
大型機(jī)床自調(diào)整輔助定位支撐結(jié)構(gòu)設(shè)計(jì)
2015-06-28 14:28:55海南大學(xué)機(jī)電工程學(xué)院海口570228劉世豪
金屬加工(冷加工) 2015年7期
關(guān)鍵詞:設(shè)計(jì)
■海南大學(xué)機(jī)電工程學(xué)院 (海口 570228) 劉世豪 張 燕
■無錫橋聯(lián)數(shù)控機(jī)床有限公司 (江蘇 214187) 周 暉 徐 彬
大型機(jī)床自調(diào)整輔助定位支撐結(jié)構(gòu)設(shè)計(jì)
■海南大學(xué)機(jī)電工程學(xué)院 (海口 570228) 劉世豪 張 燕
■無錫橋聯(lián)數(shù)控機(jī)床有限公司 (江蘇 214187) 周 暉 徐 彬
為了保證大型薄壁薄板類零件的加工精度,設(shè)計(jì)了一種新的自調(diào)整輔助定位支撐結(jié)構(gòu)。該支撐結(jié)構(gòu)由彈簧提供支撐力,由浮動(dòng)壓頭調(diào)整支撐力的方向,可為難以裝夾的零部件提供穩(wěn)定可靠的輔助支撐力,適用于加工大型螺旋槳葉片、薄壁薄板類零部件的裝夾。
為了提高大型復(fù)雜零部件的加工質(zhì)量,除了要求機(jī)床本身的精度和性能較高以外,與機(jī)床相匹配的工裝結(jié)構(gòu)也必須得到合理的設(shè)計(jì)。為此,本文對一種大型機(jī)床的輔助定位支撐結(jié)構(gòu)進(jìn)行了詳細(xì)的設(shè)計(jì)和研究,以達(dá)到完善機(jī)床加工精度的目的。
1. 問題的提出
在各種的大型復(fù)雜零部件中,大型螺旋槳葉片這類非規(guī)則外形零部件以及薄壁薄板類零件是比較特殊的一類,該類零部件外形面復(fù)雜且壁厚較薄,雖然在零部件的主要支撐部位可設(shè)計(jì)比較規(guī)則的外形或承載能力較好的裝夾面用于工件的裝夾,但零部件除裝夾面外的薄壁薄板部分由于很難找到裝夾承力點(diǎn),且在加工過程中加工點(diǎn)距離裝夾點(diǎn)遠(yuǎn),較長的加工力臂使得再低的切削力都會(huì)造成薄壁部分的變形,從而影響精度。
大型螺旋槳葉片由于外形復(fù)雜,只能通過大型五軸聯(lián)動(dòng)機(jī)床進(jìn)行加工,但如果僅對螺旋槳上外形規(guī)則的軸套部分裝夾而不對大型螺旋槳葉片部分進(jìn)行裝夾,由于缺乏支撐,葉片在加工中易產(chǎn)生振動(dòng)從而降低加工精度,所以在實(shí)際生產(chǎn)中,大型螺旋槳葉片的加工只能通過根據(jù)葉片外形設(shè)計(jì)的特殊工裝進(jìn)行整體裝夾。同樣,大型薄壁薄板類零部件由于整個(gè)部件壁厚較薄,薄壁部位的裝夾支撐力經(jīng)常會(huì)造成零部件的受力變形,從而導(dǎo)致零部件無法滿足設(shè)計(jì)要求,所以在該類零件加工時(shí),往往需根據(jù)加工需求以及生產(chǎn)單位擁有的機(jī)床的特點(diǎn)在零部件上設(shè)計(jì)專門的裝夾部分。上述方法都必須針對某類型產(chǎn)品單獨(dú)研發(fā),生產(chǎn)設(shè)計(jì)成本高。
2. 新的解決方案
為了解決上述問題,設(shè)計(jì)了一種新的自調(diào)整輔助定位支撐結(jié)構(gòu)如圖1所示,該結(jié)構(gòu)可穩(wěn)定、可靠地為具有復(fù)雜外形地薄壁薄板件提供支撐力。
按照本文的設(shè)計(jì)方案,自調(diào)整輔助定位支撐結(jié)構(gòu)包括支承座及壓桿,支承座上開有臺(tái)階孔,壓桿為階梯軸形,壓桿貫穿并滑動(dòng)配合在臺(tái)階孔內(nèi),壓桿的外伸小軸上安裝有軸用擋圈,壓桿的軸肩與臺(tái)階孔的臺(tái)階之間安裝有壓縮彈簧,壓桿的外伸大軸的端部安裝有浮動(dòng)壓頭。
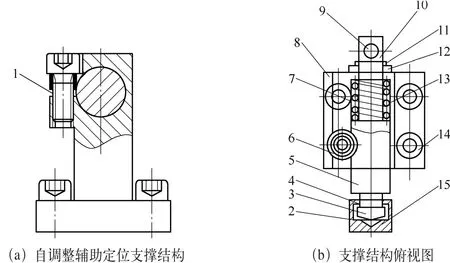
圖 1
壓桿的外伸小軸上安裝有墊圈,墊圈位于軸用擋圈與支承座之間。支承座設(shè)置有與臺(tái)階孔相通的軸向開口槽,支承座上固定有螺紋聯(lián)接開口槽上下兩部分的鎖緊螺釘。壓桿的外伸大軸的端部設(shè)置有外螺紋端頭,端頭的前端為球冠形,浮動(dòng)壓頭內(nèi)設(shè)置有容納端頭的空間,空間的開口端設(shè)置有與端頭的外螺紋相配合的螺紋孔,空間的封閉端設(shè)置有與端頭前端相配合的尖底孔。壓桿的外伸小軸的端部開有圓孔。
