高強鋼熱成形技術(shù)、工藝的研究與應(yīng)用
2015-06-21 10:47:32徐慧剛蘇琦樊艷俠神龍汽車有限公司技術(shù)中心
鍛造與沖壓 2015年20期
文/徐慧剛,蘇琦,樊艷俠·神龍汽車有限公司技術(shù)中心
高強鋼熱成形技術(shù)、工藝的研究與應(yīng)用
文/徐慧剛,蘇琦,樊艷俠·神龍汽車有限公司技術(shù)中心

徐慧剛,神龍汽車有限公司技術(shù)中心車身結(jié)構(gòu)設(shè)計室主管工程師,主要從事車身結(jié)構(gòu)件的設(shè)計、開發(fā)、技術(shù)降本及質(zhì)量改善工作,主導(dǎo)過T9、BZ3、P84、G95等多款車型的開發(fā)工作。
近年來,我國汽車工業(yè)發(fā)展迅猛,著眼未來,節(jié)約資源、減少環(huán)境污染成為汽車工業(yè)界亟待解決的兩大問題。減輕汽車重量可以節(jié)約能源和減少排放,而采用高強鋼熱成形技術(shù)是達到輕量化目的的最基本途徑之一。熱成形技術(shù)是將傳統(tǒng)冷沖壓技術(shù)與熱處理技術(shù)相結(jié)合的最新制造技術(shù),是同時實現(xiàn)汽車車身輕量化和提高碰撞安全性的最新技術(shù),目前已廣泛應(yīng)用在汽車制造行業(yè),具有廣闊的發(fā)展前景。
汽車輕量化趨勢與熱成形技術(shù)的發(fā)展
新一代汽車的發(fā)展趨勢是節(jié)能、環(huán)保、安全、舒適,對汽車車身的開發(fā)提出了更高的要求。研究表明:汽車重量每降低15kg,百公里油耗可降低0.25L,每公里減少0.6g的CO2排放。
但是汽車減重會給汽車安全性帶來影響,如何設(shè)計出既安全又節(jié)能的車身,是汽車設(shè)計及制造業(yè)一直追求的目標(biāo)。近年來,為了減輕車身重量,一些新的高強度鋼板開始被不斷地應(yīng)用到汽車制造當(dāng)中。這些新材料強度高、性能優(yōu)越,但它們有一個共同的特點,就是在常溫下材料的塑性變形范圍很窄,所需成形力大、易開裂、回彈嚴重且成形困難,尤其是當(dāng)強度達到1500MPa時,常規(guī)的冷成形工藝幾乎無法進行。這導(dǎo)致原有的冷沖壓成形工藝不能完全滿足技術(shù)和生產(chǎn)發(fā)展的需要,因而新的技術(shù)——熱成形技術(shù)誕生了。
熱成形技術(shù)是利用金屬在高溫狀態(tài)下,其塑性和延展性會迅速增加,屈服強度迅速下降的特點,再用模具使零件成形的工藝。在熱沖壓成形過程中,將坯料加熱到再結(jié)晶溫度以上的某個適當(dāng)溫度,為的是使板料在奧氏體狀態(tài)時進行成形,降低板料成形時的流動應(yīng)力,從而大大提高板料的成形性。
將熱成形件用于車身骨架,在保證車身強度和剛度的同時能夠減輕車身重量,并帶來汽車車身的抗撞性能和抗凹性能的提高,由此顯著提高汽車的安全性。有資料顯示,采用高強鋼生產(chǎn)的汽車零件可以使同等強度、剛度的零件減重30%以上。
熱成形技術(shù)的應(yīng)用現(xiàn)狀
目前熱成形技術(shù)在各汽車公司的應(yīng)用越來越普遍,使用的零件數(shù)量也越來越多。以神龍公司某新老平臺車型為例,熱成形零件從單一的中立柱發(fā)展到整個駕駛室及乘客艙框架,使用零件總重已達到36kg,達到車身結(jié)構(gòu)件總重10%以上(圖1、圖2)。
國內(nèi)其他主流車型也大量使用了熱成形技術(shù),如奧迪A4、寶馬X6、大眾帕薩特等車型,熱成形件的使用比例都達到了10%以上(圖3)。
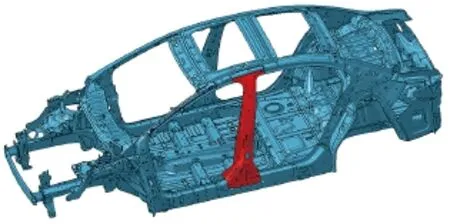
圖1 神龍某老平臺車型熱成形件使用情況(2個零件)
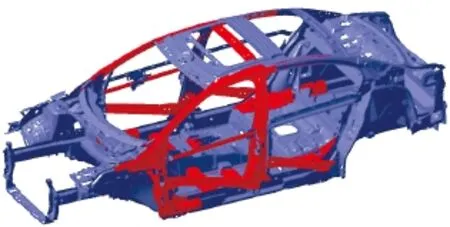
圖2 神龍某新平臺車型熱成形件使用情況(22個零件)

