汽車零件復合精沖成形技術與裝備
2015-06-22 14:38:09劉艷雄華林武漢理工大學
鍛造與沖壓 2015年8期
關鍵詞:工藝
文/劉艷雄,華林·武漢理工大學
張勇,黃時明·黃石華力鍛壓機床有限公司
楊靜剛·武漢泛洲機械制造有限公司
汽車零件復合精沖成形技術與裝備
文/劉艷雄,華林·武漢理工大學
張勇,黃時明·黃石華力鍛壓機床有限公司
楊靜剛·武漢泛洲機械制造有限公司
本文概括介紹了復合精沖成形中典型的精沖擠壓復合精沖成形工藝,并從機械運動設計、結構設計和液壓系統設計三個方面,詳細介紹了KHF系列高性能數控液壓精沖機。

劉艷雄,博士,主要從事板料復合精沖成形技術研究,目前主持國家自然科學基金項目1項,湖北省科技支撐計劃項目1項,參與完成的復合精沖成形技術與裝備獲湖北省技術發明一等獎,發表論文10多篇,獲得發明專利2項。
精沖作為一種精密成形技術,具有優質、高效、低耗的特點,已廣泛應用于汽車、摩托車、儀器儀表、輕工機械、家用電器和辦公設備等領域。目前,主要采用精沖工藝生產平面內二維零件,隨著對零件尺寸精度、表面質量以及生產效率的要求越來越高,三維復雜多功能沖壓產品的開發與生產需求越來越強烈。
近年來,精沖技術已與其他的板料成形工藝如擠壓、精鍛、拉深、彎曲、壓印、翻邊、沉孔、半沖孔等相結合成為復合精沖成形技術FFS(Fine blanking Forming Stamping),圖1展示的是精沖與其他成形工藝結合的示意圖。復合精沖成形是在精沖機上借助連續復合模或級進模,通過各種冷成形加工工藝后,最后精沖落料獲得零件外輪廓,也可通過合理的模具設計,使精沖與各冷成形工藝相結合達到一次成形。復合成形的精沖零件應用在許多領域(如汽車、摩托車、電子工業等),取代以前由普沖、機加工、鍛造、鑄造和粉末冶金加工的零件,能發揮其巨大的技術優勢和經濟效益。
為了獲得高尺寸精度及表面質量的復合精沖成形零件,復合精沖成形需要由高剛度、高運動精度的精沖裝備實現。目前國際上生產精沖裝備的主要有法因圖爾和森鐵工等公司,為了實現精沖裝備國產化,黃石華力鍛壓機床有限公司與武漢理工大學合作,成功研發了精沖力200t、320t、500t、650t、700t、800t、1000t、1200t的KHF系列數控液壓精沖機。本文重點介紹了汽車零件復合精沖成形工藝研究及KHF系列數控精沖裝備制備技術,屬于國家自然科學基金資助項目(項目編號為51305316,51375356)。
典型汽車零件復合精沖成形技術
