沖焊檢具精度檢測常見問題分析及解決方案
2015-06-22 14:38:09方銀勝盛明軍奇瑞汽車股份有限公司
鍛造與沖壓 2015年8期
文/方銀勝,盛明軍·奇瑞汽車股份有限公司
沖焊檢具精度檢測常見問題分析及解決方案
文/方銀勝,盛明軍·奇瑞汽車股份有限公司
檢具作為測量和評價零件尺寸質量的專用檢驗設備,在汽車車身開發前期起著相當重要的作用,國內大部分汽車制造公司,都把檢具視為一種特殊計量工具來進行精度控制,按周期進行精度校準。

方銀勝, 工裝工程師,從事工裝(模具/檢具/夾具)方面項目管理工作,2013年被評為奇瑞乘用車公司“10大勞動模范”,發表省級以上論文5篇,曾主控參與公司級壓合質量提升項目等。
從 21世紀初開始,由于國家政策扶持和汽車市場的大量需求,造就了汽車行業發展的黃金時段,伴隨汽車制造業的快速發展,專用檢測檢具和三坐標測量設備得到迅速發展應用,隨著汽車制造業的整體發展,檢具能夠根據有效的產品圖紙和CAD數據來合理地測量零件的所有參數,并可以對零件上的某些極其重要的功能性尺寸進行數值檢測。
精度校準
利用檢具的標準尺寸模型(檢具數模或產品數模)與檢具實物比對的方法進行比較測量稱為精度校準,沖焊專用檢具的校準項目見表1。
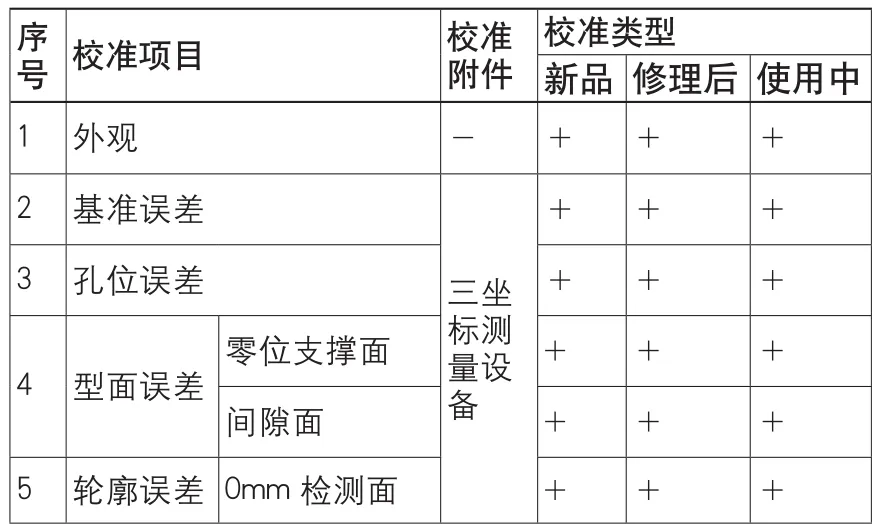
表1 沖焊專用檢具的校準項目
外觀
通過目視觀察外觀缺陷。
基準誤差
通過測量軟件對測量基準面進行平面度和垂直度評定。
孔位誤差
將待檢檢具的數模或產品數模導入計算機,并按照檢具銘牌上的基準坐標值建立坐標系,根據檢具數模或產品數模對檢具上所有的定位孔、檢測孔進行檢測。
型面誤差
按照檢具數模或產品數模對檢具上的所有零位支撐面進行全部檢測,每個零位支撐面選點不少于2個。周期校準的檢具,如檢具本體標識測量點,需在測量點附近檢測;如檢具本體無測量點,則平滑面以50~100mm間距進行抽點檢測;形狀復雜面以低于50mm間距抽點檢測,檢測點要能夠體現檢具的形狀特征。
輪廓誤差
對0mm檢測面進行抽點檢測,對于周期校準的檢具,如檢具本體標注測量點,則在測量點附近抽點檢測;如檢具本體無測量點,則平滑面以50~100mm間距進行抽點檢測;形狀復雜面以低于50mm間距抽點檢測,檢測點要能夠體現檢具的形狀特征。
測得數據與檢具數模或產品數模理論值進行比較,根據《計量要求登記表》來給定所測項目的公差標準,校準項目滿足《計量要求登記表》中的公差要求方可判為合格,反之則判為不合格。
檢具精度校準常見問題診斷
將檢具周期校準遇到的問題進行歸納分析,總結出檢具檢測常見問題并提出問題解決方案。
輪廓誤差
檢具數模一般當成資料存檔,因此檢具校準大多數用產品數模來檢測,當產品輪廓出現負角時,三坐標測量軟件以料厚延長面為理論值進行檢測,而檢具制造采用整車坐標系(X/Y/Z軸)拉深加工,此時檢測結果就會因為理論出現偏差,負角越大或距離棱邊取點越遠,檢測結果偏差就會越大。這就是所謂的輪廓誤差,如圖1所示。
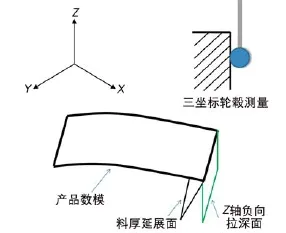
圖1 輪廓測量示意圖
當測量發現輪廓存在負角時,依據整車坐標系(X/Y/Z軸)對產品數模進行軸向拉深,拉深后數模導入三坐標測量軟件進行檢測即可解決此問題。
圖2所示為對A車型發蓋內板檢具進行精度校準輪廓超差的結果。其中,PL3_16點的標稱值與測量值數據如表2所示。對PL3_16點進行檢查發現輪廓延長面與Z軸反向延伸面存在18.421°角,當輪廓面延展20mm時,測得延伸測量點距離理論位置為6.320mm,如果按照圖2所示輪廓公差±0.500mm,可以初步得出采用產品數模延伸面距離輪廓20mm檢測的檢具精度值超差約為 6.320-0.500=5.820mm。

