壓合模技術及應用(下)
2015-06-21 11:53:56董劍安上海賽科利汽車模具技術應用有限公司
鍛造與沖壓 2015年12期
文/董劍安·上海賽科利汽車模具技術應用有限公司
壓合模技術及應用(下)
文/董劍安·上海賽科利汽車模具技術應用有限公司
《壓合模技術及應用(上)》見2015年第10期
雙向連桿機構及應用
雙向連桿機構是在一次預壓合運動中,可以完成兩種或兩種以上的運動,兩種運動的方式及軌跡完全不同。雙向連桿按工作的運動軌跡分類有三種形式:轉動后平動、轉動后轉動、平動后轉動。
單連桿及平行連桿的選擇條件主要依彎曲線的變化決定,而雙向連桿主要適用于產品彎曲截面的傾斜角度大的地方。一般傾斜角大于60°采用雙向連桿機構,如后行李廂的壓合。預壓合的彎曲角度盡可能小于40°。當翻邊角度在60°時,可以考慮不用預壓合。當斷面高度差小于40mm時,采用轉動后轉動;當斷面高度差大于40mm時,采用轉動后平動。
復合連桿滑塊機構將鉸鏈機構與滑塊機構有機結合,可以完成零件特殊部位的預壓合,如門框處的壓合及頂蓋天窗的壓合。在一些自壓合部位也可采用復合連桿滑塊機構,一般以非標設計為主。
預壓合標準機構一般采用三協標準,主要有四種類型:HPSL(角部連桿機構)、HPPC(單連桿機構)、HPPL(平行連桿機構)、HPPWF(雙向連桿機構)。
預壓合的時序及機構間的分界點的選取
預壓合的時序
預壓合的時序是指預翻邊各機構的先后順序,時序直接影響到零件的穩定性。零件的預壓合先后順序可用1、1′、2代表,其中1′預壓合在1之后2之前。
⑴門板總成的預壓合時序。
門板總成從產品前后的預壓合開始,需要控制外板上下方向的偏移。前后條件接近,另外,棱線容易貼下模。門板總成的預壓合時序,如圖8所示。
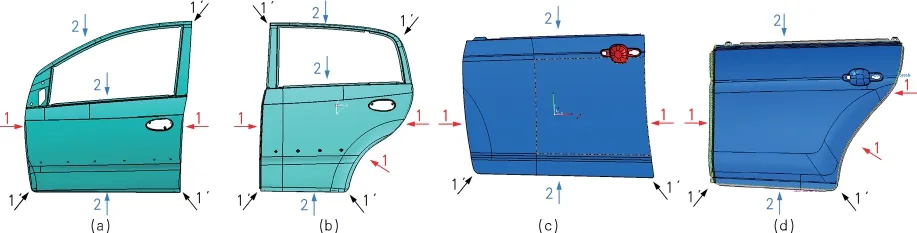
圖8 門板總成的預壓合時序
⑵發蓋總成的預壓合時序。
發蓋總成從產品左右兩側開始預壓合。外板件設計向產品前側讓開時,前燈側優先壓合;產品設計為靠格柵側向下塌的前蓋時,產品前側和產品后側的預壓合開始時間要一致。發蓋總成的預壓合時序,如圖9所示。
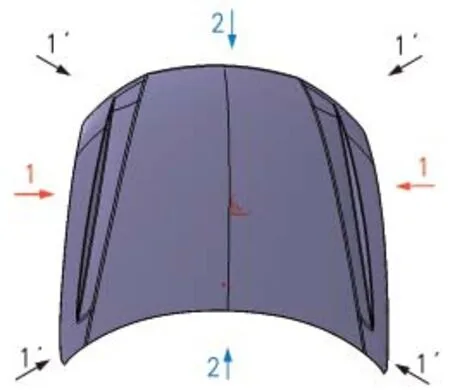
圖9 發蓋總成的預壓合時序
⑶后背門總成的預壓合時序。
后背門總成后側壓合從產品左右的預壓合開始,控制外板上下方向的偏移,后背門總成側面壓合從產品上側和產品下側的預壓合開始統一時間。角落部按上述順序包完后再開始預壓合,直到全部預壓合刀塊加工完成后再開始回退,防止位置偏移。后背門總成側面有側燈邊緣時,先包側燈邊緣的縱部,使產品穩定。后背門總成的預壓合時序,如圖10所示。
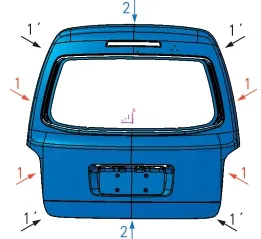
圖10 后背門總成的預壓合時序
機構間的分界點的選取
