星形套冷態閉塞式精鍛成形分析
2015-06-26 13:03:50仇偉王天舒梁鶴張元恒紀小虎
精密成形工程 2015年4期
關鍵詞:工藝
仇偉,王天舒,梁鶴,張元恒,紀小虎
(合肥工業大學材料科學與工程學院,合肥230009)
星形套冷態閉塞式精鍛成形分析
仇偉,王天舒,梁鶴,張元恒,紀小虎
(合肥工業大學材料科學與工程學院,合肥230009)
目的 提出星形套冷精鍛成形工藝優化方案,提高模具使用壽命,對生產操作進行規范。方法 分析零件結構,確定了合理的分模面;運用數值模擬方法,選取不同的沖頭進給速度和沖頭形狀,對星形套冷精鍛成形過程進行了模擬分析。結果 獲得了冷精鍛成形過程中沖頭進給速度和沖頭形狀對溫度場、應力場、金屬速度場、工作載荷和模具壽命的影響。結論 通過分析沖頭進給速度和沖頭形狀對星形套成形的影響,并對其進行控制和優化,得出了最優工藝參數區間,為實際生產提供了參考依據和理論指導。
星形套;冷態閉塞式精鍛;數值模擬;工藝優化;模具壽命
星形套是車用等速驅動軸的重要組成零件之一,每輛車用2件,市場需求量大。星形套的結構復雜,并且對尺寸精度、表面質量、組織結構和力學性能要求嚴格,成形時充填過程復雜、材料流動性差、產品質量與模具壽命不易保證[1—4]。又由于零件結構的不對稱性,造成星形套鍛件與模具發生干涉,難以取出,其鍛造難度為A級[5]。
目前,我國星形套制造主要采用冷態閉塞式精鍛技術,但由于加工過程中變形程度大,模具型腔復雜,模具使用壽命僅為3000次左右,最壞的情況下甚至只有1000次左右,而國外同種工藝,模具使用壽命接近10 000次,與國外相比有相當大的差距[6—8]。加工時工藝參數對模具使用壽命有很大的影響,但在實際加工中,工藝參數的確定主要依靠技術人員的摸索和反復的工藝驗證,這種方法周期長、費用高,此外冷態閉塞式精鍛模具是封閉的,試驗過程中的隨機干擾因素較多,難以觀察并得到準確數據,造成資源浪費和研制周期加長,而且工藝試驗所確定的參數往往并不是最佳的。針對這一現狀,采用有限元數值模擬方法,對星形套成形過程進行數值模擬[9],較全面地獲得星形套冷精鍛成形過程中沖頭進給速度和沖頭形狀的影響,并對其進行控制和優化,為實際生產提供參考依據。
1 工藝分析
某型號星形套零件圖如圖 1所示,材料為20CrMnTi,由圖1可知,內形球道底面(最大截面記為A-A面)與外形球面(最大截面記為B-B面)的最大截面不在同一豎直面上,因此,常規方法成形時無論取任何一面為分模面,都會導致模具與零件發生干涉而使零件無法出模[10]。
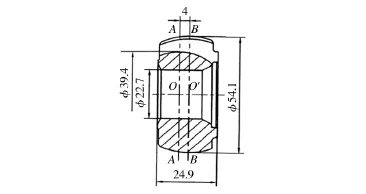
圖1 星形套零件Fig.1 The parts of the starlike sleeve
因滾珠內形球道表面不易機加工,所以為了避免出現模具干涉,應在外形球面上設置工藝補充面,如圖2所示,使外形球面的最大截面積位于A-A面上,然后取A-A面為分模面,成形后內外形球面需進行切削或磨削加工。
實際生產中發現星形套球道后期磨削加工時,會產生嚴重的磨削燒傷,通過減小磨削余量可有效避免星形套球道部位出現斷裂的現象[11],因此技術人員在設計時應盡量減少包括工藝補充面在內的磨削余量。
20CrMnTi材料在常溫下硬度較高,塑性較差,采用球化退火處理可降低硬度,提高塑性,減少成形載荷,提高模具使用壽命。因此零件成形的整個工藝流程為:坯料→退火+磷化與皂化→閉式冷精鍛→機加工[12—13]。
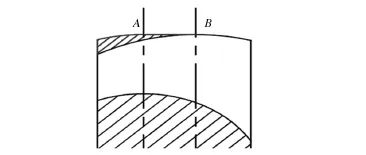
圖2 工藝補充面Fig.2 Addendum surface of the die
2 有限元模型建立
在3D繪圖軟件中,將坯料、上下沖頭、上下模按圖3所示進行組裝。運用有限元軟件,采用剛塑性有限元法[14],對星形套成形進行仿真模擬。有限元模型中除坯料設為塑性體外,模具均設為剛性體。坯料材料選擇DIN-20MnCr5,磨削余量設為0.5 mm。成形溫度設為20℃,凸模下行速度為5 mm/s。
根據體積不變原理[15],對星形套進行體積計算,坯料直徑為30 mm時,所需圓柱形坯料高度為53.5 mm。由于星形套幾何形狀的復雜性,故采用四面體網格劃分,并對材料的主要變形區域進行網格局部細化,使得齒腔形狀更好地逼近模具型腔。
