軍用塑料藥筒注塑工藝研究
2015-06-26 13:03:43劉海艷劉淑艷王波付偉李東華張麗娜姜春茂
精密成形工程 2015年4期
劉海艷,劉淑艷,王波,付偉,李東華,張麗娜,姜春茂
(北方華安工業集團有限公司,黑龍江齊齊哈爾161046)
軍用塑料藥筒注塑工藝研究
劉海艷,劉淑艷,王波,付偉,李東華,張麗娜,姜春茂
(北方華安工業集團有限公司,黑龍江齊齊哈爾161046)
目的 解決塑料藥筒口部壁厚偏差較大,造成緊塞蓋裝配困難的問題。方法 采用金屬底預埋的方式,將機加成形的金屬底與藥筒筒體,在注塑過程中實現了注塑一體結構。結果 采用注塑加工,從根底上解決了藥筒筒體的壁厚差不均問題,而且還可減少切封頭、涂膠、精車全長等多道工序,也能從很大程度上提高塑料材料利用率。結論 采用注塑生產的塑料筒身密度、強度、注塑精度及內外表面光滑度、內彈道性能等指標,均優于吹塑產品。經分析以上兩種產品結構均能滿足產品使用要求,工藝方法合理可行。
塑料藥筒;注塑;壁厚差;密封
彈藥系列藥筒是國內系列彈藥部件的組成之一。目前國內藥筒大部分還是以鋼、銅為原材料,這樣的加工方式不僅成本高,而且在高膛壓條件下射擊時,易因金屬藥筒變形而出現半退殼和不退殼故障問題。塑料藥筒以成本低、可回收利用、射擊后退殼力極小等優點,成為近年來發展起來的一種新型的彈藥關鍵元件,全面解決了在高膛壓條件下射擊時因金屬藥筒變形而出現半退殼和不退殼狀態的故障率問題。我廠自主研制了采用塑料筒體與金屬鋼底座相連接的整體結構,塑料筒體采用擠出吹塑成形工藝,產品通過了相關性能檢測,滿足產品要求。這個塑料藥筒主要由塑料筒、鋼底座、壓緊螺母組成(見圖1)。

圖1 某塑料藥筒結構Fig.1 Schematic diagram of a plastic cartridge
塑料筒體和金屬鋼底座采用壓緊螺母緊固連接方式裝配,連接部位填充特殊密封膠密封。
藥筒筒體采用吹塑加工的方式,受吹塑工藝成形特點及吹塑模具影響,首先造成藥筒筒體吹塑加工后壁厚不均勻,合模線位置較厚,其余位置較薄。在發射裝藥裝配過程中,塑料藥筒口部壁厚偏差較大造成緊塞蓋裝配困難問題。另外,由于塑料筒體和金屬底連接部位需填充特殊密封膠密封。經動態射擊試驗考核后,對射擊后塑料藥筒進行拆解時發現內部未接觸空氣處膠粘劑未固化。上述問題通過多次的工藝改進摸索,改進效果都不是很理想。另外,吹塑加工產生的料頭大,也造成塑料原材料的浪費。而藥筒筒體若采用注塑加工,不僅能從根底上解決藥筒筒體的壁厚差不均問題,而且還將減少切封頭、涂膠、精車全長等多道工序,另外從很大程度上也能提高塑料材料利用率,在取得成功經驗后也可推廣到其他藥筒生產中。采用金屬底預埋的方式將機加成形的金屬底與藥筒筒體,在注塑過程中實現注塑一體結構。
1 結構分析
1.1 金屬包塑料結構
這種結構是將藥筒筒體利用注塑工藝,將筒身注塑在已經加工好的金屬鋼底座上,從而實現注塑一體結構。由于塑料的收縮率大,而且是往筒體方向收,無法解決金屬底與筒體的密封問題,為解決此問題,在塑料筒體的內底部用1~2個適當厚度、高度的環形塑料突出體,當作密封環,加工后的藥筒一體件再用壓緊螺母進行裝配,突出體在壓緊螺母的作用下起到密封的作用,具體結構件見圖2。

圖2 金屬包塑料結構Fig.2 Structure ofmetal plastic package
1.2 塑料包金屬結構
藥筒筒體利用注塑工藝,將筒身注塑在已經加工好的金屬鋼底座上,實現注塑一體結構。將原金屬底結構加以改進,采用塑料包金屬的結構。具體見圖3所示,這種結構利用金屬與塑料的收縮率差,(即塑料的收縮率遠大于金屬的收縮率,)解決藥筒筒體與金屬底之間的密封問題。
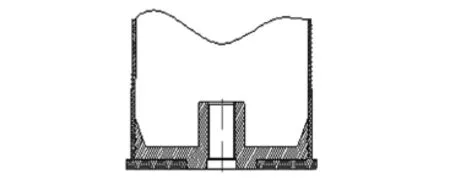
圖3 塑料包金屬結構Fig.3 Structure of plastic coated metal
針對2種結構的氣密性,制作了一小型工裝。金屬包塑料結構具體見圖4,塑料包金屬結構見圖5。

