基于虛擬樣機技術的自調心焊接滾輪架的研制與應用
2015-06-27 09:13:50李廣周劉玉虎
天津科技 2015年10期
關鍵詞:設計
李廣周,劉玉虎,王 剛
(天津重鋼機械裝備股份有限公司 天津300459)
基于虛擬樣機技術的自調心焊接滾輪架的研制與應用
李廣周,劉玉虎,王 剛
(天津重鋼機械裝備股份有限公司 天津300459)
基于虛擬樣機技術,利用 Solidworks軟件研制了自調心焊接滾輪架并建立了滾輪架的仿真模型,詳細介紹了驅動機構的結構與設備配置設計以及滾輪架的結構、選材與加工工藝設計。根據滾輪架加工工件原理,針對圓形管件、錐形管件和箱體結構,利用虛擬樣機技術進行模擬現實仿真,實現了自調心焊接滾輪架的研制與應用,為高效、高精度的先進設計制造技術提供了可行性分析及參考依據。
虛擬樣機 自調心 滾輪架 圓管 錐管 箱體
0 引 言
虛擬樣機技術是20世紀90年代中后期興起的一種現代設計方法和手段,是建模、仿真、虛擬現實等技術相互結合的產物。其基本思想是在物理樣機實現之前,通過在虛擬樣機上的全面仿真,對產品功能、性能、外觀等進行預測、評估和優化,以達到提高產品質量、降低開發成本、縮短開發周期的目的。[1]圖 1給出了基于虛擬樣機(實線)和基于物理樣機(虛線)的兩種產品開發模式的比較:
本文基于虛擬樣機技術 Solidworks軟件研制了一種自調心焊接滾輪架(見圖2)。滾輪架利用滾輪與工件之間的摩擦力帶動工件旋轉的變位設備,應用時不需另行制作安裝基礎,可根據工件直徑大小,憑借自調式滾輪架的兩個滾輪架繞絞軸回轉以適應不同管徑的工作,配套操作機、埋弧焊機等,實現工件的內、外縱縫或內外環縫的連續焊接。一般每組兩臺一主一從使用,組成主要包括:機座、滾輪裝置、驅動機構、控制系統,從動架上無驅動機構和控制系統。通過Solidworks軟件依次建立各部件虛擬樣機模型,模擬實際進行加工和裝配并分析設計的合理性,對產品功能、性能外觀等進行預測、評估和優化,為高效、高精度的先進設計制造技術提供了可行性分析及參考依據。
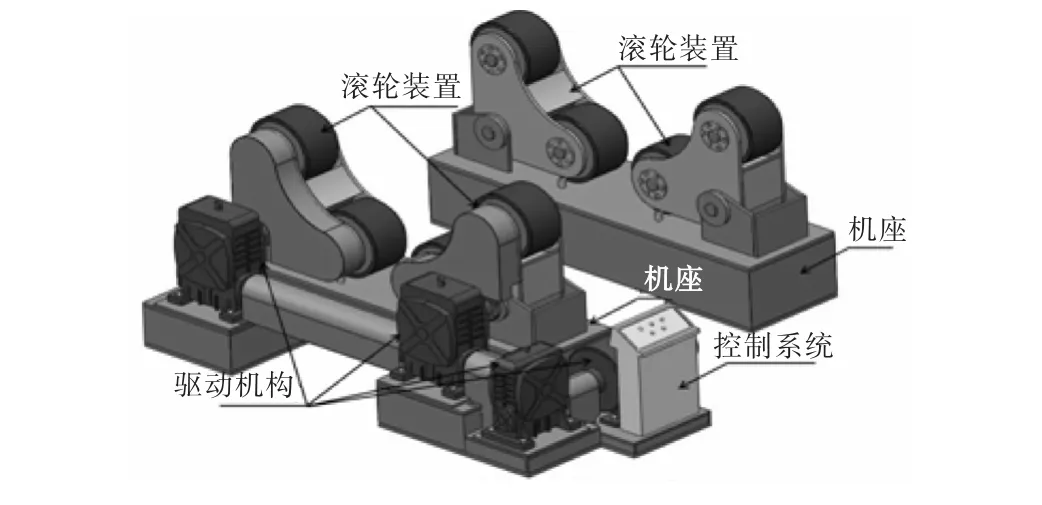
圖2 自調心焊接滾輪架虛擬樣機模型與組成Fig.2 Virtual prototype model and structure of the selfalignment turning rolls
1 自調心焊接滾輪架技術參數設計
1.1 驅動機構結構與設備配置設計
利用 Solidworks軟件建立自調心焊接滾輪架主動滾輪組模型后,轉化為CAD二維平面視圖(見圖3、4)。
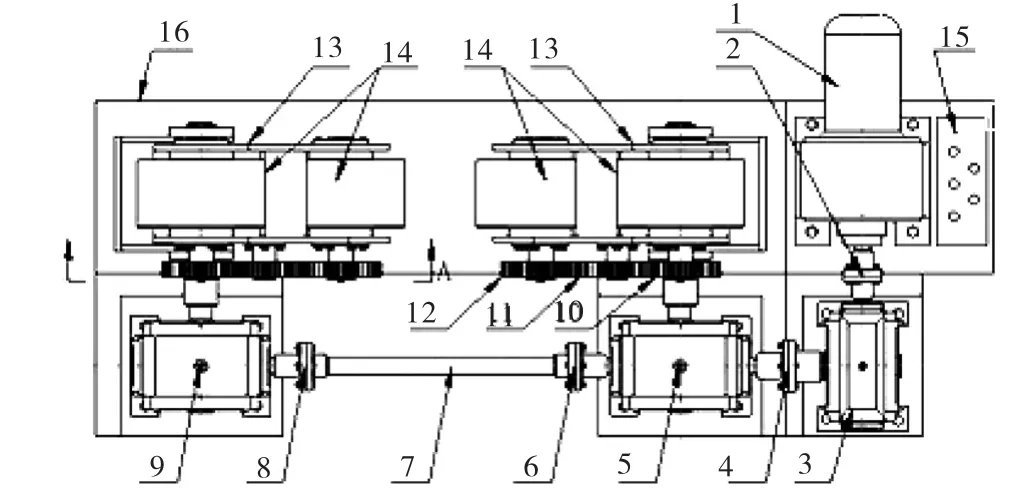
圖3 自調心焊接滾輪架平面圖Fig.3 Plane graph of the self-alignment turning rolls
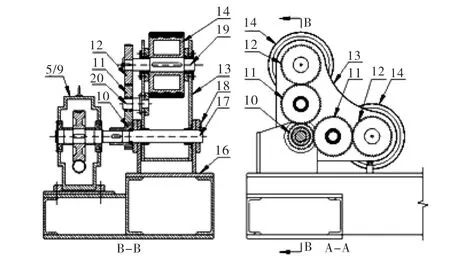
圖4 自調心焊接滾輪架剖視圖Fig.4 Section view of the self-alignment turning rolls
YCT160-4A電磁調速異步電動機 1的具體參數為:2.2,kW、14.1,N/m、1250-125轉、三相交流 50,Hz、380,V。它是一種利用直流電磁滑差恒轉矩控制的交流無級變速電動機,具有調速范圍廣、速度調節開滑、起動轉矩大、控制功率小,以及速度負反饋、自動調節系統時機械特性硬度高等一系列優點。所選用的減速機和電動機具有較高的同步性能,使滾輪架上的滾輪可以同步進行運轉。