與精沖成形復合的工藝非常多,包括擠壓、精鍛、拉深、彎曲、壓印、翻邊、沉孔、半沖孔等,其中最為典型和復雜的是精沖與擠壓復合,它具有精沖和擠壓的優點,可用于板料上法蘭的成形,也可在沖制階梯孔時進行預制沉孔以及精沖擠壓復合工藝中的擠壓成形部分。越來越多原來用傳統成形方法生產的零件都將被精沖擠壓復合這種先進的方法取代,這種成形技術具有廣闊的應用前景,特別是在汽車行業。
板料擠壓工藝研究
板料擠壓一般具有壓邊工序,在壓邊力作用下板料被緊緊地夾在壓邊圈和凹模之間;然后,擠壓凸模在擠壓力作用下壓入板料,使材料向凹模型腔流動。其金屬流動過程如圖2所示。在本研究中,板料厚度為5mm,擠壓凸模直徑為16mm,凹模內孔直徑為12mm。

圖1 復合精沖成形工藝示意圖
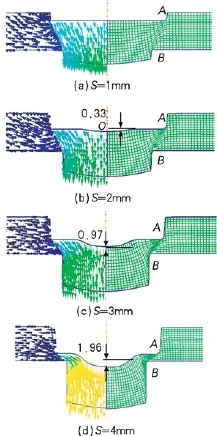
圖2 板料擠壓成形過程中金屬流動(S為凸模下移量)
從圖中可以看出板料變形主要集中于擠壓凸模以下,壓料板之下的材料變形非常小。隨著變形的進行,在凸模刃口A與凹模刃口B之間網格畸變逐漸加劇。在工件上表面中心點O處附近,網格軸向拉長、徑向收縮,隨著變形程度的增加,網格徑向收縮、軸向伸長現象變得越來越嚴重,從而出現縮孔。從圖中更可以看出,在板料中心處形成了一倒圓錐縮孔,隨著擠壓行程的增加,縮孔現象變得越來越嚴重。縮孔現象的產生主要是由于凹模型腔壁對材料的阻礙作用,使得材料沿凹模型腔壁流動困難,而在中心對稱軸附近材料向下流動容易。隨著凸模擠壓深度增加,凸模與凹模之間材料料厚逐漸減小,從而使材料流動能力變弱,再加上凹模型腔壁對材料流動的阻礙,不斷使凹模型腔壁附近金屬的軸向流速慢于中心對稱軸附近的金屬,從而在O點附近形成縮孔,并且隨著擠壓行程的增加,縮孔現象越來越嚴重。
經研究表明擠壓速度對縮孔深度影響很小,而擠壓比(凸模直徑與凹模直徑之比)對縮孔影響較大。隨著擠壓比直徑增大,縮孔直徑減小,深度增大。
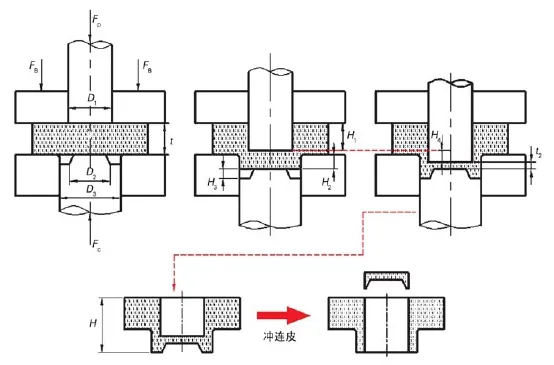
圖3 沖擠復合成形示意圖
板料沖擠復合成形研究
為了獲得板類法蘭零件,可采用板料沖擠復合成形工藝,其示意圖如圖3所示。壓料板在壓邊力FB作用下壓住板料后,擠壓凸模在反頂力FC作用下壓緊板料,并與沖壓凸模一同向下運動,使變形區厚度方向的材料流入凸模與凹模之間的型腔;當沖壓凸模下行一定距離H1后,限制擠壓凸模運動,沖壓凸模繼續下行至距離H4之后,材料受純擠壓而充滿型腔。然后進行沖連皮,獲得法蘭。
通過數學計算與有限元模擬,分析沖擠復合成形過程中的金屬流動與應力應變關系,可獲得最佳的沖壓凸模沖壓行程H1與擠壓行程H4。同時再通過實驗研究不同反頂力對形成凸臺的影響,證明隨著反頂力的增加,法蘭沖擠成功,整個外表面皆為光潔面。最終成功研發出的汽車變速器撥叉零件,如圖4所示。

