沖壓成形工藝開發及量產成形改善新模式
2015-06-21 10:47:26趙道智艾衛東李志湖馬杰江鈴汽車股份有限公司沖壓廠
鍛造與沖壓 2015年22期
文/趙道智,艾衛東,李志湖,馬杰·江鈴汽車股份有限公司沖壓廠
沖壓成形工藝開發及量產成形改善新模式
文/趙道智,艾衛東,李志湖,馬杰·江鈴汽車股份有限公司沖壓廠
外覆蓋件成形性前期的工藝評估和后期成形穩定性的判斷,對車型開發尤為重要。項目前期開發可采用AutoForm進行仿真成形工藝性的計算(CAE),FLD為后期模具調試結果進行數字量化。AutoForm與FLD構建量化平臺,可以相互驗證對比。通過CAE模擬文件中零件各區域的應變量與FLD實際網格應變檢測數據可以找出成形差異。模具調試讓拉延件FLD檢測結果不斷接近CAE仿真結果的過程,即實現模具狀態提升。
隨著工業的不斷發展,模具行業數字化調試,已經成為不可逆轉的主流趨勢。前期成形工藝進行數字化模擬仿真運算,模具制作完成后量化成形性與仿真運算的驗證一直是存在盲點。成形能力極限檢測分析(FLD)技術從鋼材力學試驗逐步運用于沖壓穩定成形,有效地彌補了模具成形調試的量化缺陷。從方形的檢測網格到圓形的檢測網格,再到后來圓點拍照掃描檢測。FLD的檢測手段和技術也在不斷地發展和進步,其涵蓋的數據量也越來越豐富,逐步實現了與前期仿真的模擬的數據平臺的構建。因此,本文主要講述目前FLD技術與CAE數據平臺構建、對比、調試運用和改善。
FLD、CAE各自優勢特點
