彎管機自動速度的跟隨與曲線設定
2015-07-01 09:31:12李亞忠翟慶余
鍛壓裝備與制造技術 2015年2期
李亞忠,翟慶余,周 健
(江陰機械制造有限公司,江蘇 江陰214400)
0 概述
頂鐓型小半徑彎管機采用冷拉彎纏繞彎曲方式將管件彎曲成相對彎曲半徑≥1 的彎頭。廣泛應用于鍋爐、石化、車輛、制冷等工業領域。它采用了計算機+液壓比例控制頂推油缸的技術,在常規拉彎時管材后部施加一個變化的頂推力,使管材變形時的中心層外移,從而減少管材內壁處的拉應力和減薄率,并減少管件彎曲后的橢圓度。設備由軟件部分將輸入的彎管參數經計算后轉化為電信號來驅動比例閥,實現壓力及流量的控制,從而使頂推油缸產生的速度與主缸移動速度相匹配,頂推缸的壓力根據計算機設定的變壓力曲線來改變,速度與力則與功率相匹配,從而達到最佳彎曲狀態。
1 彎管方法
彎管方法采用冷拉彎加頂鐓力方式。即“ 主軸扭矩M+頂鐓力P”彎管方法。彎曲時主軸帶動主模體旋轉,模體前部為夾緊裝置,側面為導板裝置。在管件的末端頂推油缸通過后夾緊塊將頂鐓力作用在管件軸線上,前部的管件纏繞在管模的圓槽中,將管件彎曲成需要的角度,后部頂推油缸將跟隨管件的回轉線速度,同時在管件彎曲過程中改變施加的頂推力,使管件的變形范圍控制在最小范圍。如圖1 所示。

圖1 管件彎曲示意圖
2 電氣系統的控制
2.1 電氣系統
電氣系統采用觸摸屏+可編程序控制器PLC 控制,人機界面操作方便,菜單顯示,故障提示,頂推速度、位置動態顯示,多管號儲存,多狀態工作方式。采用全自動工作方式:由于小半徑彎管特點為轉矩大,頂推力控制難度大,變化大,一般手動調整難以達到最佳點。而該機采用了全自動跟蹤的方式,不需人工調節,操作者只要將彎管參數輸入電腦,則管件彎曲所需速度、頂推力及頂推力曲線均自動算出。軟件將參數轉化為電信號,輸出給比例流量及壓力閥,使頂推缸始終跟隨主彎管模的速度,同時輸出變化的頂推力,以滿足實際彎管需求。如圖2 所示。
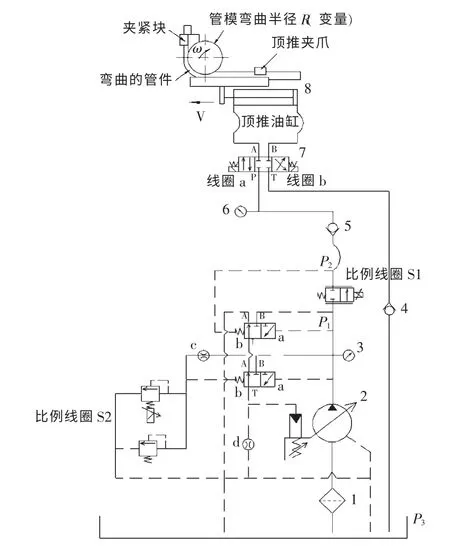