1.2 滾輪架結構設計、選材與加工工藝設計
主、從動滾輪架上的所有滾輪組件均以滾輪支架的軸心線向兩邊對稱分布,且各個滾輪的高度一致,可保證工件在滾輪架上正常進行運轉。主動架4只滾輪全齒嚙合,傳動齒輪與驅動減速機聯接為“十”字聯軸器,使用該種聯軸器傳動可靠,所傳遞的扭矩大,并可對微量的不同軸度進行適量的補償。所有傳動齒輪均采用優質鋼材制造,齒面表面淬火,經常加注潤滑脂進行潤滑,可長時間使用,無需更換齒輪。在傳動齒輪的外側和十字聯軸器外側都安裝保護罩。
主、從動架采用型鋼鋼板結構支架,承重軸等主要零配件均采用優質鋼材制造,在加工前均經過調質處理,鋼性強、綜合性能好、承重量大。主、從動架各軸孔一次裝卡鏜床加工,各軸線平行度好,竄動量小。滾輪組件內安裝的是國內知名生產廠家生產的優質調心滾子軸承,使用該軸承具有承載能力強,本身所具有的一定自調心性能可減少一些承載過程中的彈性變形,使滾輪架具有較長的使用壽命,減少維修費用和維修時間,具有較好的使用性能。軸承內所使用的潤滑脂為鋰基潤滑脂,有較好的潤滑性能。
主、從動架各有4只滾輪,主動架上4只滾輪均為同步主動輪。滾輪安裝在滾輪架側板組件內。滾輪采用整體式滾輪結構,采用鋼膠組合輪,將橡膠壓注在鋼輪體的燕尾槽內,具有較高的承載能力和耐磨性能,不易老化、脫膠。
2 基于虛擬樣機技術的自調心焊接滾輪架的應用
2.1 利用自調心焊接滾輪架加工圓管的虛擬仿真應用
本滾輪架能調整圓管工件直徑 0.2~2.5,m,詳見圖 5,虛線為滾輪最大調節圓管直徑,承重 10,t。如果圓管直徑小于1,m,圓管外表面僅接觸左、右各一滾輪,無需調節中心。如圓管直徑大于 1,m,圓管外表面才能接觸左、右各兩滾輪,由于滾輪支架通過回轉軸鉸接在支架上,因此利用圓管工件的自重可使滾輪架繞回轉軸轉動達到自調中心,以適應多種規格直徑的工件焊接需要。
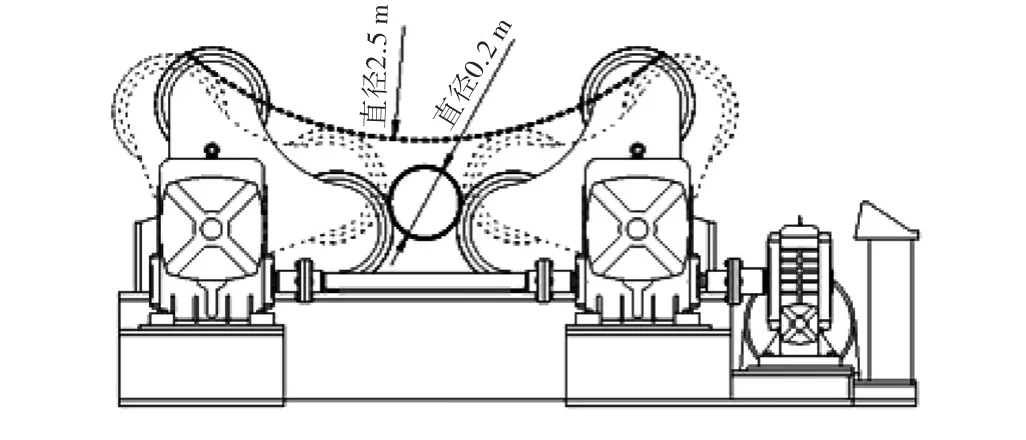
圖5 加工圓管虛擬仿真應用Fig.5 Virtual simulation app lication in circular tubeprocessing
2.2 利用自調心焊接滾輪架加工錐管的虛擬仿真應用
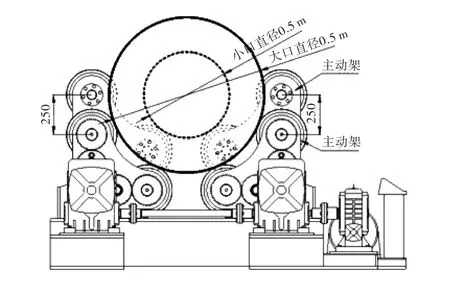
圖6 加工錐形管虛擬仿真應用Fig.6 Virtual simulation app lication in taper pipe processing
利用焊接滾輪架焊接錐形管時,主動滾輪架放置于地面上,從動滾輪架需墊高放置,如果主、從動滾輪架放置于錐形管兩端時,其高度是錐形管大小口直徑之差的一半。如圖 6所示:錐形管大口直徑 1,m,小口直徑 0.5,m,主動架放置于錐形管大口水平地面上時,從動架放置于錐形管小口處,其相對主動架水平高度需墊高 0.25,m。如果主、從動滾輪架放置于錐形管中間某位置,其高度是主、從動滾輪架滾輪接觸錐形管面的點的直徑之差的一半。
2.3 利用自調心焊接滾輪架加工箱體的虛擬仿真應用
箱體結構各焊道的焊接,一般需將箱體通過吊車等外力來回翻身實現,其工作量大、效率低、有安全隱患,同時浪費人力、物力和財力。如果能夠利用滾輪架在焊接箱體結構的面板、腹板和底板等各個焊道過程中實現翻身、翻轉,對提高工作效率、節約生產成本將具有重要的意義。利用兩組環形卡箍,套在箱體兩端上,通過緊固絲杠調整箱體重心和卡固箱體,將箱體結構變為圓形結構,即可實現箱體結構在滾輪架上的翻身和焊接,如圖7所示。

