鋁合金零件翻邊拉深復(fù)合成形工藝研究
2015-06-21 11:53:58韓來福房文麗郭秀江內(nèi)蒙古一機(jī)集團(tuán)特種技術(shù)裝備有限公司
鍛造與沖壓 2015年12期
關(guān)鍵詞:變形
文/韓來福,房文麗,郭秀江·內(nèi)蒙古一機(jī)集團(tuán)特種技術(shù)裝備有限公司
鋁合金零件翻邊拉深復(fù)合成形工藝研究
文/韓來福,房文麗,郭秀江·內(nèi)蒙古一機(jī)集團(tuán)特種技術(shù)裝備有限公司

韓來福,高級工程師,主要從事沖壓技術(shù)工作。主持完成的《車輛典型沖壓件成形技術(shù)研究》項(xiàng)目獲得一機(jī)集團(tuán)公司科技進(jìn)步二等獎,擁有8項(xiàng)專利,主管及參與的項(xiàng)目曾多次獲得過省部級科技進(jìn)步獎、優(yōu)秀成果獎。
沖壓成形工藝中,內(nèi)凹形翻邊與拉深復(fù)合成形,是屬于復(fù)雜曲面形狀的拉延成形。例如某零件材料為鋁板5A02-O,厚度為1.5mm,在試制生產(chǎn)時,不合格品率一直很高,廢品率高達(dá)50%,主要問題是零件在成形時易產(chǎn)生起皺與拉裂,如圖1所示。
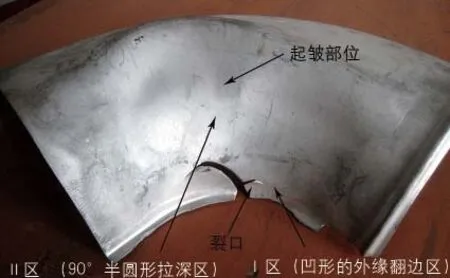
圖1 產(chǎn)生起皺、裂口的零件
起皺與裂紋產(chǎn)生的原因及分析
材料對成形零件質(zhì)量的影響
表1所示為包含5A02-O在內(nèi)的三種材料的力學(xué)性能對比分析。從中可以看出,鋁合金3A21-Y1的成形塑性是最好的,但是強(qiáng)度較低,不符合設(shè)計(jì)的強(qiáng)度指標(biāo)要求;而鋁合金5A06-O成形塑性是最差的,但其強(qiáng)度指標(biāo)是最高的;鋁合金5A02-O的性能是處于前兩種材料之間的。在沖壓批量生產(chǎn)中發(fā)現(xiàn),以上三種材料,在不增加熱處理工序的情況下,材料5A02-O、5A06-O,產(chǎn)生裂紋裂口不能正常生產(chǎn)(圖1),而用材料3A21-Y1則能夠成形出合格零件。