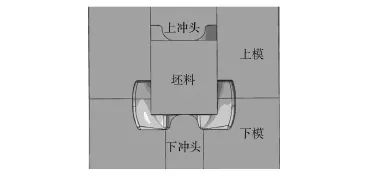
圖3 模具裝配示意圖Fig.3 Schematic diagram of themold assembly
3 模擬結果分析
3.1 沖頭進給速度的影響
3.1.1 沖頭進給速度對溫度場的影響
沖頭進給速度的不同導致了金屬質點間速度場分布的不同。塑性變形時,金屬質點相互運動產生摩擦,進而造成零件內溫度場分布的不均勻,對零件質量、模具壽命有很大影響。在其他參數不變的情況下,選取沖頭進給速度為5,10,15 mm/s,分別模擬不同進給速度下星形套成形所產生的溫度場,圖4為鍛后溫度場。

圖4 進給速度與溫度場的關系Fig.4 Relationship between the feed rate and the temperature field
從圖4可知,沖頭進給速度較小時,閉式模鍛成形過程所需的時間長,坯料通過熱傳導散失的熱量越多,鍛件散熱充分。進給速度較大時,成形時間短,坯料來不及進行散熱,鍛件高溫區較大,局部區域因溫度過高甚至出現過燒現象,嚴重影響產品質量。另一方面,對冷擠壓過程而言,提高坯料溫度有利于金屬流動,使材料變形更容易,但同時要避免出現過燒現象。
3.1.2 沖頭進給速度對應力場的影響
控制其他因素不變,分別模擬沖頭的不同進給速度對應力場的影響。當沖頭進給速度為5 mm/s時,最大載荷為661 MPa;當進給速度為10 mm/s時,最大載荷為639 MPa;當進給速度為15 mm/s時,最大載荷為691 MPa。由此可知,沖頭進給速度的不同對成形載荷大小的影響不明顯,但由圖5可知,沖頭進給速度對應力的分布有明顯影響。
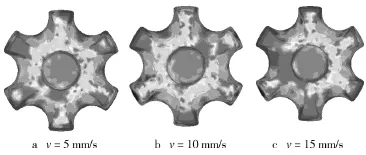
圖5 沖頭進給速度與應力場的關系Fig.5 The relationship between the punch feeding speed and the stress field
在進給量相同的情況下,沖頭進給速度為5 mm/ s和15 mm/s時不同區域的應力差別較大,應力集中現象明顯;進給速度為10 mm/s時應力集中得到改善,組織結構和模具壽命也得到均勻提高。所以綜合考慮溫度場和應力場,選用沖頭進給速度為10 mm/s較為合理。
3.2 沖頭形狀的影響
沖頭形狀直接決定金屬的流動狀況,其他參數不變的情況下,改變上下沖頭形狀,進行A,B,C三組對比試驗。圖6為數值模擬所得速度場矢量圖。
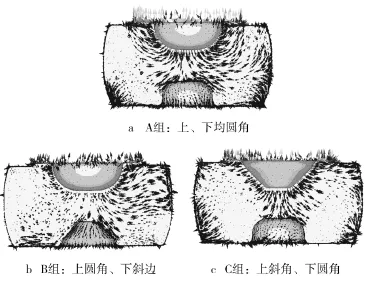
圖6 沖頭形狀與金屬速度場的關系Fig.6 The relationship between the punch shape and the metal velocity field
從圖6可知,不同的沖頭形狀在成形后期,其金屬流動的速度場存在很大差異。對比A組(上、下均為圓角)和B組(上圓角,下斜邊)的速度矢量圖,可以發現在下沖頭處,圓形沖頭周邊金屬的速度矢量趨于分散,甚至接近水平方向;而斜邊沖頭周圍金屬的速度矢量整齊地沿著沖頭表面向下流動,下沖頭劈開金屬,使金屬流動均勻合理,利于填充未充滿的部分。同理,對比A組(上、下均為圓角)和C組(上斜角、下圓角)也能得到相同結論。
當上、下沖頭都是斜邊結構時,金屬的速度場更加合理,速度矢量大小均勻,不存在明顯的積聚、渦旋等部位。并且嚴重磨損區由價格昂貴的模具轉移到相對廉價的沖頭,從而保護模具,提高其使用壽命,所以沖頭形狀設置為斜邊結構更加合理。
3.3 模擬工藝優化成果
結合以上分析,選取坯料直徑30 mm,沖頭速度10 mm/s,上、下沖頭形狀為斜角結構的工藝優化方案進行模擬分析,所得結果如圖7所示。
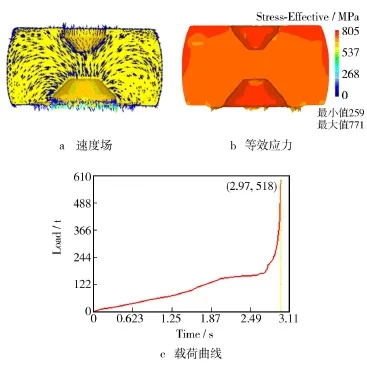
圖7 改進后的有限元模擬數據Fig.7 The improved finite element simulation data
從結果中可以看出模具應力有明顯的降低,從原先的661 MPa降為現在的518 MPa,減少了143 MPa,約為原來值的21.63%;根據疲勞破壞的經驗公式,應力降低10%,疲勞壽命可提高1倍左右,故模具疲勞壽命提高了2倍多;從應力的分布來看,應力分布比較均勻,基本消除了應力集中的現象。
