鋁合金矩形截面管充液成形工藝研究
2015-06-26 13:03:54谷珊珊郎利輝孔德帥吳磊
精密成形工程 2015年4期
關鍵詞:有限元
谷珊珊,郎利輝,孔德帥,吳磊
(北京航空航天大學,北京100191)
鋁合金矩形截面管充液成形工藝研究
谷珊珊,郎利輝,孔德帥,吳磊
(北京航空航天大學,北京100191)
目的 研究低延伸率和低厚向異性指數的鋁合金管,在充液成形過程中的材料變形行為。方法 采用低壓預成形的方法來改善管坯材料的流動,并與傳統不帶內壓的預成形結果進行了對比。結合有限元分析手段研究了鋁管彎曲過程管坯尺寸、彎曲半徑的選擇對零件壁厚分布的重要性。結果 有限分析方法結合試驗研究表明,低壓預成形可以有效抑制鋁合金彎曲軸線管件的開裂。結論 初始管材截面外壁周長應等于或略小于模具截面內壁周長;彎曲半徑的選取要兼顧彎曲工藝難度和管坯貼模度;低壓預成形能夠大大改善矩形截面過渡圓角區的材料流動,避免破裂、死皺等典型缺陷的發生。
彎曲;低壓預成形;充液成形;有限元模擬
在倡導節能減排、發展低碳經濟的今天,航空航天工業迫切地需要減輕質量,將管材充液成形技術應用于鋁合金零件的制造,可以同時實現材料輕量化和結構輕量化,最大限度地實現減重目標[1—4]。在相同周長和壁厚前提下,矩形截面的抗彎模量大于圓截面的抗彎模量,并且矩形截面管件更容易裝配,因此成為了結構件的常用形式[5]。
鋁合金材料室溫變形能力較差,目前鋁合金零件充液成形多集中在熱態液力成形研究方面。Yeong-Maw Hwang[6—7]建立了一個考慮管和模具之間滑動摩擦的數學模型,來探索管坯在方形截面模具中液壓脹形過程的塑性變形行為,并通過有限元模擬指出在圓管脹形為矩形橫截面的過程中引入預壓,夾緊力和成形壓力會大大降低。劉鋼[8]等人采用力學分析揭示了矩形圓角和直邊過渡區的減薄以及開裂的力學機理,提出了內高壓成形中圓角和直邊的過渡區材料最易滿足塑性屈服條件,發生劇烈的減薄變形。宋鵬[9]設計制造了測試圓角充填過程中圓角半徑與內壓關系的實驗裝置。苑世劍[10]提出了采用花瓣預成形截面降低圓角成形壓力的方法。
文中通過對6008鋁合金管坯在常溫條件下進行充液成形模擬及實驗研究,為鋁合金管材充液成形技術在航空工業中的應用奠定基礎。
1 材料性能及零件尺寸
零件所用材料是O態6008鋁合金,O態是退火狀態,通過單拉試驗測得其各項材料性能指標如下:彈性模量E=69 GPa,硬化指數n=0.26,屈服極限σs=100 MPa,強度極限σb=310 MPa,延伸率δ=11%。鋁合金矩形截面管零件的幾何形狀及截面尺寸如圖1所示。零件兩端直臂段是62 mm×47.5 mm矩形截面,圓角半徑為10 mm,壁厚為2.5 mm,連接管坯直段的中部過渡段軸線為空間曲線,建立管坯模型時簡化為平面曲線處理。
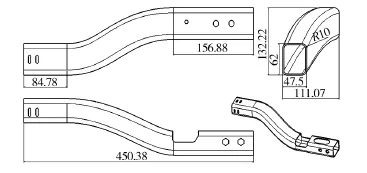
圖1 零件的幾何形狀及尺寸Fig.1 The shape and dimension of the part
2 矩形截面管充液成形工藝分析
對于軸線形狀復雜的管件,管材充液成形工藝主要包含彎曲、預成形及液壓成形3個工步,將有限元數值模擬技術應用在管件充液成形領域,即可輔助液壓成形零件的模具設計與工藝優化。
2.1 初始管坯尺寸的確定
整形前管坯幾何形狀對最終壁厚分布及成形極限影響很大[11],初始管材截面外壁周長應等于或略小于模具截面內壁周長,既保證圓角區能夠得到足夠的補料,又避免由于管徑過大,導致直邊部分發生起皺。選取零件不同部位的多個截面,測量其周長,得最小截面周長為201.832 mm,并據此來確定管坯的初始外徑為64 mm。
由圓截面成形為矩形截面的膨脹率可用式(1)計算得到:

