數(shù)控拉矯修邊重卷生產(chǎn)線淺析
2015-07-01 09:31:10張世翰劉振華梁皓杰
鍛壓裝備與制造技術(shù) 2015年2期
關(guān)鍵詞:工藝流程
張世翰,尹 明,劉振華,時 琪,梁皓杰
(濟南鑄造鍛壓機械研究所有限公司,山東 濟南250306)
0 引言
隨著國民經(jīng)濟的飛速發(fā)展,冷軋薄板(包括鍍鋅板、鍍錫板、硅鋼板、汽車板等)的需求量不斷增加,對板帶質(zhì)量的要求也越來越嚴格,帶材質(zhì)量日益成為影響產(chǎn)品競爭力的首要因素。良好的板形作為衡量板帶質(zhì)量的一個重要標準,不僅是用戶的要求,也是生產(chǎn)者保證后續(xù)工序順利進行的要求。因此,在各工序采取措施來提高質(zhì)量成為板帶生產(chǎn)廠家的當務之急。數(shù)控拉矯修邊重卷生產(chǎn)線可有效改善、消除各種板形缺陷,改善薄板帶質(zhì)量,還能完成修邊工作。本文主要討論數(shù)控拉矯修邊重卷生產(chǎn)線中拉矯機和圓盤剪的位置先后,從工藝流程上提高帶材的質(zhì)量、生產(chǎn)率,以求經(jīng)濟效益最大化。
1 生產(chǎn)線主要設(shè)備組成
數(shù)控拉矯修邊重卷生產(chǎn)線主要由開卷機單元、焊機單元、拉矯機單元(圖1)、前后張力輥、圓盤剪單元(圖2)、涂油機單元、卷取機單元、糾偏單元(CPC 對中裝置、EPC 對邊裝置)、切頭剪(分卷剪)、入口(出口)轉(zhuǎn)向輥、鋼卷稱、廢邊卷取機、檢測平臺、電氣系統(tǒng)及液壓、氣動系統(tǒng)等其他輔助設(shè)備構(gòu)成。
2 生產(chǎn)線功能與特點
數(shù)控拉矯修邊重卷生產(chǎn)線能夠有效消除帶材的波浪彎、瓢曲、鐮刀彎等缺陷;在拉矯的同時還能完成對鋼帶的修邊工作,生產(chǎn)率高;在張力水平遠低于材料屈服極限的情況下使帶材產(chǎn)生塑性延伸, 不會斷帶,降低能耗; 適用于幾乎所有的帶材加工作業(yè)線,矯正厚度范圍廣,尤其是厚度0.15mm~1mm 的薄帶效果更好,并且速度高,最快可達1000m/min。

圖1 拉矯機

圖2 圓盤剪
3 拉矯機工作原理
如圖3 所示為拉矯機示意圖,其基本工作原理是:帶材在承受入口張力輥和出口張力輥的拉應力的同時,接受矯直機的彈塑性變形,從而以延伸形式來消除帶材的原始不平直度。拉矯機所需的高張力由前后的張力輥裝置(也稱S 輥)產(chǎn)生,類似張力倍增器的作用,而在卷取時保持低張力。
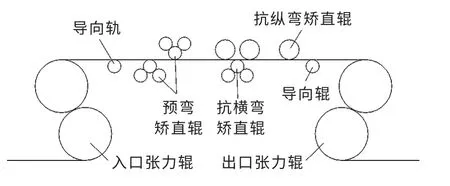
圖3 拉矯機示意圖
出口端張力輥要比入口端速度快一些,造成速度差,以便產(chǎn)生張力,兩者的速度差要按理論延伸率確定,一般為0.3%~3%,對于鋁帶材可達5%,因為速度差和帶材延伸率成正比,如取入口和出口張力輥的速度為v1和v2,則:

張力輥改變張力可根據(jù)愛德公式計算:
式中:T2—出口側(cè)張力;
T1—入口側(cè)張力;
α—包角;
f—摩擦系數(shù);
e=2.718。
上式中efα值可以認為是張力放大系數(shù),且大小取決于摩擦系數(shù)和包角。
4 圓盤剪工作原理
圓盤剪由上下錯位的、垂直的兩片圓形刀片組合而成,調(diào)取一定的間隙及重疊量對通過兩刀片之間的帶鋼進行剪切。帶鋼通過兩刀片之間時,刀片給帶鋼施以一定的剪切力,使帶鋼與刀片接觸區(qū)域產(chǎn)生變形,隨著咬入深度的增加,帶鋼的變形量也隨之增加,當變形量達到一定程度時(一般為帶鋼厚度的1/4~3/4),受壓的部分就從原板上斷裂。下刀片裝在內(nèi)側(cè)主要起支撐作用,上刀片裝在外側(cè)主要起剪切作用。如圖4、5 所示。

