彎曲回彈量的控制措施研究
2015-06-21 10:47:38李艷淮安市明森機械制造有限公司
鍛造與沖壓 2015年6期
文/李艷·淮安市明森機械制造有限公司
彎曲回彈量的控制措施研究
文/李艷·淮安市明森機械制造有限公司
在金屬板材沖壓成形過程中,當板料彎曲時,內層受到壓應力,外層受到拉應力,在彎曲成形過程,這兩種應力盡管都超過了材料的屈服應力,但實際上從拉應力到壓應力過渡區,總存在未屈服的彈性變形區。這種應力-應變在板材厚度上是不均勻分布,對于只是施加彎矩的彎曲方式來說,要有效的減少回彈是很困難的。回彈會導致沖壓成形的產品的尺寸精度不符合產品設計規格,對于那些要求嚴格的板材,回彈對工件的影響顯得尤其突出。故金屬板材成形中的回彈預測及控制,成為金屬板材成形模擬領域的熱點問題。如何減少回彈量,或對板材回彈量的大小有科學的預見,將有助于模具的設計。
回彈是模具設計中要考慮的關鍵因素之一,零件的最終形狀取決于成形后的回彈量。當回彈量超過允許范圍后,就成為零件的缺陷,影響零件的尺寸精度。因此,回彈一直是影響和制約沖壓件精度的重要因素。隨著汽車工業和航空工業的發展,對薄板類覆蓋件成形精度的要求也越來越高,特別是近年來由于高強鋼和鋁合金板材的大量使用,回彈問題顯得更為突出,成為汽車工業和航空工業等領域關注的熱點問題。從概念上來說,回彈雖然僅僅是卸載問題,計算比較簡單,但由于它是成形的最后一步,成形過程模擬中產生的任何誤差都會積累到回彈計算階段。因此,回彈模擬計算的準確程度既與回彈的模擬方法有重要關系,也受成形過程模擬精度的制約。準確性和收斂性一直是回彈數值模擬難以達到滿意的主要問題。小曲率半徑區域的成形模擬最為關鍵,這里不僅接觸摩擦最為嚴重,而且非線性問題(幾何非線性、材料非線性、邊界非線性)也最為突出。單元的優劣、尺寸的影響、接觸算法及摩擦模型的科學性、本構方程及硬化規律的合理性、有限元算法的先進性以及應變路徑的模擬精度等都將在這里受到嚴格的考驗,這些都是板料成形數值模擬的重點和難點。可以說,小曲率半徑區域變形模擬精度是限制回彈模擬精度提高的根源所在。事實上,國內外關于回彈模擬的研究也主要是基于這一區域成形模擬精度問題開展。
回彈控制措施
在彎曲成形中傳統的回彈控制方法有:拉彎法、加壓矯正法、模具補償法、過彎曲法等,根據零件形狀和彎曲工藝的不同可選用不同的方法來控制回彈。模具補償法和過彎曲法是兩種基本的回彈控制方法,前者適用于模具彎曲,后者適于自由彎曲。對于曲率非常小的彎曲件,由于其塑性變形不充分,回彈較大,單純模具補償難以實施,一般要采用拉彎法和模具補償法聯合作用來控制回彈。對于局部曲率很大的彎曲件,理論預測精度較差,實際生產中一般采用局部加壓矯正的方法來控制回彈。
模具補償法和過彎曲法作為回彈控制的基本方法有較強的理論基礎,許多學者對其進行了深入的研究。例如余同希討論了柱形彎曲回彈的模具補償算法,王曉林對非圓弧彎曲回彈的模具補償算法進行了研究。這些研究建立在純理論計算或數值模擬基礎之上,具有速度快、成本低的特點,取得了一定的效果。但從目前情況來看,回彈的理論預測精度較差,必須輔以適當的工藝試驗才能得到較為滿意的結果。
材料選用與結構設計采取的措施
在沖壓覆蓋件時,滿足彎曲件使用要求的條件下,盡可能選用彈性模量大、屈服極限小、機械性能穩定的材料,以減少彎曲時的回彈。同時,在彎曲件設計上可以采用改進某些結構,加強彎曲件的剛度以減小回彈。如在工件的彎曲變形區上壓制加強筋(圖1a和圖1b)或增加成形折邊(圖1c)。
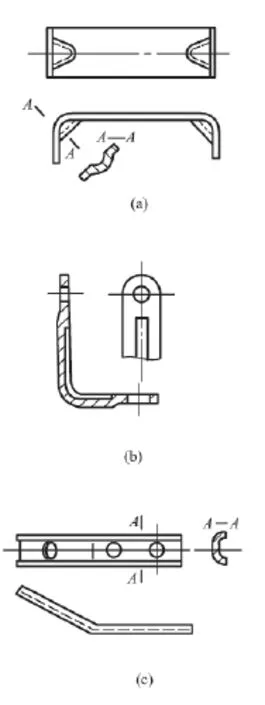
圖1 彎曲件的結構設計
工藝上采取的措施
⑴采用熱處理工藝。對一些硬度較高的材料和已經冷作硬化的材料,彎曲前可以先進行退火處理,降低其硬度以減少彎曲時的回彈量,待彎曲后再淬硬。在條件允許的情況下,甚至可使用加熱彎曲。