式中:δ為膨脹率(%);b為截面寬度(mm);h為截面高度(mm);r為圓角半徑(mm);d為圓截面外徑(mm)。由該零件幾何尺寸特征計算可知,該零件成形屬于小膨脹率脹形范疇(膨脹率僅為1.98%),因此管坯壁厚可以確定為2.5 mm。零件制取過程即將直徑64 mm,壁厚2.5 mm的圓管成形為長62 mm,寬47.5 mm的矩形截面管件的過程。
2.2 管坯彎曲成形工藝設計
鑒于彎曲工藝是管材充液成形工藝實現的前提,彎管的設計不僅要考慮彎管工藝實現的難易和彎管成形質量,更要考慮不同形狀的彎管會對后續的預成形和充液成形工藝的影響。根據矩形截面管與其他部件的裝配特征,設計了一坯兩件的生產工藝,因此彎管包含4個彎度。對于連續彎曲,因多次變形會影響彎曲件的形狀精度,因此前次彎曲要給后次彎曲留出可靠的定位,并保證后次彎曲不破壞前次已彎曲的形狀。
基于有限元分析軟件DYNAFORM5.8建立φ64 mm×975 mm,壁厚2.5 mm的直管有限元模型,如圖2所示。彎曲過程中,鑲塊配合夾緊塊使管件繞彎曲模一起轉動;壓塊配合側推滑塊向前移動的同時對管件施加壓力;防皺塊位置固定不動,其弧面始終與彎曲模貼合,以便對管件彎曲段起始處支撐,避免管件起皺。材料模型采用能反映材料變形過程中硬化特性的冪指數強化模型,屈服準則采用能反映材料在平面應力條件下各向異性的Barlat89屈服準則。管坯選擇能夠處理彎曲和剪切效應且計算效率高的四節點Belytschko-Tsay殼單元,網格尺寸劃分為5 mm,根據簡化后的管坯軸線方向,選定彎曲角度為35.2°,分析彎曲半徑對彎管成形質量的影響。
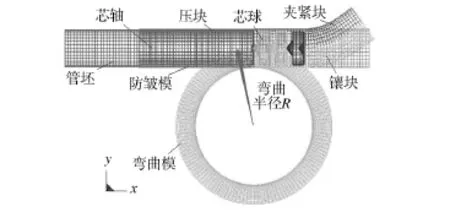
圖2 直管彎曲有限元模型Fig.2 FEMmodel of tube bending
基于分散性失穩的最小相對彎曲半徑應滿足以下關系[12]:

式中:R為管材彎曲中性層半徑;d0為圓管初始外徑;n為硬化指數;t0為管材的原始壁厚。
根據試驗零件的初始圓管坯外徑64 mm,選取彎曲半徑分別為130,140,150,160,170,180 mm,采用默認的彎曲模角速度(500 rad/s),壓塊壓力為36 864 N,管坯與模具間的摩擦因數為0.125,進行有限元仿真分析,得到不同彎曲半徑的管坯最大壁厚減薄分布如圖3所示。
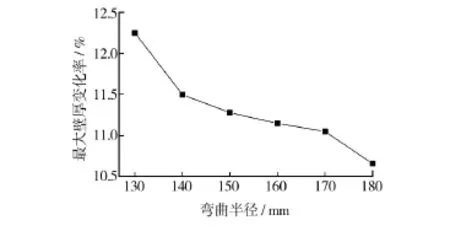
圖3 不同彎曲半徑下的彎管壁厚分布Fig.3 The thickness distribution of the bending tube with different bending radius
由圖3可知,管坯的最大壁厚減薄率隨著彎曲半徑的增大而逐漸減小。在管坯彎曲過程中,外側受切向拉應力和徑向壓應力,內側受切向壓應力和徑向拉應力。隨著彎曲半徑的增大,外表面受拉和內表面受壓的程度降低,因此管坯外表面壁厚減薄和內表面增厚減小,壁厚分布趨于均勻,因此應該選擇較大的彎曲半徑。考慮到較大的彎曲半徑將導致彎段中間的連接直段與模具型腔間隙較大,不利于后續彎管充液成形工藝的實施,最終確定彎管的彎曲半徑為150 mm。
2.3 彎管充液成形工藝設計
基于DYNAFORM5.8建立彎管充液成形有限元模型,模具位置如圖4所示。管坯包含彎曲過程的單元壁厚、應力、應變等信息。模具采用四節點剛性單元進行離散化處理,管件與模具間的接觸類型為forming surface to surface,摩擦因數為0.05。采用動力顯式算法模擬管件充液成形過程,兼顧計算精度與效率,設定有限元仿真虛擬加載時間為0.04 s[15]。
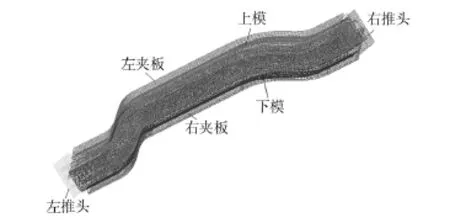
圖4 彎管充液成形有限元模型Fig.4 FEMmodel of bend hydroforming
充液成形過程的主要工藝參數確定如下[16],圓管脹形的初始屈服壓力為:

在成形后期,需要較高的壓力對圓角進行整形,整形階段無軸向進給,所需壓力為:

式中:rc為工件截面最小過渡圓角半徑;σs為整形時材料的流動應力。
對于硬化材料,整形壓力還需要根據應變硬化公式求得。由于單拉試驗與管材充液成形的受力狀態差距較大,因此材料模型不能十分準確地反映管坯的應力狀態,模擬時選取初始屈服壓力為8~25 MPa,整形壓力為40 MPa,初步確定如圖5所示的加載路徑,管坯發生破裂,缺陷如圖6所示。管坯壁厚最大減薄處位于2個彎段中間過渡直段的圓角過渡區,與工藝實驗管坯破裂區發生位置相一致。這是由于中間直段距離模具型腔間隙較大,導致在成形過程中此處不容易貼模,圓角過渡區率先屈服,出現破裂。
為了進一步分析破裂缺陷,截取斷裂處矩形A-A截面(見圖7),沿周向每隔5 mm取點測量壁厚,與有限元模擬的壁厚結果進行比較,如圖8所示。由圖8可知,實驗與有限元數值模擬測得的破裂截面壁厚分布趨勢相同,壁厚最大值位于彎曲內側所在的矩形圓角區,壁厚最小值位于彎曲外側所在的圓角過渡區,這也解釋了為何管件容易在過渡區域破裂。
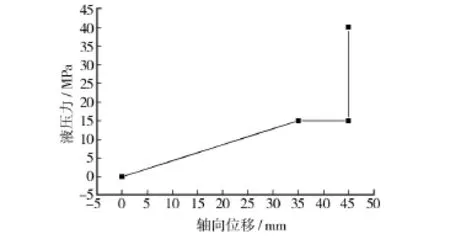
圖5 初始加載路徑Fig.5 The initial loading path
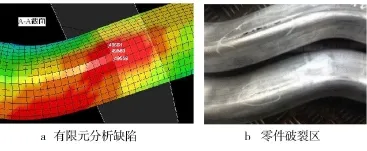
圖6 缺陷區的模擬與試驗結果對比Fig.6 The comparison of defects between FEMand experiment
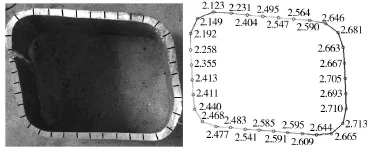
圖7 A-A截面Fig.7 A-A cross section
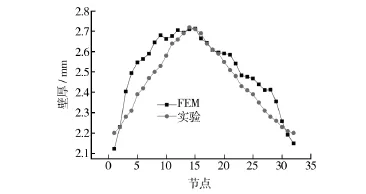
圖8 FEM與實驗測得的截面壁厚分布Fig.8 The comparison of thickness distribution of the section between FEMand experiment
3 矩形截面管充液成形工藝實驗
當矩形截面寬度大于圓截面的外徑,而高度小于圓截面外徑時,可通過合模將管坯壓入模具型腔。在不改變模具型腔結構、尺寸的前提下,采用對角中間合模方式,有利于花瓣型預制坯的實現,如圖9所示。管坯內部液體壓力使直邊段對圓角段產生一整形推力[8],該壓力將有助于將材料推入圓角區,并使圓角段發生彎曲變形,獲得很小的過渡圓角。
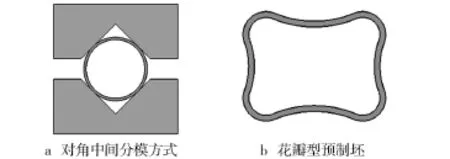
圖9 合模預制坯形狀Fig.9 Preforming shape
充液成形工裝模具如圖10所示,由于常溫下鋁合金延伸率較低、厚向異性指數r值小于1,壁厚易減薄,在合模階段,易形成“∞”字凹陷,導致后續充液脹形也無法展平,成為死皺。因此采用低壓預成形的方法,即帶內壓的預成形方法來改善管坯的材料流動,以避免上述缺陷產生。

圖10 充液成形模具工裝Fig.10 Themold of tube hydroforming
為了與傳統的液壓成形工藝進行對比,合模內壓分別選作0,1,2,3,4,5 MPa,并保證內壓在合模過程中保持恒定,進行了數值模擬驗證,貼模脹形時伴隨10 mm的進給,最后利用較高的內壓進行整形,得到符合要求的小圓角特征,加載路徑如圖11所示,不同加載路徑下的充液管坯壁厚分布如圖12所示。
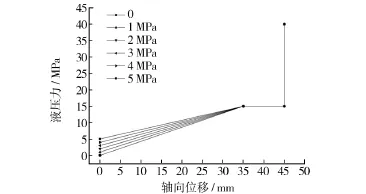
圖11 管坯脹形加載路徑Fig.11 Loading path of tube hydroforming
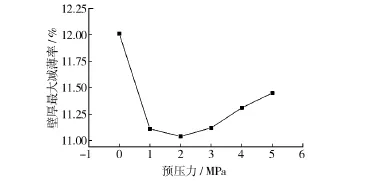
圖12 不同加載路徑下的管坯壁厚減薄Fig.12 The thickness distribution of tube under different loading paths
