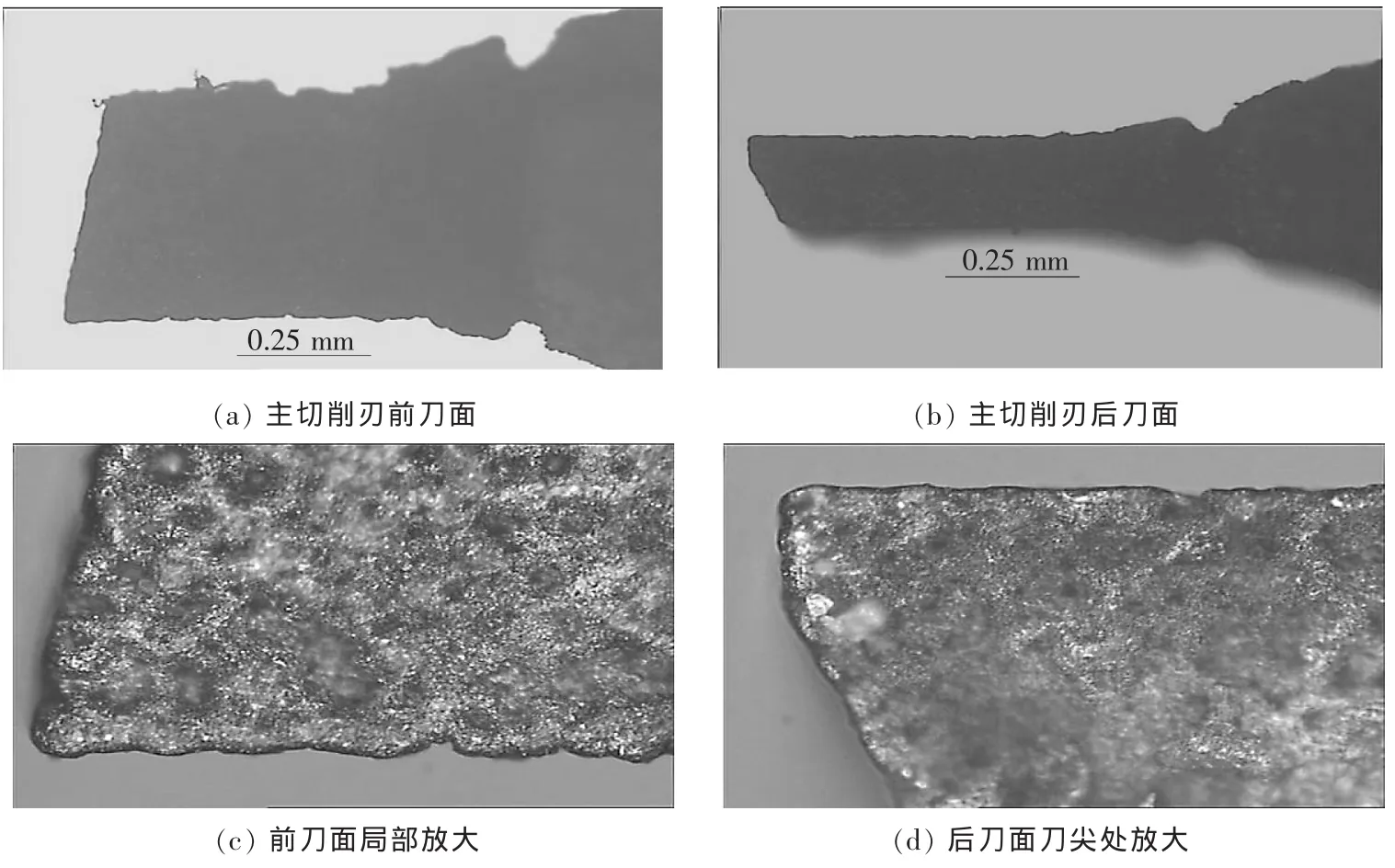
在光學顯微鏡下刀刃直徑0.5 mm的Δ型PCD微細立銑刀如圖5所示,其中,主切削刃前刀面如圖 5(a)所示,主切削刃后刀面凹坑如圖5(b)所示,圖5(c)為主切削刃前刀面局部放大,圖 5(d)為主切削刃后刀面刀尖處放大。經過測量得知,PCD微細立銑刀具有良好的幾何位置精度,但是其刀刃邊緣和刀具表面具有明顯的電極絲凹坑,且凹坑直徑在100 μm左右,表面質量較差。具體原因是在精加工過程中,電極絲的放電能量太低,加工時斷時續,從而形成鋸齒狀刀刃。對于電火花線切割后刀具表面質量較差的問題,可以從兩個方面考慮。一方面,可以研究線切割的工藝參數對其成形的影響,進一步提高刀具品質;另一方面,可以考慮利用在線電解修正砂輪(ELID)磨削技術對其磨削處理,提高刀具表面質量。
6 結束語
本文提出PCD微細立銑刀的總體制造方案,確定制造過程中的3個主要步驟:PCD復合片的切割、PCD刀片與硬質合金刀柄的結合、PCD微銑刀刀刃成形,并且對于每一個工藝步驟進行具體研究討論,探究提高PCD微細立銑刀的制造技術。
[1] 李迎.微銑削加工技術研究現狀及發展趨勢[J].電子機械工程,2008,24(6):26-32.
[2] 王適,張弘,于宏圖.聚晶金剛石復合片高頻感應釬焊的試驗研究[J].工具技術,2002,36(8):19-22.
[3] 趙星.基于AGIE CHALLENGE ECUT 2F機床的微細電火花線切割加工技術實踐研究 [D].南京:南京航空航天大學,2006.