圖4 采用精沖擠壓復合成形工藝生產出的零件
其他復合成形工藝研究
筆者及同行通過有限元模擬與實驗研究,還成功開發了多種汽車零部件的復合精沖成形零件,如圖5所示。圖5a、e為精沖彎曲成形,圖5b為精沖擠壓成形,圖5c為精沖拉深成形,圖5d為精沖折彎成形。同時,通過建立精沖彈塑性有限元模型,深入分析了復合精沖過程中精沖件的回彈機理及控制方法,圖5f所示的MQ250五擋撥叉零件集合了精沖擠壓、精沖彎曲、精沖翻邊等復合精沖成形工藝。該撥叉零件經過深圳市華測檢測技術股份有限公司(簡稱CTI)檢測,其幾何精度達到IT6級,用其組裝的汽車變速換擋機構總成,為大眾全球系列車型變速器配套。
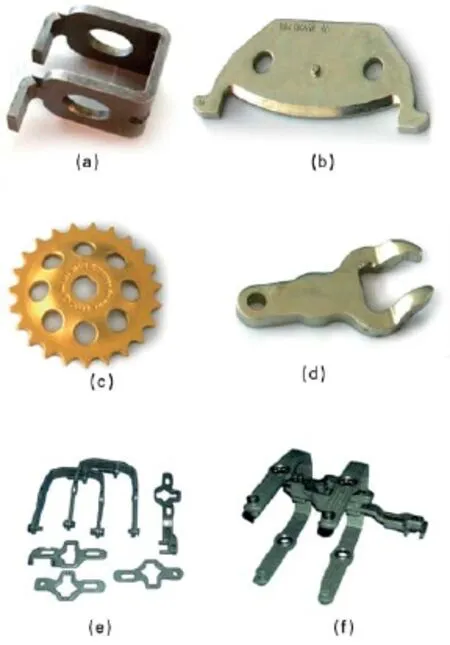
圖5 采用復合精沖成形工藝生產的汽車零件
重載高精度復合精沖裝備
高剛度、高運動精度的精沖機是實現復合精沖的重要保證。精沖機一般需要滿足如下要求:⑴能同時提供沖裁力、壓邊力、反壓力;⑵沖裁速度無級可調;⑶滑塊行程速度的變化滿足快速閉合、慢速沖裁、快速回程的要求;⑷機身剛度和滑塊的導向精度高;⑸封閉高度重復精度高;⑹有可靠的模具保護裝置。
針對上述要求,為了開發KHF系列數控精沖機,筆者及同行開展了如下研究。
精沖機機械運動設計
首先在Pro/E中進行三維建模,然后將零件組裝在一起,檢驗各零件之間是否存在干涉,再將建立的三維模型導入到Adams中,建立精沖機的三維虛擬樣機進行運動學仿真分析,分別得到了主滑塊、主油缸、齒圈油缸、反頂缸的速度曲線和位移曲線,其中主滑塊的速度和位移曲線分別如圖6a、b所示。從圖中可以看出,主滑塊具有快速閉合、慢速檢測、快速回程以及沖裁速度可調的特點。
另外,采用壓力在線檢測控制,實現疊料保護和精沖變形力控制,避免模具非正常損壞,模具壽命高。運動導向設計采用主滑塊八面導向和主油缸雙級導向,導向精度高,抗偏載能力強,經過湖北省機械產品質量監督總站進行抗偏載測試,測試值如表1所示(KHF1200型精沖機)。
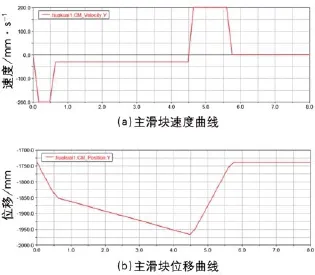
圖6 精沖機主滑塊的速度和位移曲線
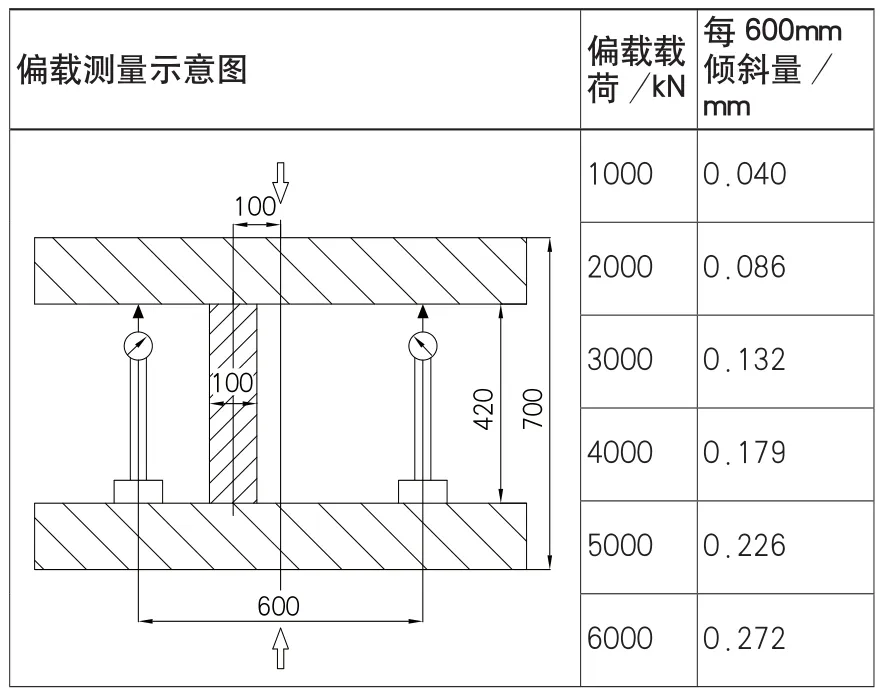
表1 抗偏載測試(KHF1200型精沖機)
精沖機結構設計