由圖12可知,低壓預成形能有效改善管坯的壁厚分布。當合模內壓為2 MPa時,管坯壁厚變化最小,最大減薄率僅為11.10%左右。隨著預壓力的增大,壁厚減薄有增長的趨勢,這是因為預壓力增大導致花瓣型預制坯消失,圓角材料流動阻力就會增大,導致局部壁厚減薄。最終確定初始合模壓力為2 MPa,貼模脹形內壓為15 MPa,整形壓力40 MPa。有限元脹形模擬壁厚分布如圖13a所示,直臂段的壁厚減薄得到了改善,無明顯缺陷,最大壁厚減薄率僅為11.10%。在此加載路徑條件下,進行了零件試制試驗,獲得了批量合格的零件,如圖13b所示。
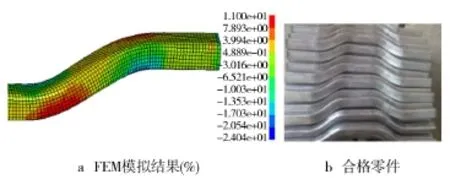
圖13 合格零件Fig.13 Qualified part
4 結論
1)整形前管坯幾何形狀對成形件壁厚分布影響很大。初始管材截面外壁周長應等于或略小于模具截面內壁最小周長,確定管坯直徑為64 mm。低膨脹率管坯壁厚選擇零件的壁厚為2.5 mm。
2)彎曲半徑對保證成形件壁厚均勻性至關重要。管坯壁厚減薄率隨彎曲半徑的增大而減小,最終選定彎曲半徑為150 mm,彎管壁厚分布均勻且管坯貼模度好。
3)采用低壓預成形的方法,獲取良好的花瓣型預制坯形狀,可有效改善壁厚分布,降低圓角成形壓力。當預壓力為2 MPa,成形壓力為15 MPa,整形壓力為40 MPa時,成功研制了非對稱6008鋁合金矩形截面管樣件,最大減薄率僅為11.10%。
[1]CHARLESC,SHAH S.Hydroforming Process Overview and Applications[C]//Proceedings of2nd International Conference on Innovations in Hydroforming Technology,1997: 22—26.
[2]DOHMANN F,HARTL C.Hydroforming-a Method to Manufacture Light-Weight Parts[J].Journal ofMaterials Processing Technology,1996,60(1):669—676.
[3]DOHMANN F,HARTL C.Tube Hydroforming:Research and Practical Application[J].Journal ofMaterials Processing Technology,1997,71(1):174—186.
[4]LüCKE H,HARTL C,ABBEY T.Hydroforming[J].Journal ofMaterials Processing Technology,2001,115(1):87—91.
[5]宋鵬.5A02鋁合金彎曲軸線超薄異型管內高壓成形研究[D].哈爾濱:哈爾濱工業大學,2010. SONG Peng.Research on Hydroforming of 5A02 Aluminum Alloy Curved Thin-walled Tube with Polygonal-sections [D].Harbin:Harbin Institute of Technology,2010.
[6]HWANG Y,ALTAN T.Finite Element Analysis of Tube Hydroforming Processes in a Rectangular Die[J].Finite Elements in Analysis and Design,2003,39(11):1071—1082.
[7]HWANG Y,CHEN W.Analysis of Tube Hydroforming in a Square Cross-sectional Die[J].International Journal of Plasticity,2005,21(9):1815—1833.
