304不銹鋼盒形件充液拉深成形數(shù)值模擬研究
2015-06-21 11:53:54張秋婉李琳陳忠家佟坤合肥工業(yè)大學(xué)材料科學(xué)與工程學(xué)院
鍛造與沖壓 2015年12期
文/張秋婉,李琳,陳忠家,佟坤·合肥工業(yè)大學(xué)材料科學(xué)與工程學(xué)院
304不銹鋼盒形件充液拉深成形數(shù)值模擬研究
文/張秋婉,李琳,陳忠家,佟坤·合肥工業(yè)大學(xué)材料科學(xué)與工程學(xué)院

張秋婉,主要從事塑性成形工藝及數(shù)值模擬、沖壓速度對板材組織與性能的影響研究。
板材拉深件在電子、汽車、儀表和機(jī)械等方面都有著廣泛的應(yīng)用,而盒形件是金屬薄板拉深成形中較為典型的沖壓件,如實際生產(chǎn)中的電池盒、汽車反光鏡和汽車油箱等都為盒形件。盒形件是非回轉(zhuǎn)對稱成形的零件,由于盒形件形狀的非軸對稱性和自身結(jié)構(gòu)的復(fù)雜性,決定了盒形件成形時材料的變形較為復(fù)雜,因此研究這類件的成形規(guī)律,不僅為這類件成形工藝參數(shù)和工藝步驟的制定提供了理論和實驗依據(jù),同時也為其他復(fù)雜曲型件成形規(guī)律的研究奠定了理論基礎(chǔ)。
另外一方面,充液拉深作為一種全新的軟模成形方法,可簡化模具結(jié)構(gòu)、降低生產(chǎn)成本和提高零件成形質(zhì)量,得到世界沖壓行業(yè)的高度認(rèn)可和廣泛關(guān)注。并且,隨著計算機(jī)和有限元仿真技術(shù)的迅猛發(fā)展,金屬材料的沖壓成形得到極大的推動,板材充液拉深研究的一個新的標(biāo)志就是有限元方法的引入。因此,本文介紹了采用充液拉深技術(shù)對盒形件進(jìn)行拉深成形的方法,并采用有限元軟件對盒形件充液拉深過程進(jìn)行數(shù)值模擬研究。本文所述項目由國家自然科學(xué)基金重點資助(項目編號51135004)。
盒形件拉深成形工藝分析及工藝參數(shù)設(shè)計
盒形件拉深工藝分析
盒形件是典型的非回轉(zhuǎn)對稱拉深制件,由于盒形件形狀的非軸對稱性和自身結(jié)構(gòu)的復(fù)雜性,決定了盒形件成形時材料的變形較為復(fù)雜,盒形件的拉深過程中表現(xiàn)為應(yīng)力、應(yīng)變分布不均勻、變形分布不均勻和材料流動速度不均勻,正是成形過程的不均勻性導(dǎo)致了盒形件的成形難度較大。根據(jù)盒形件的幾何特點,通常盒形零件可以看做是2個長度分別為A-2r和B-2r的直邊部分及4個半徑均為r的圓角(1/4圓柱面)部分,如圖1所示。為了方便研究,一般把圓角區(qū)按拉深變形,直邊區(qū)按簡單的彎曲變形處理,但實際上圓角區(qū)和直邊區(qū)互相牽制和影響,是一個有機(jī)的整體,故不能簡單地將盒形件零件的拉深變形理解為單純的直角區(qū)彎曲變形和圓角部分的拉深變形。目前,盒形件拉深成形的研究手段主要是以實驗及有限元模擬結(jié)合為主。