由于各種機構間運動軌跡不同,零件各部分的壓合狀態不同,各個拐角之間的接刀點是容易產生壓合缺陷的地方。因此,機構間的分界點的選取至關重要。
以門外板為例,半徑大于100mm的拐角部要在R的中心附近分割預壓合凹模鑲塊,根據翻邊凸緣長度調整加壓卷邊的彎曲角度,以便同預壓合時間合拍;小半徑的拐角部要在R末端上分割預壓合凹模鑲塊,選擇易于預彎的方向加上延長,或追加拐角的壓合機構;對于由鈍角形成的拐角R,要把一側的預壓合刀塊延長到R的切點5~10mm后進行分割;在拐角小于100mm的壓合中,與一般部位的預壓不同,要另行增加拐角機構和角部聯接機構進行壓合。
拐角處分塊布置不好易產生零件缺陷。以后蓋為例,后蓋下邊兩側R角壓合后易產生包邊輪廓不順(圖11)。兩個機構上的預推刀預推后的一致性難以保證,此類大R角區域預推刀設計成一塊,可優化兩個預推刀盡量保證預推后的一致性,避免R角交刀帶來的缺陷,保證產品輪廓的順暢。大R角區域錯誤的布置情況,如圖12所示。
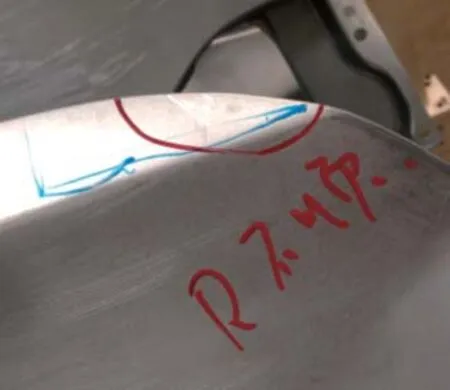
圖11 包邊輪廓不順

圖12 大R角區域錯誤的布置情況
終壓合
終壓合是預壓合完成后,將外板凸緣面包緊內板,完成內外板的壓合裝配工序。終壓合可分為垂直終壓合和機構終壓合兩種。因終壓合的進入角度而異最終壓合工序及產品效果都會產生變化,進入角越小,卷邊后輪廓L越往里邊收縮。終壓合進入角小于55°時,預壓合后實施終壓合;終壓合進入角大于等于55°時,使用平行連接及正規連接器具,不經預壓合,直接進行終壓合(只適用于直線段,曲線段終壓合進入角須30°)。終壓合連桿機構的選擇方式與預壓合連桿機構的選擇標準相同。終壓合鑲塊主要包括鑄態終壓合鑲塊和鍛態終壓合鑲塊兩種常用形式。
壓合零件的定位
⑴壓合模零件的內外板定位設計原則。
外板通過定位板定位,定位板的布置應躲避產品的變形區,一般在零件平緩的直線部分,盡可能布置在翻邊高度高的地方,以保證產品質量。定位板必須加調整墊片。內板通過導正銷定位,一個主基準圓銷加一個輔助基準棱銷的方式,要保證導正銷的位置在X、Y方向可調,以應付產品變形等因素。
⑵壓合模零件的外板過渡定位設計。
過渡定位設計是指模具在調試過程中,由于外板的外定位是以外板的邊緣來定位,在模具調試過程中外板的輪廓線會變動,同時外板有回彈及重力下垂導致外定位不準確,所以一般會增加過渡定位。
過渡定位有三種形式:①外板有孔,采用零件的孔來定位;②外板沒有孔,在模具的沖壓工序中選擇與壓合沖壓方向接近的工序,沖制1~2個φ16的孔用于壓合的定位,我們稱它為檢知孔,檢知孔也要在檢具上作出,可以確定外板的單品尺寸偏差,有利于壓合的調試;③利用模具的CH孔(研模用工藝孔)來做壓合過渡定位,由于CH孔在拉延工序沖孔,且沖孔不壓料,孔有變形,且沖壓方向與壓合方向差太大,一般不建議使用所有過渡定位,在壓合模調試完成時要取下。
