長軌車滾道托架組成工裝的制作
2015-06-29 18:50:03杜文華
科技資訊 2015年11期
杜文華
摘 要:長軌車是我公司研發的一款用于國內鐵路鋪架長鋼軌的列車。其重要配件“滾道托架組成”,是制約整體生產進度的關鍵配件之一。而且,當前長軌車的訂單量不斷上漲,此配件的需求量也隨之不斷增加,原先一系列生產工藝、工裝已經不能與需求量之間形成正比,遠遠低于市場需求量,為此就需要設計一套可以符合速度與質量并存要求的裝備,以滿足此配件的市場需求量。該文介紹了長軌車滾道托架組成的結構特點,著重闡述了設計和制造滾道托架組成工藝裝備的方法過程,對于自動化生產線給予了詳細說明。
關鍵詞:長軌車 滾道托架 一胎多用 生產線
中圖分類號:TH16 文獻標識碼:A 文章編號:1672-3791(2015)04(b)-0090-01
1 問題的提出
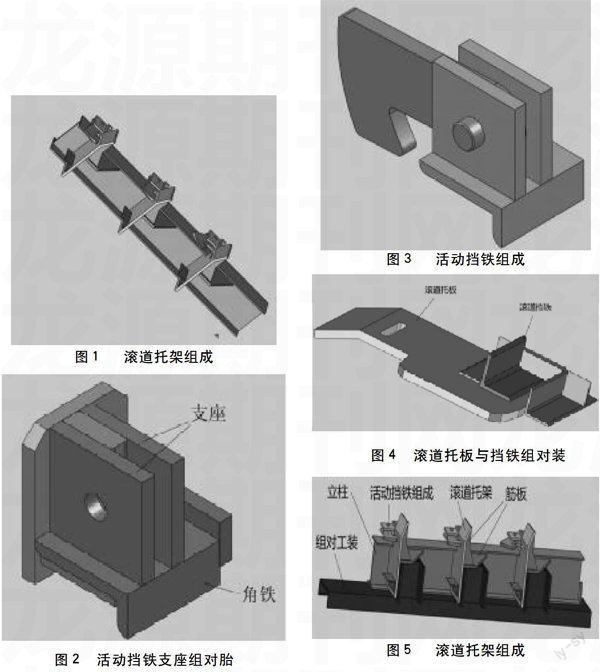
長軌車是我公司研發的一款用于國內鐵路鋪架長鋼軌的列車。其重要配件“滾道托架組成”(見圖1),是制約整體生產進度的關鍵配件之一。隨著該公司生產的長軌車訂單不斷增加,該配件的生產數量有很大幅度上升,原來的生產工藝、工裝,已不能滿足生產進度和質量的需要,為此該研究者設計制作一套精準的適合于大批量生產的工藝裝備。
2 設計原則
首先對運軌車、安全車、鎖定車和防翻車上所有規格的“滾道托架組成”進行歸類整理,對其配件的圖紙、工藝流程卡進行審核排序,找出規律、特點,做到一胎多用、科學、合理。
其次,設計工裝時要遵循:一端定位,尺寸精準,組裝后能順利取下,各配件功能滿足圖紙要求和性能要求的原則。
另外要求具有簡潔輕便、體積小便于存放,利用現有材料來降低制造成本的特點。
3 設計步驟
整套工裝分4步完成:
第1步要完成“活動檔鐵支座”的組對與焊接工裝。(見圖2)。
第2步要完成“活動檔鐵”與“活動檔鐵支座”的組裝。(見圖3)。
第3步要完成“滾道托板”與 “滾道檔鐵”的組對與焊接工裝。(見圖4)。確保其相對位置尺寸。
第4步完成立柱與“滾道托板2”、“筋板14”、“筋板15”、配件的組對工裝。(見圖5)。
4 實施過程
(1)確定關鍵尺寸;對于滾道托架組成來講,組裝尺寸最為關鍵,必須在工裝上保證。關鍵尺寸為400、400、410和20尺寸,公差范圍控制在1mm以內。
(2)確保固定托板2與立柱的垂直度。
(3)確保活動檔鐵的靈活性。
(4)此工裝即經濟適用(利用現有槽鋼、角鐵等),輕便靈活。
(5)將13種滾道托架的組對工裝融為一體,用一個工裝來完成組對工序,做到一胎多用。
采用自動進料、出料的生產線方法,大大提高生產進度,降低勞動強度和工作環境,同時組裝尺寸精度也有效地得到了保障。
參考文獻:
[1] 中國模具設計手冊[S].中國機械工程學會.
[2] 機械設計手冊[S].北京:中國機械工業出版社.