4 工藝驗證
在10 000 kN液壓機上進行星形套冷態閉塞式精鍛成形工藝試驗,坯料材料為20CrMnTi,工藝參數和試驗方案與模擬實驗相同。試驗得到星形套樣件與模擬的結果基本吻合,如圖8所示。可以看出,成形效果較好,各處均填充飽滿,表面成形質量良好,達到了后期切削加工的要求。

圖8 實驗結果Fig.8 Experimental results
5 結論
1)根據星形套的結構特點,確定冷精鍛分模面,并對星形套冷精鍛成形過程進行了有限元分析。通過數值模擬方法,研究了沖頭進給速度和沖頭形狀對星形套成形的影響。
2)沖頭進給速度越大、金屬局部產熱越多,造成溫度場、應力場分布不均勻,沖頭進給速度越小越有利于散熱,但過小會影響生產效率。
3)沖頭存在斜邊結構時,金屬速度場更加均勻合理,并且使成形載荷大大降低,所以沖頭設計成斜角結構更有利于提高模具使用壽命。
[1]劉凡.星形套終鍛成形數值模擬及優化[D].武漢:武漢理工大學,2011. LIU Fan.FEMSimulation on the Finish-forging of the Starlike Inner Race and Process Optimization[D].Wuhan:Wuhan University of Technology,2011.
[2]陳淑婉,黃勝.弧齒錐齒輪精鍛工藝的研究現狀及展望[J].熱加工工藝,2014,43(9):12—15. CHEN Shu-wan,HUANG Sheng.Research Status and Outlook of Precision Forging Process for Spiral Bevel Gear[J]. HotWorking Technology,2014,43(9):12—15.
[3]張馳,何巧,駱靜,等.汽車變速器結合齒溫鍛-冷整形復合精鍛工藝及模具研究[J].精密成形工程,2014,6(1): 9—14. ZHANG Chi,HEQiao,LUO Jing,etal.Compound Precision Forging ofWarm Forging-cold Shaping and Die for Automatic Transmission Conjunction Gear[J].Journal of NetshapeForming Engineering,2014,6(1):9—14.
[4]李君,王崗超,石文超.圓柱直齒輪冷精鍛模擬及試驗研究[J].精密成形工程,2011,3(2):11—14. LI Jun,WANG Gang-chao,SHIWen-chao.Simulation and Experimental Study on Cold Precision Forging of Spur Gear with Big Modulus[J].Journal of Netshape Forming Engineering,2011,3(2):11—14.
[5]朱志偉,梁繼才,李義.轎車等速萬向節星形套閉塞模鍛成形技術研究[J].鍛壓技術,2005,30(6):7—10. ZHU Zhi-wei,LIANG Ji-cai,LIYi,et al.Study of Starlike Inner Race No-flash Die Forging Technology of Automobile Constant Velocity Universal Joint[J].Forming and Stamping Technology,2005,30(6):7—10.
[6]魏志剛.星形套冷擠壓成形有限元法研究及模具優化與疲勞分析[D].長沙:中南大學,2006. WEI Zhi-gang.FEMStudy on the Cold Extrusion of the Starlike Inner Race and Mold Optimization and Fatigue A-nalysis[D].Changsha:Central South University,2006.
