高精度銷孔鉆鉸的冷卻潤滑小經驗
2015-06-28 14:29:00徐州壓力機械有限公司
金屬加工(冷加工) 2015年7期
■徐州壓力機械有限公司 陸 紅
高精度銷孔鉆鉸的冷卻潤滑小經驗
■徐州壓力機械有限公司 陸 紅
大型結構件及大型機械零件的鉆鉸孔加工,有許多需野外現場組裝“對偶件”的定位聯接銷孔,其配鉆精鉸精度都必須達到“百年大計”的高標準,與此同時鉆頭鉸刀則要求刃磨一次的持續使用壽命,保證鉆鉸數十、甚至上百個高精度的定位聯接銷孔。因此在高精度銷孔的配鉆精鉸過程中,必定要不間斷地施加高品質的冷卻潤滑液,在保證各銷孔的尺寸公差和表面粗糙度值的前提下,使鉆頭鉸刀不至于發熱“燒傷”或過早的磨損。
大型結構件的鉆鉸孔工序因其現場條件所限,切削液往往皆為“免回收”的。但是高品質品牌切削液既有優良的性能,也存在其售價數倍于普通品質冷卻潤滑液的不爭事實。另有鑒于盡量較少環境污染的環保要求,有必要極力控制切削液的消耗成本。在此推薦簡便易行的冷卻潤滑小經驗,是在保證配鉆精鉸銷孔精度的前提下,達到節省切削液的消耗成本和大幅降低環境污染的雙贏目標。
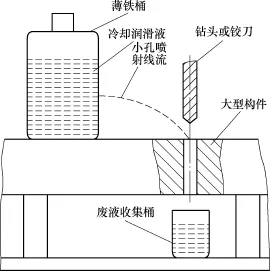
就地取材任選適當容積的薄鐵桶,在其外圓距鐵桶底約1/3總高處,根據流量大小鉆沖一個直徑約1~2mm的小孔(參見示意圖)。之后在薄鐵桶灌注調配適當濃度粘度的切削液,使得切削液以無飛濺細長“線流”從小孔噴射而出,然后適當移動薄鐵桶的位置實施鉆鉸孔的“定點施液”。在通孔下設有收集廢液鉆屑小桶,以減少廢液鉆屑濺漏流失污染,并便于切削液過濾回收后的再利用。