3. 工作原理與過程
本文所設(shè)計(jì)的自調(diào)整輔助定位支撐結(jié)構(gòu)的工作原理和實(shí)施過程如下:
(1)如圖1所示,由于各機(jī)床工作臺(tái)上T形槽的設(shè)置是根據(jù)該機(jī)床自身特點(diǎn)布置,所以本結(jié)構(gòu)在使用時(shí),如果無法直接安裝在機(jī)床工作臺(tái)上,可在機(jī)床工作臺(tái)上安裝聯(lián)接板,而本結(jié)構(gòu)中的支承座通過聯(lián)接螺釘與聯(lián)接板聯(lián)接,從而保證所設(shè)計(jì)的結(jié)構(gòu)在機(jī)床工作臺(tái)上的安裝。
(2)支承座上開有臺(tái)階孔;壓桿為階梯軸形,由大軸和小軸構(gòu)成,其尺寸與支承座上的臺(tái)階孔相配合,壓桿貫穿并滑動(dòng)配合在臺(tái)階孔內(nèi)。壓桿的外伸小軸上安裝有軸用擋圈,軸用擋圈與支承座之間還安裝有墊圈,起調(diào)整作用。小軸的端部還開有圓孔,以方便拉動(dòng)壓桿。壓桿的軸肩與臺(tái)階孔的臺(tái)階之間安裝有壓縮彈簧,壓縮彈簧是本文所設(shè)計(jì)的結(jié)構(gòu)在使用中支撐力的來源。壓縮彈簧套在小軸外,有一定的壓縮量,此時(shí)彈簧力的大小即為在使用中為工件提供的最小支撐力。
(3)壓桿外伸大軸的端部安裝有浮動(dòng)壓頭。在壓桿外伸大軸的端部設(shè)置有外螺紋端頭,端頭的前端為球冠形,浮動(dòng)壓頭內(nèi)設(shè)置有容納端頭的空間,該空間的開口端設(shè)置有與端頭的外螺紋相配合的螺紋孔,該空間的封閉端設(shè)置有與端頭前端相配合的尖底孔。浮動(dòng)壓頭裝配時(shí),壓桿與浮動(dòng)壓頭通過螺紋配合,并使壓桿前端的端頭通過浮動(dòng)壓頭上的螺紋孔全長,最終端頭全部進(jìn)入浮動(dòng)壓頭內(nèi),并能在浮動(dòng)壓頭內(nèi)部空間活動(dòng)。由于浮動(dòng)壓頭的內(nèi)部設(shè)計(jì)有尖底孔,壓桿的端頭采用球冠形設(shè)計(jì),這就保證了在使用中,浮動(dòng)壓頭可根據(jù)工件的外形,自調(diào)整支撐力方向。
(4)在使用時(shí),靠近需支撐的工件放置,通過壓桿上小軸端部的圓孔拉動(dòng)壓桿并壓縮壓縮彈簧,然后根據(jù)加工工件所需的支撐力的大小調(diào)整彈簧的壓縮量,最終使壓桿在放開后,浮動(dòng)壓頭作用在工件上的力不僅能有效地為工件提供大小適合的支撐力,同時(shí)使該力的大小處于工件所能承受的范圍內(nèi),可有效地避免支撐力過大而導(dǎo)致工件變形或支撐力過小而起不到定位作用。
(5)由于本結(jié)構(gòu)支撐力的大小由彈簧力提供,在加工中無法保證穩(wěn)定,所以需將支撐力固定,以保證支撐力的穩(wěn)定,因此在支承座設(shè)置有與臺(tái)階孔相通的軸向開口槽。支承座上固定有螺紋聯(lián)接開口槽上下兩部分的鎖緊螺釘。要保持支撐力的大小不變,只需要擰緊鎖緊螺釘,使支承座上的開口槽發(fā)生變形,最終將壓桿抱緊固定,則浮動(dòng)壓頭作用在工件上的支撐力也隨之固定。
根據(jù)本文所提出的解決方案,無錫橋聯(lián)數(shù)控機(jī)床有限公司設(shè)計(jì)制造了一套相應(yīng)的自調(diào)整輔助定位支撐結(jié)構(gòu),將其應(yīng)用于如圖2所示的大型龍門機(jī)床,并對如圖3所示的螺旋槳進(jìn)行裝夾定位和數(shù)控加工制造。加工完成后,用三坐標(biāo)測量機(jī)進(jìn)行檢測,檢測結(jié)果表明加工后螺旋槳的各項(xiàng)精度指標(biāo)均符合預(yù)期的設(shè)計(jì)要求,從而證明本文所提出的解決方案是合理可行的。

圖3 螺旋槳加工制造現(xiàn)場

圖2 大型龍門機(jī)床
4. 應(yīng)用前景展望
綜上所述,本文設(shè)計(jì)了一種機(jī)械加工中的工裝,結(jié)構(gòu)簡單,緊湊、合理、成本低;可在加工中為大型螺旋槳葉片、薄壁薄板類零部件等用普通裝夾方式難以裝夾的零部件提供穩(wěn)定可靠的輔助支撐力,并可根據(jù)零部件的外形,自動(dòng)調(diào)整支撐力方向和大小、使用方便、可靠,具有廣闊的應(yīng)用前景,可為企業(yè)帶來較好的經(jīng)濟(jì)效益。
20141120)
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