圖3 大眾某新車型熱成形件使用情況(22個零件)
熱成形工藝
將熱成形板料(屈服強度約400MPa,抗拉強度約600MPa,延伸率約25%)先放入加熱爐中加熱,當(dāng)板料的溫度達到奧氏體溫度(大約910~950℃)后,再放在帶冷卻系統(tǒng)的模具中壓制成形,然后經(jīng)過淬火、保壓,零件可獲得非常高的機械性能(屈服強度大于950MPa,抗拉強度大于1300MPa,延伸率大于6%),最終組織為100%馬氏體(圖4、圖5)。

圖4 熱成形前(鐵素體-珠光體)

圖5 熱成形后(馬氏體)
根據(jù)不同鍍層的熱成形材料,工藝也有所區(qū)別。裸板在加熱爐中加熱時需要采用保護氣體,在成形后需要采用噴丸工藝,去除表面的氧化皮,裸板件還需要涂防銹油處理,而且裸板件成形時會在模具上附著氧化皮,需定期對模具上的氧化皮進行處理。而鍍鋅板在加熱時不需要使用保護氣體,成形后也不需要進行噴丸、防銹處理和模具保養(yǎng)。圖6和圖7分別是鍍層板和裸板的熱成形工藝示意圖。

圖6 Al-Si鍍層板熱成形工藝示意圖

圖7 裸板熱成形工藝示意圖

表1 熱成形件的分類
熱成形件類型
按照料厚和鍍層的不同,熱成形件大致可以按照以下幾個方面分類(表1)。
目前這幾種熱成形件大部分在神龍公司新平臺車型上都已采用,根據(jù)不同的類型,輕量化結(jié)果對比如圖8所示。不同的熱成形方案對應(yīng)的材料、成本各有差異,需根據(jù)車型需要選擇合適的方案。
熱成形技術(shù)特點
熱成形技術(shù)優(yōu)勢
⑴減重節(jié)能:使用熱成形相比冷成形能減輕車身重量,減少油耗。
⑵提高碰撞性能:因熱成形技術(shù)能顯著提高材料的抗拉強度,使車輛碰撞時的防入侵及抗凹性能更好。
⑶提高成形能力:采用熱成形技術(shù)板料的延伸率能達到35%以上,可以成形較為復(fù)雜的零件。
⑷型面回彈小:熱成形零件回彈很小,型面尺寸容易保證。
⑸材料利用率高:熱成形是一次成形,模具內(nèi)有定位裝置,毛坯余量可以控制得很小,材料利用率高。
⑹模具數(shù)量少:熱成形只需一套模具,而且還可以一模出多件,能夠大大提高生產(chǎn)效率。
⑺設(shè)備噸位要求低:因熱成形板材加熱后,其屈服強度很低,因此對壓機噸位要求不高,相比冷成形,壓機噸位更低。
熱成形技術(shù)難點
⑴零件成形后冷卻速度和保壓時間難控制,模具冷卻水道設(shè)計難度大,不同部位冷卻速度不同會導(dǎo)致零件產(chǎn)生嚴重的變形。
⑵零件在模具中的定位要穩(wěn)定,最好用翻孔定位,避免板料在模具中成形時流動的不穩(wěn)定造成尺寸精度不好。
⑶由于熱成形零件后續(xù)加工難度大,只適用于一道工序即可成形的零件,如梁、柱等類型的零件。
⑷與普通沖壓模具相比,熱成形模具材料要求很高,硬度也很大,使得模具后續(xù)不能作大的更改,只可微調(diào)。而且受模具材料的強度、熱處理工藝、表面高溫軟化磨損等因素的影響,熱成形模具容易失效,導(dǎo)致模具使用壽命較低。
⑸薄板件(板厚t<0.8mm)的困難點:由于零件較薄,冷卻速度快,需要在空氣中停留的時間比厚板料要短才能保證成形前板料的溫度,因此需要嚴格控制傳遞速度。
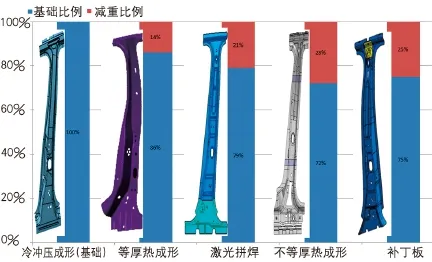