FLD是以材料杯突試驗得到工程應力失效曲線作為材料成形能力極限依據。根據印制網格變化有效的觀察材料流動和應力變化。成形能力極限分析運用特點:⑴網格件壓制,可以清晰觀察晶格變化,判斷材料流動趨勢;⑵檢測材料厚度變化,根據臨界厚度和危險厚度,抓住調試重點;⑶晶格應變檢測數據反饋在成形極限曲線(FLC)中,直觀反映與失效曲線、臨界曲線距離,實現成形性數字量化。
AutoForm CAE模擬計算對于模具調試的運用特點:⑴工藝不變情況下進行虛擬調試,調整定位、更改材料尺寸、更改拉延筋強度等;⑵進行數模工藝更改后,驗證整改理論效果;⑶模擬結果中,可觀察到產品各處晶格應變和材料厚度的理論變化。
在模擬文件中通過成形能力極限圖的運用,可以預示出成形風險,如圖1所示。由此可見,FLD是從實際情況作出成形量化分析。CAE是從理論情況進行的數字模擬分析。兩者結合相互支持,得到理論和實踐構建量化平臺,通過和數字平臺的對比,可以快速找到調試方向,確定調試最佳更改量,有效量化更改效果。
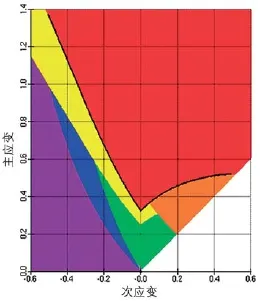
圖1 成形能力極限圖
實施案例一
江鈴某車型側圍內板在工藝開發初期,CAE模擬分析產品輪轂圓角處存在過度減薄(材料減薄低于20%),有成形性風險,需要產品設計變更。產品工程師則認為后期模具調試可以實現。模具實際調試過程中,產品輪轂圓角出現了成形不穩定縮頸、破裂的情況,產品成形性需要提升。產品檢測的FLD圖,如圖2所示,型面上已經有成形危險點處于臨界區域。該點的應變狀態為拉伸應變。
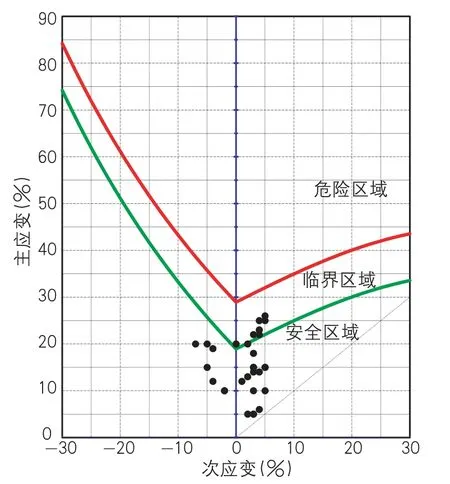
圖2 產品檢測的FLD圖