圖2 發蓋內板輪廓部分標定結果

表2 PL3_16點的標稱值與測量值數據 /mm
對輪廓存在負角的面依據整車坐標系進行Z向拉深20mm后同樣測得PL3_16投影點,結果各軸向偏差大大縮小,整體超差為0。
型面誤差
當使用產品數模三坐標標定料厚取值錯誤時,就會造成理論取值錯誤,從而導致測量整體偏差。圖3所示是型面零位支撐面的測量示意圖。
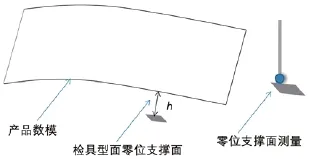
圖3 型面零位支撐面測量示意圖
圖4所示為對B車型發蓋外板檢具精度零位支撐面超差的測量結果。對圖4測量點PZ_17~PZ_20的測量結果進行檢查發現,超差均出現在Z軸負向。其中,PZ_17點的標稱值與測量值數據如表3所示。對PZ_17測量點進行分析,發現發蓋外板料厚取0.9mm,而產品料厚為0.6mm,理論值存在0.3mm的偏差。設置產品料厚0.6mm進行型面檢測,PZ_17點零位支撐面測量結果顯示X、Y、Z軸的偏差分別降為0.117mm、0.015mm、-0.25mm,而超差均為0。

表3 PZ_17點的理論值與測量值數據 /mm
基準誤差
基準作為檢具精度校準之基礎,檢具檢測的所有點都是參考基準來實現的,因此當檢具基準存在問題時,會直接影響到檢具精度校準甚至無法檢測,通常會出現以下幾種情況。
⑴基準不統一。這樣測量的數據往往存在較大差異,檢測結果對比性差。
改進措施:為了減少因基準建立方法不同造成的精度檢測偏差,檢具檢測時統一采用“3-2-1”法建立坐標系,保證自檢、預驗收、終驗收、周期性精度校準方法一致。
⑵某一軸向整體偏差。當檢測報告表現為絕大多數檢測輪廓、型面往一個軸向整體偏差且偏差值近似時,這時可以認為基準值存在問題。
改進措施:將基準值反方向調整一個值,調整量依據測量結果來定,這時調整后的結果會在三坐標測量軟件中體現,如果超差問題消除,說明調整基準值有效,這時再對銘牌基準值進行更改,就可解決此問題。
⑶當檢具無基準值或基準值位置與實際位置差異很大時,利用基準來標定檢具已無法實現,由于擬合基準比較繁雜,大部分三坐標精度校準會直接認定檢具不合格。
改進措施:利用產品數模對比檢具實物,取產品輪廓上已知6個點(3點確定高度方向,2點確認一軸向,最后1點確認另一個軸向),這時三坐標測量軟件擬合檢具到理論狀態,可以進行測量標定。如圖5所示,某B車型縱梁由于時間較長檢具銘牌丟失無基準值,這時利用6點擬合法進行測量,需要注意的是6點擬合法選取的點,需要取型面上完好位置,且點位置分散。
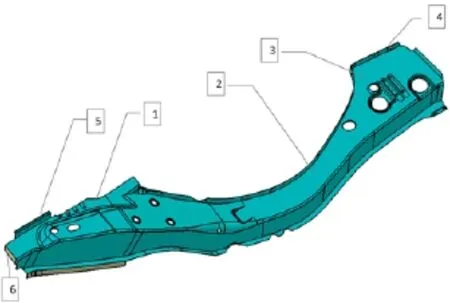
圖5 三坐標測量結果顯示X向整體偏差約0.02~0.23mm
檢具輪廓與產品圖紙不符
通常這種情況出現在產品設變而檢具未設變,檢具本體與產品差異明顯,這時只需要對檢具進行相應設變維修,就能解決此問題。
結束語
造成檢具測量數據偏差的原因有很多,以上只是列舉了幾種出現頻率較高的情況,各種因素都有可能造成檢測結果偏差,這就需要檢測人員具備一定專業技能,關注測量過程每個細節,才能高質量的完成檢測任務,正確地反映出檢具實際精度。本文是筆者工作中經驗的積累,對于用三坐標測量機進行檢具校驗和鑒定涉及到的誤差問題分析改進,提供了一定的參考價值。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