KHF系列精沖機機架采用焊接框架結構,為了提高精沖機的剛度,同時為了避開精沖機的共振頻率,利用Hyperworks對精沖機機架進行拓撲優化。通過拓撲優化,大大提高了精沖機機架剛度。對于KHF500型精沖機,在滿載情況下,機架最大應力為78MPa,機架高度方向最大位移為0.273mm,變形與機身長度之比為1∶7070。而普通精沖機要求該比例在1∶1000左右,因此該精沖機機架具有良好的剛性。同時,通過模態分析,機架的一階和二階的固有頻率分別為40.8Hz與41.3Hz,遠大于電機的激勵頻率25Hz,從而避開了共振現象,保證運動過程中振幅小。
精沖機液壓系統設計
液壓系統是精沖機的重要組成部分之一,其質量的好壞直接影響著精沖產品的質量,因此要注重精沖機液壓系統的設計。精沖機液壓控制油路非常復雜,總體來說可以分為8個部分:⑴液壓源的輸出控制油路;⑵主油缸與快速油缸動作控制油路;⑶頂出油缸與齒圈缸的動作控制油路;⑷廢料剪的動作控制油路;⑸前后夾持的動作控制油路;⑹模具鎖緊機構的動作控制油路;⑺上模滾道動作控制油路;⑻第四力與第五力的輸出控制油路。
為了提高KHF系列精沖機的性能,減小精沖機工作過程中的振動,實現高頻次平穩沖壓成形,對KHF系列精沖機的液壓系統采用Adams/Hydraulics進行仿真優化。通過模擬發現,本液壓系統能夠實現低壓快速工進-高壓慢速成形-低壓快速回程的高頻次電液伺服驅動,如圖7所示。從圖7a中發現在整個沖裁過程中模擬值與理論值十分吻合,從圖7b中可以發現滑塊從快進到工進變換時間為0.1s,速度響應快。但是在速度轉換過程中發現速度波動較大,這主要是由于快速缸快進過渡到主油缸工進時,速度差較大,主油缸中壓強存在一個上升過程,且此過程中外載也在緩慢增加,而伺服閥的控制采用的是開環控制,此時,可根據模擬結果逐漸修改閥口開度,減小速度波動。通過系列的優化設計與計算,大大提高了液壓系統的性能和精沖機高頻次沖壓成形的平穩性。
通過上述三方面的研究,我們成功開發了KHF系列數控精沖機。其中,KHF1200型精沖機總壓力為12000kN,齒圈壓邊力5000kN,反頂力為2500kN,是目前國內噸位最大的精沖機。KHF1200型精沖機的最終沖壓頻次在每分鐘42~75次范圍內,機架剛度達到1/10000,工作臺振幅不大于0.02mm,在沖裁過程中,豎立的硬幣不倒,達到國際先進水平。

圖7 液壓系統模擬結果與理論計算值對比
結束語
復合精沖成形是生產三維復雜多功能產品的先進工藝,其產品質量好,尺寸精度高,并且材料利用率高,減小了后續加工余量和加工工時消耗,生產效率高,具有良好的技術經濟性,是塑性成形領域的先進制造技術。本文所介紹的精沖復合工藝及自主研發的KHF系列精沖機是國內精沖行業同仁在該領域的技術成果,有助于推動國內精沖行業的進步和發展。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