圖2 工作示意及頂推液壓系統圖
2.2 自動速度跟隨與壓力曲線設定的小半徑彎管頂推系統
由于小半徑彎管機增加了彎管頂推系統,即在普通彎管工藝基礎上在管件軸向施加一個力。由于頂鐓力的作用使管材在彎曲過程中應力中性層外移,使外側拉應力減少,內側應力增加。內外側徑向壓力合力減小,這樣就減小了橢圓度,降低了減薄量,使小半徑管件彎曲質量得以保證。所以小半徑彎管機的關鍵就是頂推系統及其控制。
目前,國際上一般采用壓力型頂鐓彎管機和流量型頂鐓彎管機兩種方法。
2.2.1 壓力型頂鐓彎管
通過比例閥給頂鐓缸施加連續變化的壓力實現頂鐓彎曲。其頂鐓力不能超過管材產生軸向塑性變形的壓縮力。即頂鐓力的作用僅改變了彎管過程中彎頭部分的應力狀態,使彎頭質量得以提高。
2.2.2 流量型頂鐓彎管
通過電液伺服閥控制頂鐓缸的速度來實現頂鐓彎管。其頂鐓力可明顯大于管材產生的軸向塑性變形所需壓力。頂鐓力不僅用以改變彎頭的應力狀態,還使管材局部產生軸向壓縮變形。由于它要同步控制跟隨主彎管缸的速度,因此必須使用高性能的伺服控制單元。
2.2.3 壓力型與流量型結合
公司生產的W27Y-90mm 小半徑彎管機的頂推系統采用了壓力型與流量型相結合的控制模式。既可控制壓力,又可控制流量或壓力、流量同時控制,但壓力與流量始終自動匹配。它避免了壓力型頂鐓彎管的流量過大、頂鐓力不能過大及控制不準確的缺點,又避免了流量型頂鐓彎管的位置控制要求過高、施加頂鐓力不能過小的缺陷,它實施的是既可模糊(壓力控制)又可精確(流量控制)控制的方式。可更加方便地針對不同規格、材質的小半徑管件進行調整。當頂推力設置達到或大于管件的屈服極限,在其速度控制時,就成了一個“ 流量型”頂推彎管方法;反之,當頂鐓力設置小一點,速度快一點時,它又成了“ 壓力型頂推”的模式。
為提高彎管質量,頂鐓力是可變的,特別是彎曲大于90°的管件,為防管件起皺,在管件后段要逐步撤消壓力,以達到最佳彎曲效果。
2.3 彎管機旋轉力矩的計算
MT=MW+MYM+MXM