圖4 金屬包塑料結構工裝Fig.4 Structure ofmetal coated plastic tooling

圖5 塑料包金屬結構工裝Fig.5 Structure of plastic coated metal
2 產品結構可行性分析
2.1 可行性分析
結構1和結構2均利用多重注塑工藝技術,實現注塑一體結構的設計思路,藥筒筒體與金屬鋼底座結合面通過注塑達到完全貼合,可解決壁厚差不均問題,保證發射過程中的密封性能,且采用注塑生產的塑料筒身密度、強度、注塑精度及內外表面光滑度、內彈道性能等指標均優于吹塑產品。經分析以上2種產品結構均能滿足產品使用要求,合理可行。
2.2 對比分析
2種結構都能解決壁厚差不均以及密封問題。兩者相比較,結構1遵照原產品圖的設計思路,結構2改變了原產品圖的結構,在工序上,結構2比結構1節省了裝配工序,在產品上,結構2省掉了壓緊螺母零件的加工,在模具加工上,方案一需考慮金屬底內外螺紋的保護問題,勢必要增加模具的結構難度,增加模具的成本。綜合考慮方案二更合理。
3 工藝可行性分析
3.1 設備方面
工廠現有1600型注塑成型機,該設備生產能力強、運行可靠,與其配套使用的有烘干機、粉碎機、冷卻塔等輔助設備,能夠適應注塑成形加工。
3.2 工裝設計方面
由于產品的需要,塑料筒體形成內部倒扣結構,這給注塑工藝帶來了一定的麻煩,這也是原本采用吹塑工藝的最主要原因。經過理論測算,利用內抽芯結構可以實現。
3.3 主要工藝流程
結構1:原料(改性聚苯乙烯(秦皇島料))→烘干→上料→加熱→預埋金屬底→注塑成形→下料→修飛邊、毛刺→檢驗→裝配→組批。
結構2:原料(改性聚苯乙烯(秦皇島料))→烘干→上料→加熱→預埋金屬底→注塑成形→下料→修飛邊、毛刺→檢驗→組批。
4 結論
2種結構都進行了氣密性試驗,經論證后可進行工藝改進,通過塑料筒力學性能檢測、合膛性能、跌落試驗以及靶場射擊試驗進一步驗證了該產品相關性能。下一步,還可考慮實現全塑結構,但這種結構對塑料原材料就會有更高的要求。
[1]應偉斌,袁新華,程曉農,等.兩種不同基體木塑復合材料的制備及性能研究[J].塑料,2006,35(4):12-16. YINGWei-bin,YUAN Xin-hua,CHENG Xiao-nong,et al. Preparation and Properties of Wood/Plastics Composites with Two Different Plastics Matrixes[J].Plastics,2006,35 (4):12—16.
[2]BENGTSSON M,GATENHOLMP,OKSMAN K[J].Composites Science and Technology,2005,65(10):1468—1479.
[3]BENGTSSONM,OKSMAN K.Silane Crosslinked Wood Plastic Composites:Processing and Properties[J].Composites Science and Technology,2006,66(13):2177—2186.
[4]NACHTIGALL SMB,CERVEIRA G S,ROSA SML.New Polymeric Coupling Agent for Polypropylene/wood Flour Composites[J].Polymer Testing,2007,26(5):619—628.
[5]甄延波.高分子材料成型加工技術的[J].化工中間體, 2012,9(2):. ZHEN Yan-bo.The Molding Progress Technology of Polymer Materials[J].Chemical Intermediate,2012,9(2):
[6]劉文西.擠出成型技術疑難問題解答[M].北京:印刷工業出版社,2011. LIUWen-xi.Extrusion Molding Technology Solutions to Difficult Problems[M].Beijing:Printing Industry Press,2011.
[7]GADALA MS,WANG J.A Practical Procedure for Mesh Motion in Arbitrary Lagrangian-Eulerian Method[J].Engineering with Computers,1998,14(3):93—96.
[8]李道喜,李能文,明浩,等.改善擠出吹塑制件壁厚均勻性的幾種方法[J].精密成形工程,2012,4(1):59—61. LIDao-xi,LINeng-wen,MING Hao,et al.Several Methods of Improving the Homogenization of Extrusion Blow Molding Products Thickness[J].Journal of Netshape Forming Engineering,2012,4(1):59—61.
[9]邱方軍,王海民,李能文.溫度對擠出吹塑制件壁厚分布及性能的影響[J].精密成形工程,2009,1(2):54—56. QIU Fang-jun,WANG Hai-min,LI Neng-wen.Influence of Temperature on Parts′Wall Thickness and Properties in Extrusion Blow Molding[J].Journal of Netshape Forming Engineering,2009,1(2):54—56.
Plastic Injection Molding Process for Military Cartridge
LIU Hai-yan,LIU Shu-yan,WANG Bo,FUWei,LIDong-hua,ZHANG Li-na,JIANG Chun-mao
(North Huaan Industrial Group Co.,Ltd.,Qiqihar 161046,China)
The aim of this study was to solve the packing cap assembly problem caused by thickness deviation of the plastic cartridge mouth wall.With the method of pre-embedded metal parts,the machining of forming metal bottom and cartridge shellwere constructed together in the process of plastic injection molding.Through the injection molding processing,problem of inequality thickness of cylinder wall was completely solved.Moreover,it not only reduced the cutting head,glue,fine car length,such asmulti-channel processes,butalso largely improved the utilization rate of plasticmaterials.The products of plastic injectionmoldingwere superior to blowmolding products inmany aspects:tube body density, strength,the precision of injectionmolding and the internal and external surface smoothness,and the internal ballistic performance indicators.Both of the above two products canmeet the requirements of productuse,and themethods are reasonable and feasible.
plastic cartridge;plastic injection;wall thickness difference;seal
10.3969/j.issn.1674-6457.2015.04.020
TQ320.66
:A
:1674-6457(2015)04-0093-03
2015-06-26
劉海艷(1981—),女,遼寧朝陽人,工程師,主要研究方向材料成形與模具設計。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年11期)2015-03-16 05:57:40