圖7 加工箱體結構虛擬仿真應用Fig.7 Virtual simulation app lication in box structure processing
3 結 論
虛擬樣機技術是當前先進設計制造領域的一項新技術。利用計算機軟件建立自調心焊接滾輪架的三維實體模型,可直觀分析和評估機械系統的設計是否合理、應用是否高效,為自調心焊接滾輪架的實際生產與應用提供參考依據和可行性分析,對于提高產品的開發效率、降低制作成本、提高產品質量具有重要作用。■
[1] 李廣周. 基于虛擬樣機技術的可移動式鏜床的研制與應用[J]. 天津科技,2009,36(5):34-36.
[2] 熊光楞,李伯虎,柴旭東. 虛擬樣機技術[J]. 系統仿真學報,2001(1):114-117.
[3] 卞向娟,龔友平,陳國金. 焊接機器人的虛擬樣機設計與仿真[J]. 機械設計,2008(4):27-28.
Development and Application of Self-alignment Turning Rolls Based on the Virtual Prototype Technology
LI Guangzhou,LIU Yuhu,WANG Gang
(Tian Jin Heavy Steel Mechanical Equipment CO.,LTD,Tianjin 300459,China)
Based on the virtual prototype technology,a self-alignment turning rolls was developed using Solidworks and its simulation model was established.The driving mechanism,equipment configuration design and the structure,material selection and process design of the turning rolls were described.According to the principle of roller processing work-piece,in view of the circular conical pipe fittings,pipe fittings and enclosure structure,realistic simulation was realized w ith the help of virtual prototype technology,which enables the development and application of the self-alignment turning rolls.This may provide a feasibility analysis and reference for the design of high efficiency and high precision advanced manufacturing technology.
virtual prototype;self-alignment;turning rolls;circular tube;taper pipe;box
TG433,TP319
:A
:1006-8945(2015)10-0052-03
2015-09-18
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