外定位不好產生的缺陷:①翻邊輪廓變化快的區域預推后定位讓開易產生凸包,再正壓后會產生褶皺;②定位器設計在直線翻邊輪廓區域和變化平緩的曲線翻邊輪廓區域,可以避免上述問題。
壓合模的壓料方式
內板壓料裝置的設計
壓料方式主要有兩種:局部壓料和周圈壓料。局部壓料可分為局部型面壓料、局部彈頂銷壓料和局部螺栓壓料三種。局部壓料一般采用自重、氣缸或彈簧壓料,壓力一般為400~500kg,結構簡單,費用低,可達到合格產品要求。周圈壓料靠彈簧或氮氣缸,結構比較復雜,由于壓的是內外壓合處的法蘭邊,且壓料力較大,一般壓力在10~20t范圍內,壓合質量較好。壓料板設計要注意內外板需要同時壓料,防止壓合過程零件竄動。壓料裝置的設計需注意壓料位置、導向位置及壓料板的平衡等。
外板壓料裝置的設計
預壓合由于接觸狀態及翻邊的不同時,外板會產生位置的竄動,由于壓料板的壓力一般不能太大,太大會產生內外板的變形,為防止此類情況,需要對外板進行壓料。選擇外板較平緩的區域,同時內板在此區域有大的孔,壓料板穿過內板對外板實行壓料 ,壓料區域不要選擇在外板的特征線上,壓料要單獨分塊加調整墊片,可調節壓力的大小,同時可以可調整對內板的壓力,也可以取消四角的平衡壓力裝置。
內板局部型面壓料是目前常用的壓料方式,要注意直線部分可以少壓料,曲線部分要多壓料,內板壓料寬度3~5mm,此時可以取消外板壓料。
行程線圖的繪制、調速及干涉檢查
行程線圖的繪制
行程線圖的繪制及調速是壓合設計的難點,也是核心技術。首先,繪制每個壓合機構的行程線圖,計算好在目前驅動器狀況下壓合過程中關鍵點的時間,主要是滾輪啟動、預壓合開始、結束、回歸開始、干涉點等。然后,將各機構的行程線圖合在一起,繪制成組合式行程線圖。再對機構間進行調速,確定上驅動器的規格、壓料板行程及導向行程。預彎凸模鑲塊與終壓凸模鑲塊在工作中有公共區存在,因此,凸模之間運動的干涉檢查非常必要。
壓合時序與行程線圖調速
根據不同的制件類型確定預壓合時序,調整各個預推機構的行程。調整預推機構的行程主要是調整插刀上安裝塊的直線段的長短,依據不同的翻邊順序調整各自直線段的長短。直線段越長,行程越大;直線段越短,行程越小。
輸送機構的設計
輸送機構是產品傳輸過程的重要保證。舉升機構用于凹模內部產品的起落。舉升行程的選取要保證傳輸中不與打開后的機構、鑲塊及壓料板干涉。滾輪輸送主要用于油壓機上壓合模。設計時要注意凹模內滾輪與前后滾輪的距離和高低差,以保證制件傳輸的穩定。皮帶輸送裝置主要用于包邊機上壓合模。前端擋料裝置用于輸送到位的定位,設計時要注意擋料裝置回位后是否與工件的傳輸干涉。護板導向裝置用于輸送過程中的初定位,設計時要注意與上底板和連桿機構是否干涉。有些產品(如行李廂)的輸送只能在壓合區域上,這種情況下的輸送機構只能采用翻轉機構,并且護板導向與輸送可以做在一個翻轉機構上。自動傳輸式包邊機上的壓合模,需要定義各機構動作的先后順序,體現模具運行狀況,滿足廠家對生產節拍的要求。通常采用接近開關、磁性開關、電磁閥、馬達、壓力繼電器等元件輸出電信號,以實現對動作的控制。