對材料使用潤滑油壓制拉延件進行FLD檢測。目前FLD檢測系統有兩種:通過Argus網格應變檢測系統進行網格拍照檢測;通過測量尺做網格應變檢測。兩種方式各有特點:⑴人工檢測便于現場測量,直接指導現場調試,可以應對各種復雜區域檢測,產品網格存在輕微拉傷不影響產品檢測。缺點在于測量點數受到限制,只可關鍵部位測量,沒有經驗的員工在測量時會存在檢測誤差;⑵Argus檢測系統,拍照自動識別檢測速度快,檢測精度穩定。缺點在于對網格的印制質量要求比較高,產品造形復雜區域拍照識別會受到影響。對于產品輕微拉傷和側壁拍照網格識別存在困難,需要光照較好的條件下拍照,檢測結果要處理周期才能得出。基于以上原因本次產品的重點區域在R角尖點,人工檢測不存在檢測盲點,造型復雜的區域可以做多次細致測量。根據鋼廠提供的材料力學參數、FLC失效曲線,通過經驗公式計算可得到材料詳細的FLD圖,再通過拉延件網格測量按工程應力公式進行計算,得到產品檢測部位的網格應變極限情況。檢測數據危險點距離FLC曲線只有4%裕度。成形穩定性存在較大風險。
CAE分析結果如圖3所示,在輪轂處晶格應變均為平面應變,材料變化劇烈,易失效。成形性提升,須完成主應變減小,次應變為負(改變平面應變的情況)的應變調整。
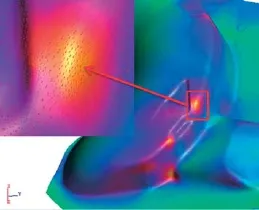
圖3 CAE的模擬分析結果
通過對拉延件FLD檢測和CAE輪轂圓角應變分析進行對比,產品工程師完成數模更改再次模擬得到較為理想的結果,如圖4所示。CAE模擬FLD圖中僅少量點存在于成形臨界區域,并且晶格屬于拉伸應變。確定工藝可行性后,對模具實施拉延模的改造方案。拉延模調試穩定后,成形能力極限分析檢測裕度由整改前的4%提升為12%,型面檢測點均在FLC安全線以下,檢測結果產品成形性穩定,如圖5所示。后續模具試模及小批量過程中未再次縮頸、破裂。
