某年度車型與基本型外板模具同線生產的研究
2015-06-21 10:47:38劉春雨鄭薇安徽江淮汽車股份有限公司技術中心
鍛造與沖壓 2015年6期
文/劉春雨,鄭薇·安徽江淮汽車股份有限公司技術中心
某年度車型與基本型外板模具同線生產的研究
文/劉春雨,鄭薇·安徽江淮汽車股份有限公司技術中心
本文介紹了某年度車型的外板模具與基本車型外板模具同線生產的研究,保證年度車型與基本型外板模具均能在同一生產線上進行生產,切換時產品件無磕碰損傷,保證了產品件的質量,提高了成品率,降低年度車型模具的開發費用,使基本型的模具工裝得到了最大限度的利用率。
目前,隨著人們生活水平及審美觀的不斷提升,對汽車的外觀要求越來越高,對同一款車型外觀的審美疲勞期也越來越短,汽車主機廠商也在不斷地推出同款車的年度車型來滿足消費者對汽車外觀的需求,對汽車的內外飾進行一定的改進,如將外板件的型面做局部改變,增加亮飾條等。
江淮汽車在一款年度車型的設計中,在左右側圍外板、左右翼子板、左右前門外板、左右后門外板上增加了亮飾條,安裝于外板上新增的卡扣孔上,卡扣孔的沖制需在模具工裝上來完成,由于已有基本型的模具工裝,現有以下幾種方案可以解決卡扣孔的沖制:⑴新制鋼板模具工裝完成單獨的沖孔;⑵在原有模具工裝上進行改造加工,增加沖孔凸模及凹模;⑶新制鑄造模具工裝單獨沖孔;⑷新制鑄造模具工裝完成原模具工裝及新增孔的沖制。
生產線分析
為保證汽車外板件的品質,避免手工線上人工搬運對外板件品質產生損傷的風險,其均在自動線上進行生產,各工序間由機械手完成工件在各模具工裝之間的轉移,自動生產線由五臺機械壓力機聯機組成。由于模具高度、外廓尺寸及工件定位方式等原因,鋼板模具不能夠在自動線上進行生產,線下生產需工人進行手工搬運,外板件的品質無法保證,故不能采用方案⑴。
年度車型產品件與原模具工裝分析
左右翼子板可行性分析
為滿足年度車型左右翼子板裙邊安裝要求,孔徑φ8.5mm標識為2的孔更改為9mm×9mm的卡扣孔,并新增標識為1、3、4、5的4個10mm×14mm卡扣孔,如圖1所示。基本車型左右翼子板工藝為五序:拉延→修邊、側修邊→翻邊、側翻邊→翻邊、側翻邊、側沖孔→沖孔、側翻邊、側沖孔。經過對左右翼子板產品數模及模具實物分析,產品件圖示位置變更1、2、5號孔位可在OP50工序實現,但此處斜楔需要重新制作,因斜楔在模具閉合狀態下的行程不能滿足,需對模具進行加工,存在強度風險,1號孔位在生產時改為切換快換沖頭。3、4號孔位模具結構上可在OP40實現,但沖壓角度為15°,無法滿足此孔的精度要求,綜合考慮不能通過更改原模具結構來滿足新增孔的沖制。
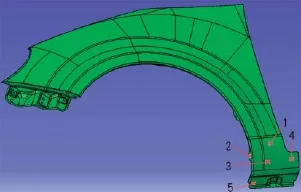
圖1 翼子板產品件更改內容
綜上分析,可采用方案⑷通過新增OP50的模具工裝實現,在滿足基本型OP50模具功能的情況下進行局部改造,將新增的5個孔在此套模具實現沖制,生產時基本型OP50和年度車型OP50的模具進行切換,實現基本車型與年度車型左右翼子板同線生產。
左右側圍外板可行性分析