圖4 圓盤剪示意圖
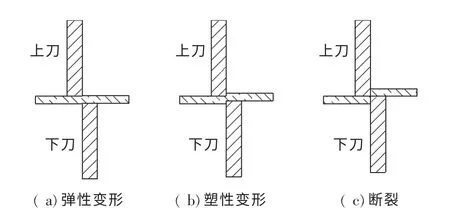
圖5 鋼帶變形3 個階段
設(shè)相對切入率為ε,則圓盤剪剪切力計算如下:

式中:h—鋼帶厚度;
σb—鋼帶屈服強度。
5 生產(chǎn)線的分類
數(shù)控拉矯修邊重卷生產(chǎn)線根據(jù)拉矯機和圓盤剪的先后順序關(guān)系,可分為兩類。第一類是先對鋼帶修邊然后進行拉矯,第二類是先拉矯然后再對鋼帶修邊。現(xiàn)就這兩種類型拉矯線分析如下。
5.1 先修邊后拉矯
5.1.1 工藝流程
工藝流程如圖6 所示:上料→開卷→轉(zhuǎn)向夾送→切頭→焊接(切焊縫)→修邊(廢邊卷取)→拉矯→質(zhì)檢→涂油→分卷轉(zhuǎn)向→卷取→下料打包→稱重。
5.1.2 主要特點
①圓盤剪對鋼帶的邊部進行剪切以去除鋼帶邊浪、裂紋、撕裂及毛刺等缺陷。從而減少對后續(xù)設(shè)備的張力輥、穩(wěn)定輥及拉彎矯直輥等的磨損;②鋼帶經(jīng)圓盤剪時難免產(chǎn)生細小碎浪,尤其是薄板,可經(jīng)拉矯機消除,能夠獲得更好的板形;③由于鋼帶經(jīng)過拉矯機后產(chǎn)生彈塑性變形,一旦延伸率控制圖7 先拉矯后修邊。

圖6 先修邊后拉矯

圖7 先拉矯后修邊
不好,板寬就不能得到保證;④基于延伸率控制不容易掌握,所以使用人員必須具有豐富的操作經(jīng)驗,對人員要求比較高。
5.2 先拉矯后修邊
5.2.1 工藝流程
工藝流程如圖7 所示:上料→開卷→轉(zhuǎn)向夾送→切頭→焊接(切焊縫)→拉矯→修邊(廢邊卷取)→質(zhì)檢→涂油→分卷轉(zhuǎn)向→卷取→下料打包→稱重。
5.2.2 主要特點
①與先修邊后拉矯相對應,先對鋼帶進行拉矯,板面平整,減少拉矯機之后設(shè)備的磨損,尤其是圓盤剪刀片的磨損,增加刀片的使用周期; ②圓盤剪在后,鋼帶的剪切寬度精度可以得到保證;③對于圓盤剪可能產(chǎn)生的細小碎浪,可能需要重新拉矯。
6 結(jié)語
數(shù)控拉矯修邊重卷生產(chǎn)線在使用過程中,應根據(jù)生產(chǎn)情況的不同而合理選擇不同類型的工藝流程,使生產(chǎn)線最優(yōu)化,以生產(chǎn)出最好的板形。
[1]周國盈.帶鋼精整設(shè)備[M].北京:機械工業(yè)出版社,1982.
[2]陳龍官.冷軋薄鋼板精整生產(chǎn)技術(shù)[M].冶金工業(yè)出版社,2009.
[3]李淑華.拉彎矯直理論研究[J].冶金設(shè)備,2002,4(2):8-12.
[4]陶有能.切邊圓盤剪設(shè)計[J].華中科技大學學報,2006,12:77-78.
猜你喜歡
中學生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數(shù)理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學生數(shù)理化(高中版.高考數(shù)學)(2020年2期)2020-04-21 07:51:18
中學生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
當代化工研究(2016年7期)2016-03-20 16:21:56
求學·理科版(2016年1期)2016-02-29 15:34:46
現(xiàn)代制造技術(shù)與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(2014年5期)2014-02-27 14:01:38