式中:MT——彎管機旋轉力矩,kgf·mm;
MW——試件彎曲力矩,kgf·mm;
MYM——壓料摩擦力矩,kgf·mm(按表1 計算);
MXM——芯軸摩擦力矩,kgf·mm(按表2 計算)。
MW=(K1+K0/4RX)Wδs
式中:K1——截面形狀系數;
K2——材料相對強化系數;
W——管材截面系數;
δs——屈服極限;
RX——相對彎曲半徑。

表1 壓料摩擦力矩
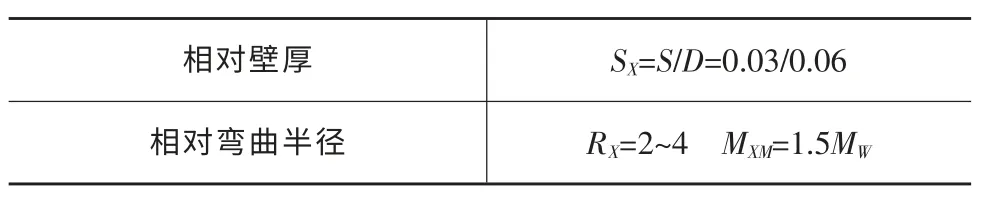
表2 芯軸摩擦力矩
3 90機調試結果
根據輸入的彎曲工藝參數(管件內徑、外徑、材料、彎曲半徑),由PLC 自動計算彎曲扭矩,經多次調試,軟件計算與實際要求相符,如表3 所示。
側推跟隨的速度與管徑的關系,依據管徑的不同,側推速度自動變化,且成正比例關系,如圖3 所示。
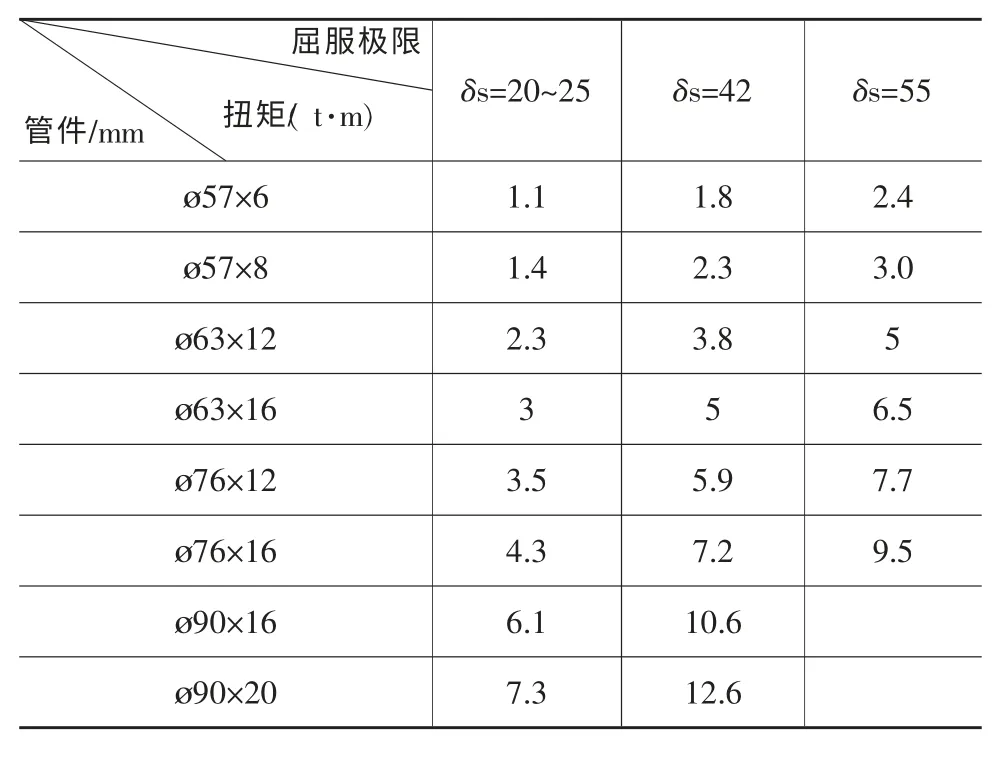
表3 管件的彎曲扭矩

圖3 跟隨速度與管徑的關系
經實際彎管實驗,彎出的管子完全符合要求,甚至遠遠超出了國家標準。
4 90機與同類技術對比
德國斯瓦茨公司的小半徑頂鐓型彎管機為我國進口最多的小半徑彎管機。如表4 所示為該公司WE80 規格與我公司W27Y-90XR 型比較,二者規格相同,但我司90XR 明顯功率大,更適合鍋爐行業的厚空管彎曲;從控制上看,無芯全自動工作精度指標相同,但我司售價僅為德國機的1/3。
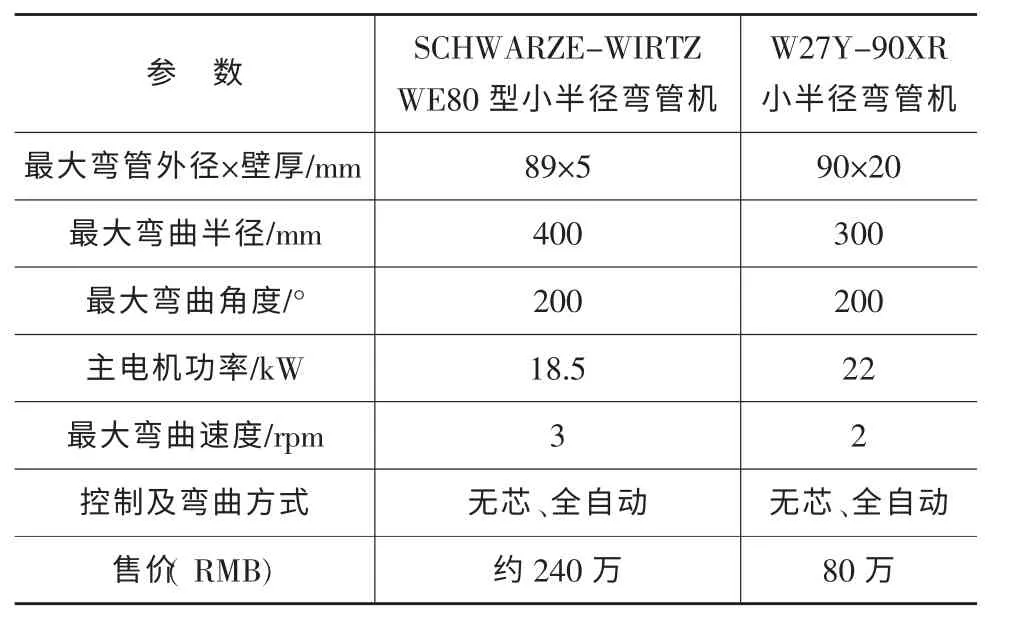
表4 與國外同類彎管機對比
5 結束語
目前以該技術生產的小半徑彎管機已取得國家專利,填補了國內空白,為公司取得了良好的經濟效益。
[1]王文紅,左繼承.半自動液壓彎管機及其PLC 控制[J].新技術新工藝,2006,(3).
[2]徐龍飛.數控雙模彎管機和液壓系統的設計.液壓與氣動,2005,(5).
[3]田福祥,王 珍,王 斌,等.新型半自動液壓彎管機的研制.鍛壓裝備與制造技術,2002,37(5).