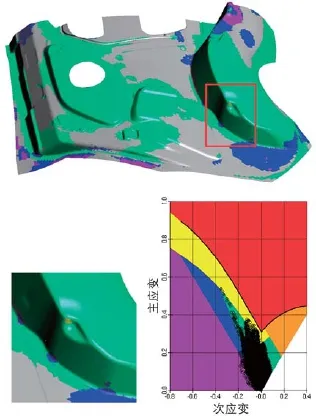
圖4 改善后的CAE模擬結果
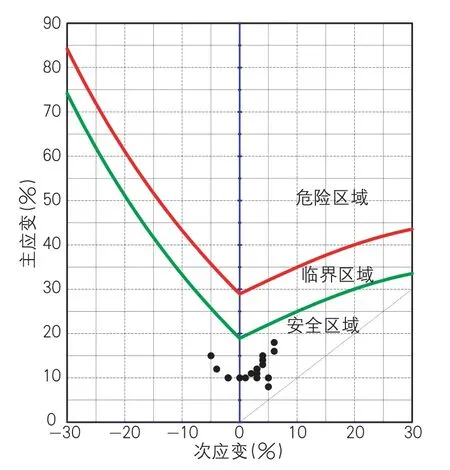
圖5 改善后的FLD檢測結果
實施案例二
江鈴某車型尾燈安裝內板在產品開發初期,進行了CAE分析,產品工藝性較好,如圖6所示。在產品造型反成形區域側壁局部存在平面應變。
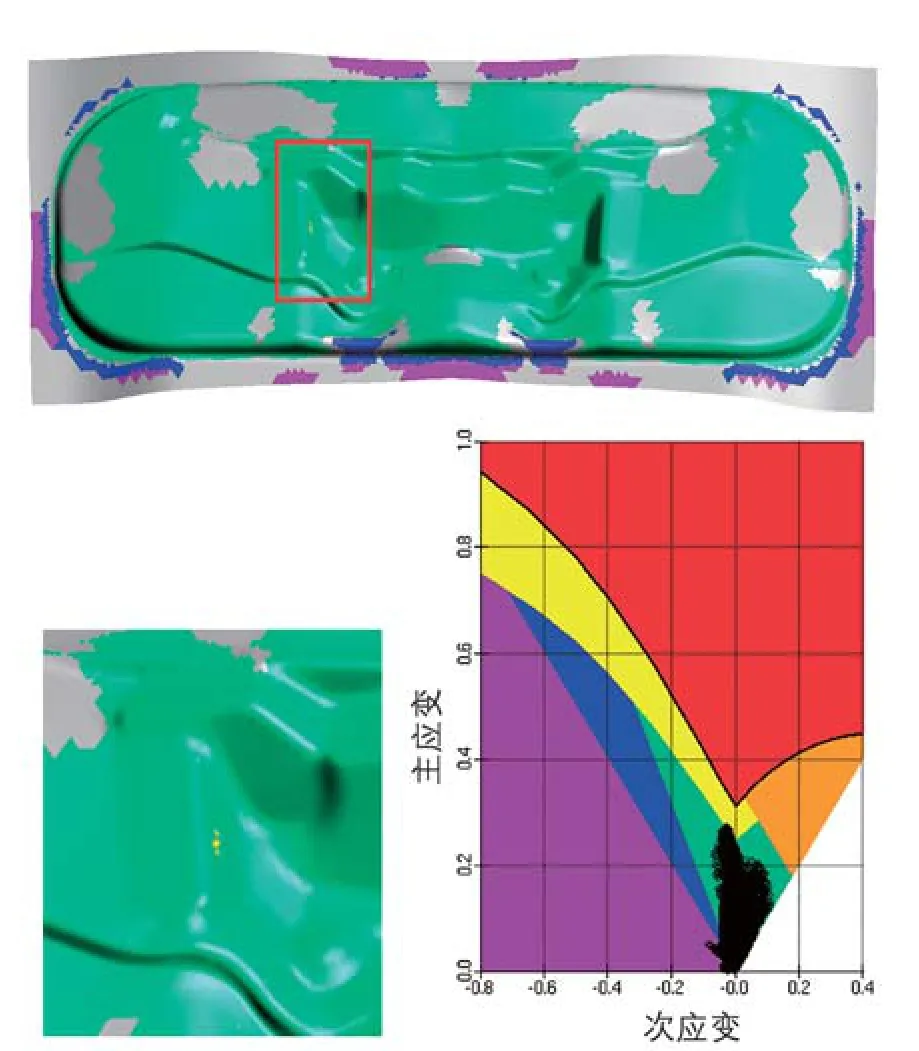
圖6 產品CAE模擬分析
在拉延模調試穩定后,進行了FLD檢測,安全裕度為8%;后期回廠調試,在機械壓機上進行5100件批量生產過程中,1~2件出現了標識區域側壁縮頸。需要對產品成形性不穩定進行整改調試。從減薄率來看,實際產品側壁的減薄率達到理論分析狀態;側壁晶格主應變大,次應變小,符合理論分析。
通過對模具表面光潔度、凸凹模間隙等的整改,達到減小主應變,增大次應變負值的整改目標,讓網格應變由平面應變調整為拉伸應變,完成成形性的改善。整改后進行FLD檢測,成形性由之前的8%(圖7)提升為12%(圖8),后續進行100件小批量生產,未再出現成形不穩定的情況。
成形工藝流程標準化