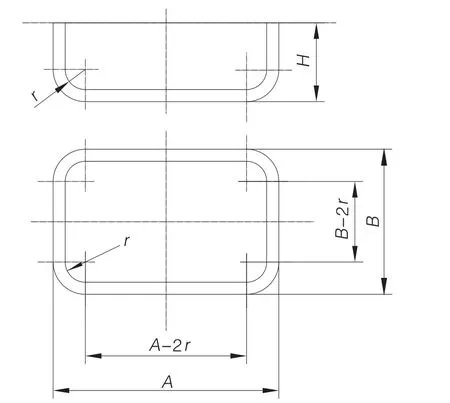
圖1 盒形件結(jié)構(gòu)特征
盒形件拉深毛坯確定
本文研究的盒形件長邊A=80mm,短邊B=50mm,盒形件的高度H=30mm,盒形件兩直邊的圓角半徑r=16mm,凸模圓角半徑rp=10mm,凹模圓角半徑rd=10mm。為了得到成形質(zhì)量良好的盒形件,盒形件拉深凹模必須具有一定圓角半徑以減少成形缺陷的產(chǎn)生,因此本文研究中先拉深得到帶有凸緣的盒形件,拉深完成后再將工件的凸緣予以切除。確定盒形件拉深時毛坯形狀和尺寸的原則是在保證零件質(zhì)量的前提下,盡可能地節(jié)約原材料,并提高成形極限。根據(jù)盒形件的幾何特征,本文盒形件的拉深毛坯采用長圓形坯料,長圓形毛坯的特征如圖2所示。由圖可知,長圓形毛坯是由兩個半圓弧和中間兩平行邊所組成的。根據(jù)沖壓手冊相關(guān)計算公式,計算可得長圓形毛坯的圓弧直徑R0=49mm,長度L=128mm,由此確定長圓形毛坯的形狀和尺寸。
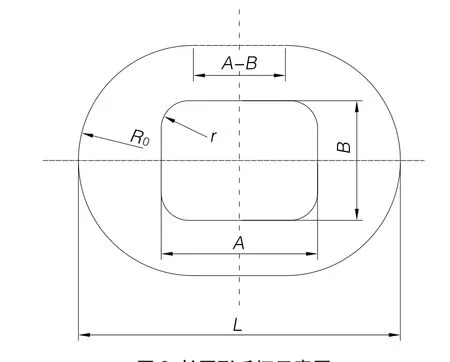
圖2 長圓形毛坯示意圖
盒形件拉深壓邊力和充液壓力確定
由于盒形件在拉深成形過程中,變形沿周向分布極為不均勻,各個變形區(qū)板坯厚度、應(yīng)力和應(yīng)變大小以及起皺趨勢都存在較大差異,為了改善拉深成形中壓邊圈與板料的接觸情況,更有效地控制材料流動,從而得到更為合理的壓邊力和成形效果,國內(nèi)外研究人員提出了分塊壓邊的壓邊力控制方法。因此,本文采用放射性分區(qū)壓邊圈,分區(qū)角度分別為70°、110°、70°和110°,其中盒形件長邊對應(yīng)70°壓邊,盒形件短邊對應(yīng)110°壓邊,放射性分區(qū)壓邊圈的具體特征如圖3所示。
在盒形件的充液拉深過程中,為得到成形質(zhì)量較好的零件,必須選擇合適的壓邊力組合,如果壓邊力過大,會使得拉深力增大,導(dǎo)致制件在拉深過程中發(fā)生破裂,而壓邊力過小,則會使工件的內(nèi)壁和凸緣發(fā)生起皺缺陷。根據(jù)沖壓手冊相關(guān)公式計算可得,長邊的壓邊力可在16~28kN之間取值,短邊的壓邊力可在25~38kN之間取值,本文數(shù)值模擬研究長邊壓邊力選為24kN,短邊壓邊力選為34kN。根據(jù)課題組已有的研究,本文數(shù)值模擬充液壓力選為3MPa。
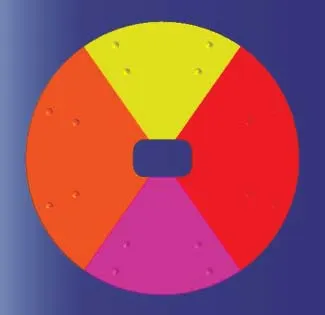
圖3 放射性分區(qū)壓邊圈示意圖
盒形件充液拉深數(shù)值模擬