為滿足年度車型左右側圍外板裙邊安裝要求,在左右側圍外板的下部新增15個10mm×14mm卡扣孔、2個10mm×10mm卡扣孔和2個直徑為φ8mm的卡扣孔,如圖2所示。基本車型左右側圍外板工藝為五序:拉延→修邊、沖孔、側修邊→修邊、沖孔、翻邊、整形、側修邊→側翻邊、沖孔→側翻邊、側沖孔。這些工藝只能在OP50上進行整改,但新增的孔位較多,在原模具結構上無法實現。
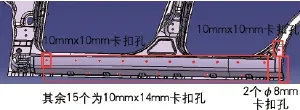
圖2 側圍產品件更改內容
綜上分析,可采用方案⑷通過新制OP50的模具工裝實現,在滿足基本型OP50模具功能的情況下,進行局部改造,將新增的15個孔在此套模具實現沖制,生產時基本型OP50和年度車型OP50的模具進行切換,實現基本車型與年度車型左右側圍外板同線生產。
前后門外板可行性分析
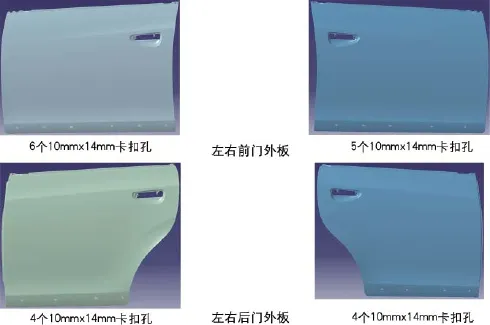
圖3 前后門外板產品件更改內容
為滿足年度車型前后門外板裙邊安裝要求,需在前后門外板的下部增加10mm×14mm的卡扣孔,如圖3所示。基本車型前后門外板工藝各為四序:拉延→修邊、沖孔、側修邊→翻邊、修邊、側沖孔→側翻邊。新增孔可在原OP20工序修邊、沖孔、側修邊的模具工裝上通過正沖的方式來完成,但其沖壓角度為13°,無法滿足孔的精度要求,OP20和OP30工序所加孔位處的壓料板及下模均為加強筋,在此兩工序增加沖孔無法滿足模具的強度要求;OP40工序所加孔位處為斜楔向上側翻邊,無法實現沖孔。
綜上所述,采用方案⑶通過新增一套側沖孔模具來完成年度車型車門外板卡扣孔的沖制。
年度車型新增的模具結構
左右翼子板及左右側圍外板模具
左右翼子板及左右側圍外板通過新制年度車型OP50的模具與基本型OP50進行切換,來完成兩種車型的同線切換生產。左右翼子板在新制的OP50模具中,除完成原基本型的工作內容外,通過新制側沖孔斜楔來完成新增五個孔的沖制,如圖4所示。側圍在新制的OP50模具中,除完成原基本型的工作內容外,通過增加標準斜楔來完成新增孔的沖制,如圖5所示。
前后門外板
前后門外板通過在年度車型的生產線上新增OP50模具的方式來完新增孔的沖制,在生產基本型車門外板時將年度車型的OP50模具從生產線上撤下完成產品件的沖制,如圖6所示。
對基本車型模具及年度車型外板件的分析,實現了基本車型與年度車型外板件的同線切換生產,其中左右翼子板與左右側圍外板通過新制年度車型OP50的模具與基本型OP50模具的互換,來完成此兩種車型兩種件的同線生產。前后門外板通過增加OP50的側沖孔模具來完成年度車型的沖制,在生產年度車型時將新制OP50模具安裝在第五臺沖壓機床上完成沖制,生產基本車型時將其卸下。
結束語
通過對年度車型模具的調整,充分利用了現有的模具工裝資源,實現了兩種車型同線的切換生產,大大的提高了勞動效率,降低了年度車型白車身的開發成本,保證了兩種車型外板的品質。
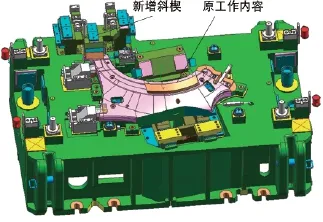
圖4 翼子板年度車型新增模具
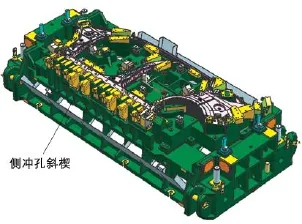
圖5 側圍年度車型新增模具
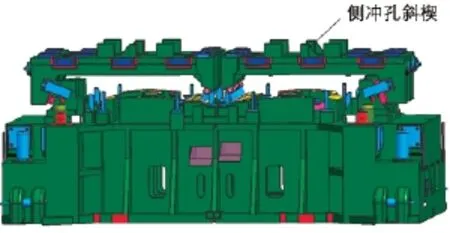
圖6 前門后門外板年度車型新增模具