通過多次FLD檢測分析結果和CAE模擬分析結果結合,完成了對產品成形性的提升。對改善過程進行梳理、總結,形成規范標準化的流程(圖9)。前期CAE分析的工藝可行性評估需要注意軟件中FLD圖,在R角位置和深拉延的側壁需要關注晶格的應變。拉延模調試過程中FLD檢測可以確認是否達到理論狀態,存在哪些差異和待改善區域。不斷將理論與實際作對比分析,接近模擬的理論狀態,滿足FLD檢測裕度值的要求,產品成形性就會不斷提升。
產品安全裕度滿足要求,產品成形工藝性才能更穩定,表現出對于換線和環境變化不敏感。這些都將有益于沖壓廠應對各種生產調整情況,為產品效率和產能提升提供可靠的前提條件。
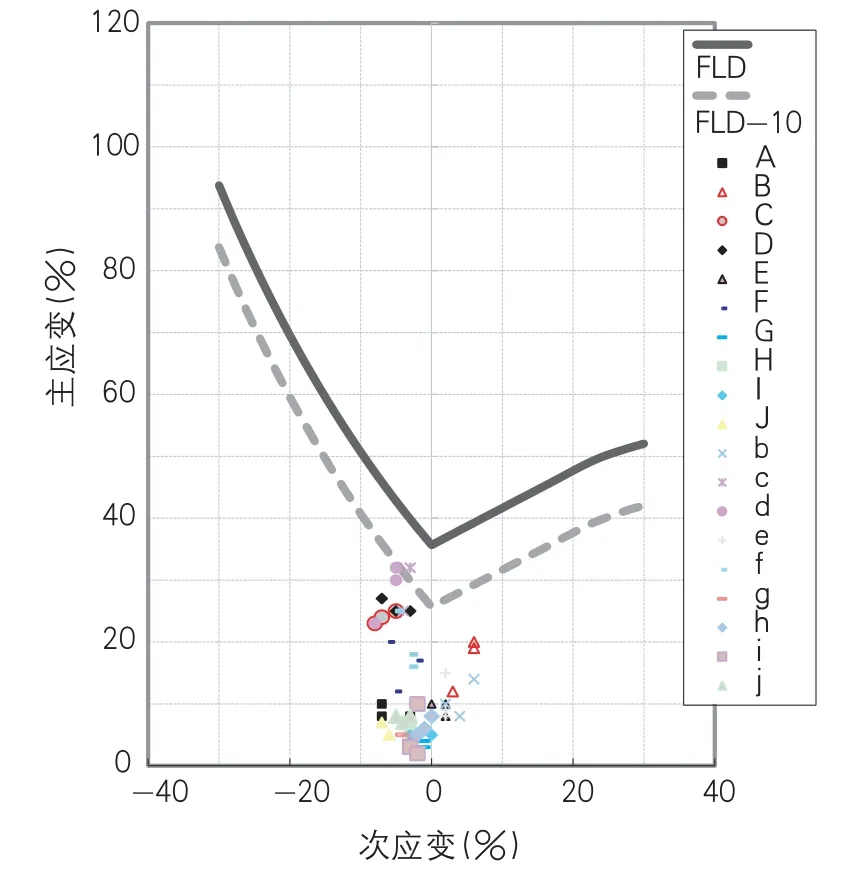
圖7 改善前FLD檢測結果
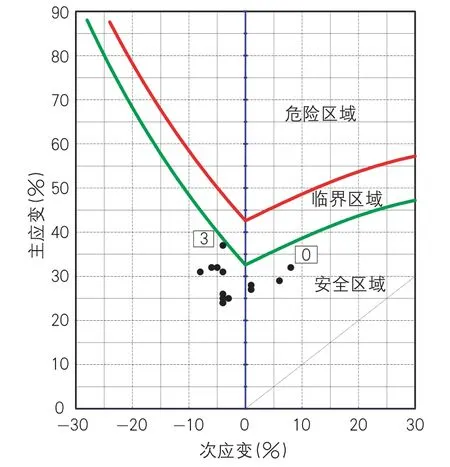
圖8 改善后FLD檢測結果
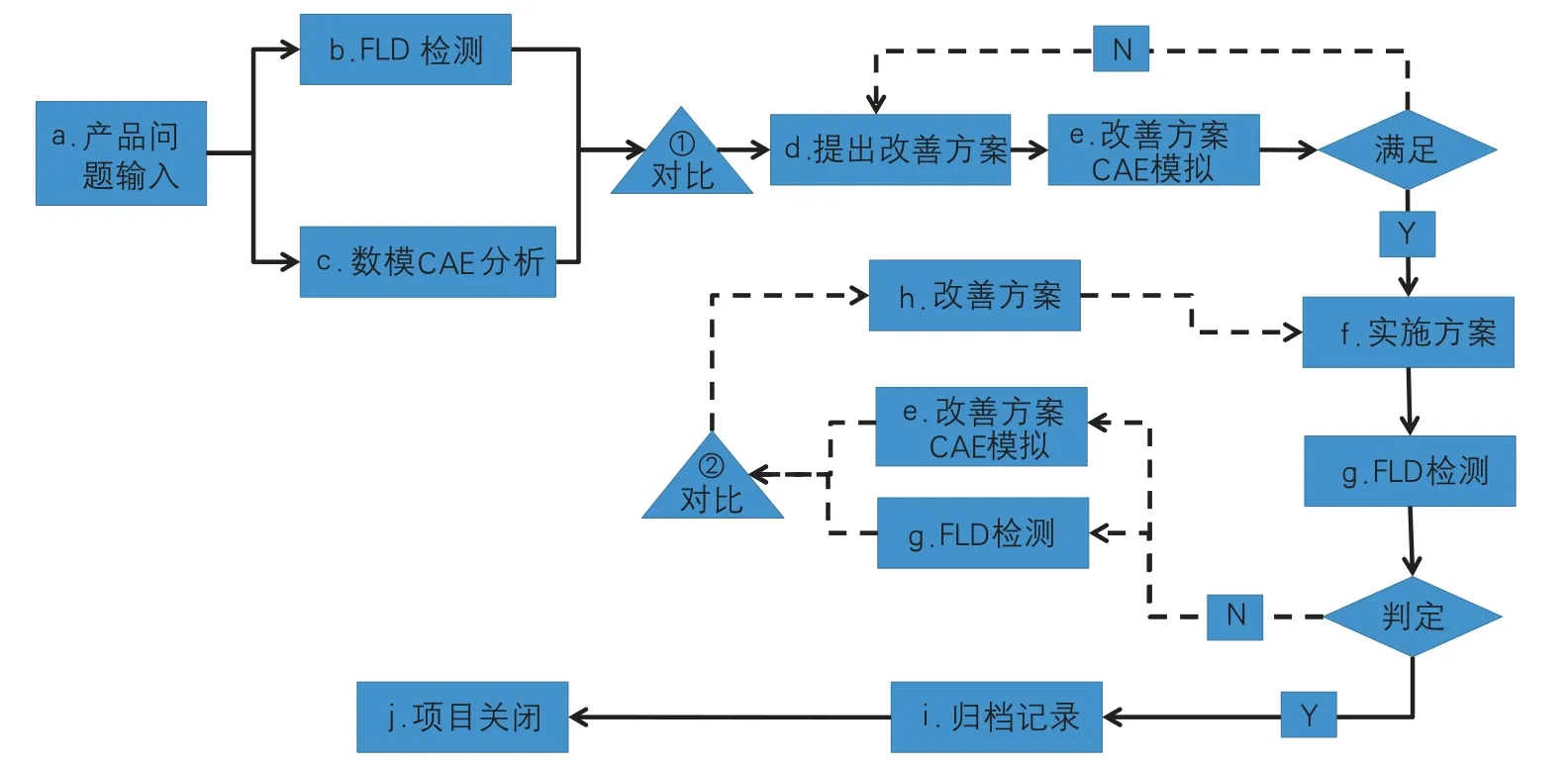
圖9 成形工藝改善流程圖
數字平臺提升方向
通過FLD和CAE構建數字平臺,精度和仿真對比將是以后不斷完善的主要方向。FLD的Argus系統檢測精度穩定性高,卻受到造型復雜度的限制,影響檢測效果和產品檢測完整性。CAE對比數據如何更好地做到仿真優化,也將是數字平臺能否更好地發揮作用的主要提升方向。
結束語
通過FLD和CAE的結合可以有效的判斷成形風險,確定成形風險區域;FLD可有效的為改善提供量化依據;FLD和CAE對比可以有效的判斷整改方向;標準流程化管理,有效優化改善過程,高效利用數字化結合。FLD和CAE結合有效的實現了數字化模具調試,讓模具制造進入了一個量化的新階段。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