表1 材料機(jī)械性能對照表
由于5A02-O是鋁鎂合金,常溫下塑性較差,故在沖壓成形工藝中,翻邊拉深較為復(fù)雜的零件時,在凸緣邊緣處易產(chǎn)生開裂,難度較大。也就是說,鋁合金材料5A02-O在不采取熱處理的情況下,其沖壓成形性能是很差的。
翻邊成形的工藝性分析
該零件在Ⅰ區(qū)的成形屬于內(nèi)凹形的外緣翻邊(圖1),其變形特點(diǎn)近似于內(nèi)孔翻邊,變形區(qū)主要為切向拉伸。經(jīng)計(jì)算,其內(nèi)凹形的外緣翻邊變形程度E凹為37,但是材料5A02-O的外緣翻邊允許極限變形程度為35,因E凹大于材料允許的極限變形程度,故該零件在成形翻邊時產(chǎn)生裂口。
在Ⅱ區(qū)的成形截面屬于半圓形拉深成形(圖1),其變形特點(diǎn)近似于半圓形截面沿投影90°直角的軌跡拉深成形的零件,在90°區(qū)域內(nèi)很容易產(chǎn)生聚料而失穩(wěn)起皺(圖1)。
壓邊力對拉延成形過程的影響
半圓形零件拉延成形時對凸緣的約束力存在一個最佳值。在拉延過程中,壓邊力的主要作用是用來增加坯料的拉應(yīng)力,控制材料的流動,避免起皺。壓邊力太小,板料拉延時會起皺;壓邊力太大,板料拉延時就會有被拉裂的危險。因此確定拉延工藝時,最佳的壓邊力是等于防止板料起皺的最小壓邊力。經(jīng)過試沖并批量生產(chǎn),得到如表2所示的壓邊圈壓邊力對拉延過程的影響數(shù)據(jù)。
改進(jìn)措施
進(jìn)行退火熱處理
技術(shù)人員通過外出調(diào)研,對5A02-O材料的退火性能有了進(jìn)一步掌握,根據(jù)沖壓特性的要求,進(jìn)行完全退火,并注意以下具體事項(xiàng):
⑴加熱速度。加熱速度與再結(jié)晶后的晶粒度成反比,故應(yīng)選擇鋁合金退火爐來保證加熱速度。
⑵加熱溫度、保溫時間。高溫短時加熱可獲得細(xì)小的晶粒,反之,保溫時間過長,由于晶粒的相互吞并而長大,形成聚合再結(jié)晶,會得到粗大的晶粒而影響性能。
經(jīng)過重新退火,伸長率由規(guī)定的18%提高到21%,并使板材整體伸長率均勻,增加了可沖性,使沖壓裂紋由90%降低到10%。
改進(jìn)模具氣墊板結(jié)構(gòu)
在模具壓邊圈上加工一個深度1.6mm 的壓邊槽(圖2),拉延前將零件毛坯放在壓邊槽內(nèi)(毛坯厚度為1.5mm)。根據(jù)板料在沖壓成形過程中“弱區(qū)先變形”的特點(diǎn),在開始壓緊毛坯成形時,因零件凸緣區(qū)有0.1mm的間隙,可以控制調(diào)節(jié)壓邊力,達(dá)到先小后大的效果,使凸緣區(qū)外邊緣的材料先變形流動,從而可以減小凹模口部圓角半徑處的徑向拉應(yīng)力,從而達(dá)到既可以限制成形Ⅱ區(qū)域的起皺又可以減少成形Ⅰ區(qū)域裂紋的效果。圖3所示是改進(jìn)后成形出的零件。
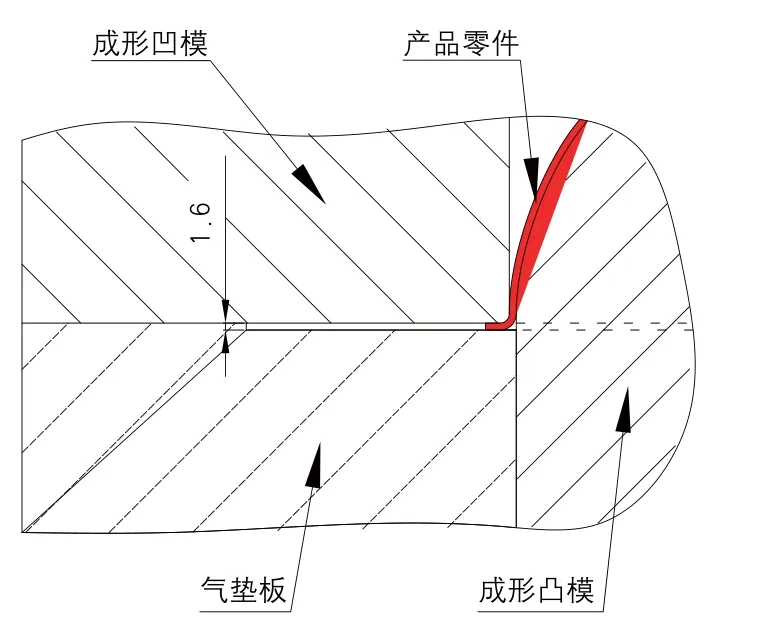
圖2 壓邊槽結(jié)構(gòu)圖
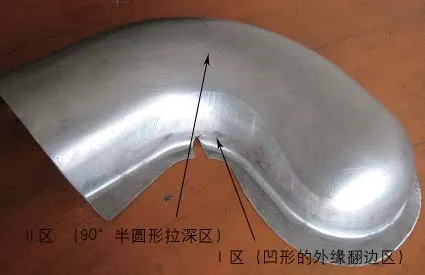
圖3 改進(jìn)后成形出的零件
選擇潤滑介質(zhì)
在試沖與生產(chǎn)中,經(jīng)過試驗(yàn)在零件毛坯上面放一層塑料布,用來增加潤滑,效果較好。
調(diào)整氣墊壓力值
從表2總結(jié)的數(shù)據(jù)來看,機(jī)床氣墊壓邊力在130~195kN之間,零件的質(zhì)量效果較好,而且根據(jù)零件的沖壓工藝,成形后的零件毛坯在進(jìn)行切邊工序時,可將零件毛坯凸緣上裂口的大部分切掉,只剩一點(diǎn)小裂口,在與另一個零件口對口焊接時,正好焊接上了,不影響零件的整體質(zhì)量。
結(jié)束語
⑴鋁合金材料5A02-O化學(xué)成分因含有鎂元素,對零件成形性能有較明顯的影響,通過采取退火措施,可以明顯改善零件的成形性能。
⑵通過采取完全退火,調(diào)整機(jī)床壓邊力,將壓邊力調(diào)整在130~195kN之間,及在模具壓邊圈上加工壓邊槽、在零件毛坯上放塑料布潤滑等措施,用強(qiáng)度指標(biāo)較高的材料5A02-O成形,也可取得較好的效果。
⑶通過近兩年的批量生產(chǎn)證明,對于翻邊、拉深復(fù)合成形類零件,按照外緣翻邊工藝計(jì)算,雖然超過了允許的極限變形程度,但是通過采取措施,還是能夠有效提高零件合格率的。

猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