圖8 各種熱成形件的減重對比
熱成形工藝參數(shù)控制
為保證熱成形件有良好的合格率和穩(wěn)定性,消除因工藝過程不穩(wěn)定造成的尺寸差異、開裂、起皺等缺陷,需要制定合適的工藝參數(shù)。熱成形主要工藝參數(shù)如下:
⑴加熱溫度。板料需要加熱到930℃左右,使之轉(zhuǎn)化為奧氏體化組織。
⑵保溫時間。在板料達到奧氏體化溫度時,需要進行保溫,使奧氏體組織均勻細化。
⑶傳遞時間。板料從加熱爐到模具的時間需嚴格控制,保證在成形前達到要求的溫度。
⑷成形溫度。根據(jù)零件不同的形狀特征,需選擇合理的成形溫度,一般在780℃之前開始成形。
⑸熱沖壓速率。由于成形與淬火同時進行,需要嚴格控制沖壓速率,避免板料成形前過快冷卻,或避免沖壓速率過快導(dǎo)致零件撕裂。
⑹冷卻速度。熱成形冷卻速度是決定產(chǎn)品最終組織結(jié)構(gòu)的關(guān)鍵因素,快速冷卻至約200℃可獲得均勻的馬氏體。
熱成形過程中板料的溫度變化如圖9所示。
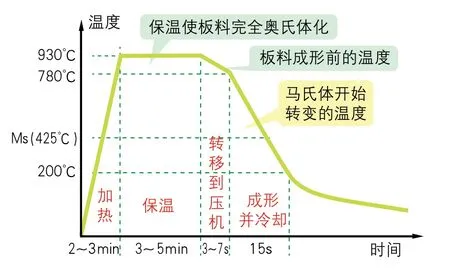
圖9 熱成形溫度變化曲線
熱成形技術(shù)產(chǎn)品設(shè)計要求
由于熱成形工藝的特殊性,需要對產(chǎn)品設(shè)計提出一些設(shè)計限制條件:
⑴由于熱成形為一次成形,產(chǎn)品定義不能為負角,否則無法成形。
⑵零件的R角應(yīng)大于5mm。
⑶對于薄板件,特別是厚度小于1mm的板料,材料定義最好選擇Al-Si鍍層,可避免由于后續(xù)噴丸造成的零件變形。
⑷對于產(chǎn)品要求不高的修邊線或者孔,公差最好定義為±2mm。對于±2mm的公差,供應(yīng)商可采用落料方式替代激光切割,從而降低成本。
⑸為保證零件成形的穩(wěn)定性,產(chǎn)品上需設(shè)計一些定位孔,用作熱成形料片的定位。
熱成形技術(shù)的發(fā)展方向
隨著對熱成形技術(shù)的需求越來越大,技術(shù)也不斷突破。新的熱成形方案已經(jīng)逐步應(yīng)用到汽車車身上。熱成形局部軟區(qū)技術(shù)通過控制不同區(qū)域的淬火速率,能夠決定軟區(qū)的強度(圖10)。基于FRP(纖維增強復(fù)合材料)補丁的熱成形技術(shù)通過FRP與熱成形材料的結(jié)合,能更有利于車身的輕量化(圖11)。

圖10 熱成形局部軟區(qū)技術(shù)

圖11 基于FRP補丁的熱成形技術(shù)
結(jié)束語
輕量化是解決汽車油耗、排放的有效途徑,而熱成形技術(shù)是解決輕量化又不會影響整車安全性的有效方法。
熱成形技術(shù)有其獨特的優(yōu)勢,但是也有很多技術(shù)難點需要掌握,在設(shè)計時考慮熱成形的技術(shù)要求,才能更好的發(fā)揮其優(yōu)勢。未來,先進的熱成形技術(shù)也會越來越多,只有掌握了這些新技術(shù)、新工藝,才有可能在競爭中覓得先機;只有不斷地研發(fā)和采用新技術(shù)、新工藝,才能促進汽車設(shè)計和制造業(yè)的發(fā)展。企業(yè)需根據(jù)自身實際需求選擇合適的熱成形方式。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