[7]DAMIR V.Flow Formulation FEMetal-forming Analysiswith Boundary Friction Via Penalty Function[J].Journal ofMaterial Processing Technology,2002,59(3):125—126.
[8]LEE CM,YANG D Y.A Three-dimensional Steady-state Finite Element Analysis of Square Die Extrusion by Using Automatic Mesh Generation[J].International Journal of Machine Tools&Manufacture,2000,40(1):334—371.
[9]周敏,杜勇,曾權,等.帶橫向內筋張緊輪旋壓成形分析[J].精密成形工程,2015,7(2):66—70. ZHOU Min,DU Yong,ZENG Quan,et al.Spinning Forming Analysis of Tension Wheelwith Transverse Inner Ribs[J]. Journal of Netshape Forming Engineering,2015,7(2):66—70.
[10]宋群超,薛克敏,王久林,等.等速萬向節星形套閉塞式精鍛成形工藝研究[J].精密成型工程,2014,6(5): 119—123. SONG Qun-chao,XUE Ke-min,WANG Jiu-lin,et al.Starlike Inner Race Closed Die Forging of Constant Velocity U-niversal Joint[J].Journal of Netshape Forming Engineering,2014,6(5):119—123.
[11]吳偉國,張永祥.星形套球道部位斷裂分析和改進[J].現代零部件,2014(10):60—64. WUWei-guo,ZHANG Yong-xiang.Starlike Inner Race of Fairway Area Fracture Analysis and Improvement[J].Modern Components,2014(10):60—64.
[12]吳舒婷,馮瑋,曹繼昌,等.20CrMnTiH鋼熱壓縮流變形行為及微觀組織的研究[J].熱加工工藝,2014,43(16): 105—108. WU Shu-ting,FENGWei,CAO Ji-chang,et al.Flow Behavior and Microstructure of 20CrMnTiH Steel During Warmhot Deformation[J].Hot Working Technology,2014,43 (16):105—108.
[13]魏志剛,湯文成,劉德仿.星形套冷擠壓成形模具結構分析及優化田[J].鍛壓技術,2006,31(4):59—63. WEIZhi-gang,TANG Wen-cheng,LIU De-fang.Structural Analysis and Optimization of the Cold Extrusion Mould of Star SleeveWork Piece[J].Forming and Stamping Technology,2006,31(4):59—63.
[14]王宏偉,張寶紅,力澤勇,等.變壁厚筒形件輥擠成形數值模擬分析[J].熱加工工藝,2014,43(9):102—105. WANG Hong-wei,ZHANG Bao-hong,LI Ze-yong,et al. Variable wall Thickness of Cylindrical Pieces Rolls Extrusion Forming Simulation Analysis[J].Hot Working Technology,2014,43(9):102—105.
[15]劉翠俠,張治民,李國俊,等.帶枝婭筒形件擠壓成形工藝研究[J].鍛壓技術,2015,40(3):53—57. LIU Cui-xia,ZHANG Zhi-min,LIGuo-jun,et al.Research on Extrusion Forming Process of Cylindrical Parts with Branches[J].Forming and Stamping Technology,2015,40 (3):53—57.
Analysis on the Process of Cold Enclosed Precision Forging of Starlike Sleeve
QIUWei,WANG Tian-shu,LIANG He,ZHANG Yuan-heng,JIXiao-hu
(School of Materials Science&Engineering,Hefei University of Technology,Hefei230009,China)
This research proposed the process scheme for optimizing cold precision forging of starlike sleeve so as to extend the service life and standardize the production and operation process.The structure of the partwas analyzed to determine the reasonable parting surface and the finite elementmethod was applied to simulate the cold precision forging process with various extrusion velocities and punch shapes.The effect of extrusion velocity and punch shape was obtained on temperature distribution,stress field,metal velocity field,working load and service life of dies in the cold precision forging process.By controlling and normalizing the extrusion velocity and the punch shape and analyzing the effectof these two parameters on forming of starlike sleeve,the research proposed an optimized parameter interval,which provided reference and rhetorical guidance formanufacturing operation.
starlike sleeve;cold enclosed precision forging;numerical simulation;process optimization;die life
10.3969/j.issn.1674-6457.2015.04.010
TG316
:A
:1674-6457(2015)04-0048-05
2015-06-04
仇偉(1994—),男,哈爾濱人,本科生,主攻材料成形及控制工程。
紀小虎(1986—),男,安徽人,博士,主要研究方向為材料成形及控制工程。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52