[8]LIU G,YUAN S,TENG B.Analysis of Thinning at the Transition Corner in Tube Hydroforming[J].JournalofMaterials Processing Technology,2006,177(1):688—691.
[9]宋鵬,王小松,韓聰,等.鋁合金矩形截面內高壓成形圓角充填行為研究[J].機械工程學報,2010,46(12):59—64. SONG Peng,WANG Xiao-song,HAN Cong,et al.Filling Behavior of Transition Corner in Hydroforming of Aluminum Alloy Rectangular Section Tube[J].Journal of Mechanical Engineering,2010,46(12):59—64.
[10]苑世劍,劉鋼,韓聰.通過預成形降低內高壓成形壓力的機理分析[J].航空材料學報,2006,26(4):46—50. YUAN Shi-jian,LIU Gang,HAN Cong.Mechanism Analysis in Reducing the Hydroforming Pressure by Pre-forming[J]. Journal of Aeronautical Materials,2006,26(4):46—50.
[11]郎利輝,苑世劍,王仲仁,等.防銹鋁變徑管內高壓成形過程數值模擬[J].中國有色金屬學報,2001,11(2): 211—216. LANG Li-hui,YUAN Shi-jian,WANG Zhong-ren,et al.Numerical Simulation of Antirust Aluminium Tube Hydroforming with Variable Diameter[J].The Chinese Journal of Nonferrous Metals,2001,11(2):211—216.
[12]鄂大辛,寧汝新.管材無芯彎曲的最小相對彎曲半徑[J].機械工程學報,2007,43(5):219—222. E Da-xin,NING Ru-xin.The Minimum Relative Bending Radius of Coreless Tube Bending[J].Chinese Journal of Mechanical Engineering,2007,43(5):219—222.
[13]許杰,楊合,李恒,等.基于顯著性的薄壁鋁合金管小彎曲半徑數控彎曲工藝參數優化[J].中國有色金屬學報, 2012,22(1):147—156. XU Jie,YANG He,LIHeng,et al.Significance-based Optimization of Processing Parameters for Thin-walled Aluminum Alloy Tube NC Bending with Small Bending Radius [J].Transactions of Nonferrous Metals Society of China, 2012,22(1):147—156.
[14]李恒,楊合,詹梅,等.薄壁管數控繞彎塑性成形中摩擦作用機理的模擬研究[C].西安:西北工業大學,2005. LIHeng,YANG He,ZHAN Mei,et al.Simulation Research on the Friction Mechanism during Thin-walled Tube NC Bending Process[C].Xi′an:Northwest Plolytechnical University,2005.
[15]楊兵.管件液壓成形的加載路徑理論與試驗研究[D].上海:上海交通大學,2006. YANG Bing.Study on the Loading Paths of the Tube Hydroforming Process[D].Shanghai:Shanghai Jiaotong University,2006.
[16]苑世劍.現代液壓成形技術[M].北京:國防工業出版社,2009. YUAN Shi-jian.Modern Hydroforming Technology[M]. Beijing:National Defence Industry Press,2009.
Process Research on Tube Hydroform ing of Alum inum Alloy Tube with Rectangular Section
GU Shan-shan,LANG Li-hui,KONG De-shuai,WU Lei
(Beihang University,Beijing 100191,China)
The aim of this studywas to investigate thematerial deformation behavior ofaluminum alloy with low elongation and thickness anisotropy index during the tube hydroforming process.Themethod of low pressure pre-formingwas conducted to improve thematerial flowing,and the results were compared with those by traditional pre-forming without pressure.The effect of tube dimensions and the bending radius on the wall thickness distribution during the bending process was analyzed by FEM.The FEMand experimental researches proved that the cracking of aluminum alloy curved tube can be restrained effectively through low pressure pre-forming.The initial outer diameter of the tube should be equal to or slightly less than the inside perimeter of themold section.It is necessary to consider the difficulty of bending process and the tube′s position in themold while choosing the bending radius.Thematerial flowing of rectangular section transition fillet area can be greatly improved by themethod of low pressure pre-forming,avoiding defects such as cracks and wrinkles.
bending;low pressure preforming;tube hydroforming;finite elementmodeling
10.3969/j.issn.1674-6457.2015.04.002
TG394
:A
:1674-6457(2015)04-0006-05
2015-05-06
谷珊珊(1989—),女,河南人,碩士研究生,主要研究方向為充液成形技術在航空航天及汽車領域的應用。
郎利輝(1970—),男,河南人,教授,博士生導師,主要研究方向為液壓成形、粉末熱等靜壓等塑性成形技術,以及數值模擬、并行工程、CAD/CAM/CAE/CAPP。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18