壓合模與包邊機、整線控制系統共用同一控制盤,控制盤的設置需模具廠家與包邊機廠家協商確定。壓合模廠家提供給包邊機廠家電路圖、氣路圖及動作時序圖;包邊機廠家提供給壓合模廠家接線號,由包邊機廠家負責PLC編程。
壓合前外板翻邊設計
單品件沖壓工藝是獲得合格壓合產品的前提,且與壓合工藝相協同,才可以獲得很好的壓合產品。因此,單品壓合前翻邊狀況(翻邊角度與高度、各部位的滾線值的確定、翻邊根線的R值的大小、壓合的沖壓方向、零件內外板的初始定位方式)的要求,要由壓合工藝人員及沖壓工藝人員根據壓合采取的結構樣式提出要求。
壓合前夾角是壓合工藝制定的重要依據,也是壓合可行性的重要因素。包邊機及油壓機上的壓合模方式都是在上滑塊的一次行程下,進行預壓和終壓,兩次壓合,從而達到產品要求。該方式對壓合前產品夾角的通常要求為:壓合前最大夾角小于等于105°(含回彈3°)。當壓合前夾角大于105°時,要考慮兩次預壓合。經過多車型的驗證,在滿足上述壓前角的情況下,一般壓合都比較穩定。但該角度不是絕對的,有些產品狀況,沖壓工藝限制或要保證內板能夠放入外板,局部會出現超差,需要考慮產品超差的區域、剛性狀況和翻邊高度,來決定壓合的可行性。
壓合后總成輪廓精度的保證主要靠外板單品翻邊棱線的精度和預壓合型面的精度來保證。壓合過程中,翻邊棱線會發生滾動,因此在外板單品翻邊棱線設計中,應將預測的滾動值考慮進去,才能保證壓合后的總成輪廓精度。壓合滾線值S主要取決于壓合方式、翻邊高度、壓合前夾角、產品的曲率狀況和翻邊內圓角半徑等多個因素。包邊機及油壓機上的壓合模,滾線值S的預測,整體上為平緩處向內滾動0~0.8mm。翻邊內圓角半徑R值越小,越有利于折邊,且滾線值越小。一般R取0~0.2mm。翻邊高度取決于產品設計的壓合邊的高度。如果產品設計不合理,會對壓合的成形及零件的質量有很大的影響,要及時提出產品更改申請。
結束語
壓合模在整個研發制造過程中牽涉的問題很多,技術難,周期長,對設計、加工、調試都有很高的要求。國外的壓合模技術已相對成熟,而國內還處在發展階段,誰能及早掌握這門技術,誰就能領先于市場與國際同行競爭。預翻機構的選用是壓合模技術的核心,也是模具成敗的關鍵。選擇合適的機構、設計正確合理的時序及正確的分塊,才能保證零件的質量和生產的穩定。合適的預翻機構、預翻角度及預翻時序是保證零件質量的關鍵。預翻機構的選擇需要一定的數理計算和經驗積累,能夠靈活使用預翻機構是壓合模核心技術的體現。研究和開發壓合模技術,對整個汽車行業具有非常重要的意義。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