⑵增加校正工序。運用校正彎曲工序,對彎曲件施加較大的校正壓力,可以改變其變形區的應力-應變狀態,以減少彎曲后的回彈量。通常,當彎曲變形區材料的校正壓縮量為板厚的2%~5%時,可以得到較好的效果。
⑶采用拉彎工藝。對于彎曲半徑相對較大的板材彎曲件,由于較大的變形區處于彈性變形狀態,彎曲回彈量也相對較大。這時可以采用拉彎工藝來減少回彈量,如圖2所示。
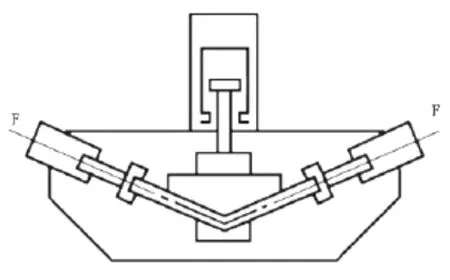
圖2 拉彎工藝原理示意圖
在拉彎工藝中,金屬板材在彎曲變形的過程中受到了切向拉伸力的作用,施加的拉伸力使變形區內的合成應力大于材料的屈服極限,中性層內側壓應變轉化為拉應變,從而材料的整個橫斷面都處于塑性拉伸變形的范圍(變形區內、外側都處于拉應變范圍)。卸載后內外兩側的回彈趨勢相互抵消,可大大減少彎曲件的回彈。所以,大曲率半徑彎曲件可以在拉彎機上進行。拉彎時,彎曲變形與拉伸的先后次序對回彈量的影響是不同的。先彎曲后拉伸的回彈量小于先拉伸后彎曲,但先彎曲后拉伸的不足之處是已彎坯料與模具摩擦力加大,所以拉應力難以均勻地傳遞到變形區各部分,因此實際生產中可以采用拉+彎+拉的復合工藝方法。
對于小型彎曲件可采用在毛坯直邊部分增加壓邊力來限制非變形區材料的流動,或減小凸、凹模間隙使變形區的材料作變薄擠壓拉伸的方法,以增加變形區的拉應變,從而減少金屬板材的回彈。
模具結構上采取的措施
利用彎曲件不同部位回彈方向相反的特點,按照預先估算或試驗所得的回彈量,修正凸模和凹模工作部分的尺寸和幾何形狀,以相反方向的回彈來補償工件量,將回彈角做在凹模上,使凹模的工作部分具有一定斜度。此即為“矯枉必須過正”,“過正”量再回彈一點,恰好符合原來沖壓件的設計要求。
雙角彎曲時,可將彎曲凸模兩側修去回彈角,并保持彎曲模的單面間隙等于最小料厚,促使工件貼住凸模,開模后工件兩側回彈至垂直,或者將模具底部做成圓弧形,利用開模后底部向下的回彈作用來補償工件兩側向外的回彈。
采用聚氨酯彎曲模降低回彈
利用聚氨酯彎曲模代替剛性金屬凹模進行彎曲(圖3)。彎曲時隨著板料和金屬凸模逐漸進入聚氨酯彎曲模,聚氨酯對板料的單位壓力也不斷增加,彎曲件圓角變形區所受到的單位壓力大于兩側直邊部分。由于僅受聚氨酯側壓力的作用,直邊部分不發生彎曲,隨著凸模進一步向下運動,激增的彎曲力將改變圓角變形區材料的應力-應變狀態,達到類似校正彎曲的效果,從而減少回彈。通過調節凸模壓入聚氨酯凹模的深度,可以控制彎曲力的大小,這樣使卸載后的彎曲件角度符合精度要求。
復雜拉延成形中的回彈控制
以往對于復雜拉延成形件的回彈控制問題研究的不多,工程實際中通常基于經驗和反復試驗來減小或消除回彈的影響。2010年以來,隨著拉延成形中起皺和拉裂問題逐步得到解決,回彈控制問題逐漸上升為研究的重點,另外板料沖壓CAE仿真技術的不斷完善也為回彈控制研究提供了必要的基礎。
復雜拉延成形件的回彈控制一般從兩方面入手:一是通過改變成形過程邊界條件,如毛料形狀、壓邊力、模具圓角、摩擦狀態等因素來減小回彈,這一類方法可稱為工藝控制法;另一途徑是在特定工藝條件下預測或實測回彈量的大小,然后通過修正模具形狀使回彈后的零件形狀恰好符合設計要求,即幾何補償法。在工程實際中兩類方法一般聯合應用,以達到最佳的效果。
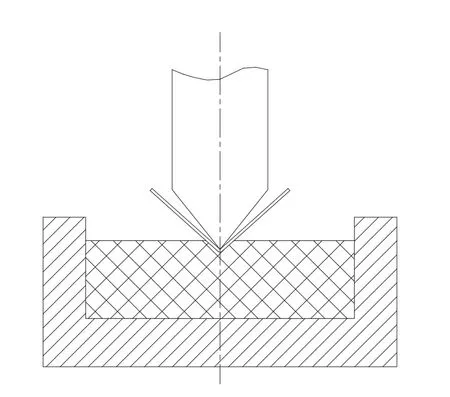
圖3 聚氨酯彎曲模
結束語
綜上所述,控制板材沖壓過程中回彈的方法很多,在工程實踐中我們根據沖壓板材的種類、板材的厚度、液壓機的類型、沖壓件的具體形狀、凸模圓角等情況來選用上述一種方法或幾種方法聯合使用,從而提高沖壓件的尺寸精度。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03