本文采用UG軟件對盒形件進(jìn)行三維建模,分別建立凸模、壓邊圈、板料、凹模的CAD模型,然后將igs格式的文件導(dǎo)入到Dynaform5.7中進(jìn)行網(wǎng)格劃分,全部單元均采用殼單元,板坯劃分為2mm×2mm的四邊形網(wǎng)格單元,并利用LS-DYNA求解器對盒形件充液拉深成形過程進(jìn)行數(shù)值模擬研究,因盒形件為對稱圖形,因此在建立有限元模型時僅取了1/4工件,以提高模擬分析效率。實驗時選擇304不銹鋼作為模擬材料,選用BT殼單元模型及18號材料模型,充液拉深深度為30mm,凸模與板材摩擦系數(shù)設(shè)為0.17,板料與壓邊圈間由于有一定液體潤滑作用,二者之間的摩擦系數(shù)設(shè)定為0.12,壓邊圈與凹模與板料摩擦系數(shù)設(shè)為0.05(充液拉深過程中,液體在板料與凹模之間產(chǎn)生了流體潤滑作用,使凹模圓角處板料和凹模圓角的摩擦有效降低,故摩擦系數(shù)設(shè)置低點,與實際充液拉深工況保持一致)。
為了在Dynaform5.7軟件中實現(xiàn)盒形件的充液拉深,需要進(jìn)行如下設(shè)置:在Dynaform5.7軟件的“Sheet forming”對話框中選擇“Process”選項卡,然后單擊“drawing”工序,并選擇“Hydro”復(fù)選框,在“Hydro mesh”下拉列表中選擇“Below”選項,該選項表示液體壓力將作用在毛坯下面,采用的是被動式板料液壓脹形方式進(jìn)行模擬。最終建立的盒形件充液拉深有限元模型如圖4所示,在Dynaform5.7軟件中對盒形件的充液拉深過程進(jìn)行數(shù)值模擬,最終所獲得拉深制件如圖5所示,由圖可知充液拉深所獲得盒形件的成形質(zhì)量較好,無起皺和拉裂現(xiàn)象。
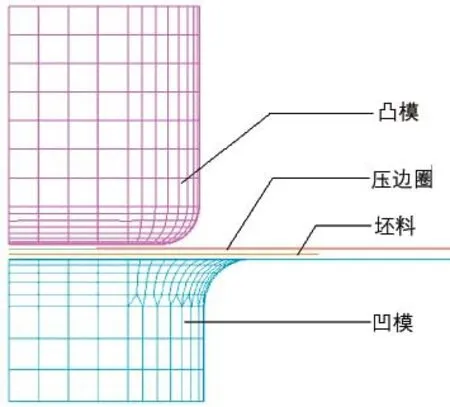
圖4 盒形件充液拉深有限元模型
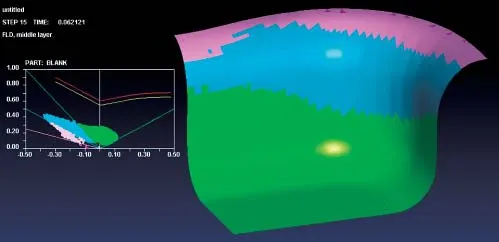
圖5 充液拉深模擬結(jié)果
結(jié)束語
盒形件是典型的沖壓件,本文通過分區(qū)壓邊設(shè)計和充液拉深技術(shù),成形出質(zhì)量較好盒形件,為該類零件的拉深成形工藝設(shè)計提供一定參考。另外一方面,根據(jù)沖壓零件不同階段的變形特點,采用變化的成形速度模式,通過控制板料流動和應(yīng)變速率的大小,改變變形區(qū)的應(yīng)力、應(yīng)變狀態(tài),可以提高板料的成形性能和減少拉裂起皺等缺陷。因此,在后續(xù)的研究工作中,可以考慮變速沖壓對盒形件充液拉深成形質(zhì)量的影響。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
