圓環(huán)鐓粗分流面變化規(guī)律的探討
2015-07-01 09:32:44鐘志龍程培元朱興元胡一博
鍛壓裝備與制造技術(shù) 2015年3期
關(guān)鍵詞:變形
鐘志龍,程培元,朱興元,胡一博
(武漢理工大學(xué) 材料科學(xué)與工程學(xué)院,湖北 武漢430070)
1 前言
很多塑性成形工序,如圓環(huán)鐓粗、墊環(huán)鐓粗、開式模鍛等,由于金屬可能朝多個(gè)方向流動(dòng),因此總存在一個(gè)分流面。其顯著特征是徑向速度為零,該面以內(nèi)的金屬向內(nèi)流動(dòng),該面以外的金屬向外流動(dòng)[1]。分流面的形狀和位置在不同成形瞬間是變化的,使其變形工藝和形狀尺寸精度難以控制。確切掌握工藝參數(shù)對(duì)分流面形狀和位置的影響對(duì)于預(yù)測(cè)缺陷成因、控制產(chǎn)品質(zhì)量、設(shè)計(jì)預(yù)毛坯形狀和尺寸、設(shè)計(jì)成形工序等都具有很大的實(shí)際意義[2]。
本文通過研究圓環(huán)鐓粗來分析分流面的形狀和位置的變化規(guī)律,眾所周知,隨工藝參數(shù)的變化其分流面可在實(shí)體內(nèi)或?qū)嶓w外。對(duì)分流面的分析常用的方法有解析方法、數(shù)值方法和實(shí)驗(yàn)方法。理論法是在較多的簡(jiǎn)化和假設(shè)前提下進(jìn)行的,且只能分析分流面位置變化情況,在眾多的理論法中變形功法得到許多學(xué)者的青睞,它可以分析分流面在實(shí)體內(nèi)或?qū)嶓w外的變化情況。數(shù)值方法在金屬塑性成形方面獲得了越來越多的應(yīng)用,它可以分析分流面形狀和位置的變化,但當(dāng)分流面在實(shí)體外時(shí)卻無能為力。實(shí)驗(yàn)方法雖然結(jié)果可靠,但不能確定分流面的形狀和位置,故難以滿足研究和分析的需要[3]。盡管眾多學(xué)者關(guān)于圓環(huán)鐓粗過程變形規(guī)律開展了大量研究工作,但多是針對(duì)具體工藝進(jìn)行的或者只是簡(jiǎn)單描述分流的現(xiàn)象[4-6],而對(duì)圓環(huán)鐓粗分流面形狀和位置的變化規(guī)律缺乏深入的研究和總結(jié)。針對(duì)以上不足,本文作者通過數(shù)值方法并結(jié)合變形功法對(duì)圓環(huán)鐓粗過程分流面的變化進(jìn)行定量分析,得出了一些規(guī)律,對(duì)控制塑性金屬流動(dòng)的過程有一定的理論和實(shí)際意義。
2 研究方案
2.1 有限元模型建立
考慮到圓環(huán)壓縮變形的軸對(duì)稱性,采用有限元軟件Deform-2D 對(duì)成形過程進(jìn)行模擬,同時(shí)為了合理地將模型簡(jiǎn)化又提高計(jì)算精度,僅取坯料子午面的一半作為模擬研究對(duì)象,有限元模型如圖1 所示。
2.2 有限元分析模擬條件
由于影響圓環(huán)鐓粗分流面形狀和位置的因素較多,通過改變要分析的參數(shù),同時(shí)固定其他所有參數(shù)值進(jìn)行模擬。本文通過摩擦因子m、壓下量ε=△H/H(△H—圓環(huán)高度變化量,H—圓環(huán)初始高度)、形狀因子λ=2H/(D-d)(D—圓環(huán)外徑、d—圓環(huán)內(nèi)徑)等工藝參數(shù)對(duì)圓環(huán)鐓粗分流面形狀和位置的影響進(jìn)行研究。為防止鐓粗過程中圓環(huán)因坯料過高而發(fā)生失穩(wěn),通常情況下λ 不大于3.0,最大壓下量為50%。模擬過程中不考慮上下模板的變形,模具屬性為剛性體,坯料選用純鋁作為理想剛塑性模型材料。成形速度為1mm/s,坯料和模具的溫度均為常溫,模具與坯料間摩擦邊界條件按常剪切因子摩擦模型施加。
3 模擬結(jié)果分析
3.1 摩擦因子m對(duì)分流面形狀和位置的影響
圖2 所示壓下量ε=30%,形狀因子λ=4/3(D=60,d=30,H=20),摩擦因子m 分別為0.1、0.173、0.4條件下圓環(huán)鐓粗變形過程中分流面形狀和位置分布圖。由圖2a,當(dāng)m=0.1 時(shí),分流面在實(shí)體外,金屬全部向外流動(dòng),通過外推法可以求出此時(shí)的理論分流面的分布圖,分流面在截面上并不是直線而是呈中部?jī)?nèi)凸有一定弧度的曲線。當(dāng)m=0.173 時(shí)(圖2b),分流面一部分在實(shí)體內(nèi),一部分在實(shí)體外,近似認(rèn)為分流面與圓環(huán)內(nèi)徑重合,分流面位置外移。當(dāng)m=0.4時(shí)(圖2c),分流面全部在實(shí)體內(nèi),金屬向分流面兩邊流動(dòng),且分流面在截面上呈中部外凸的曲線,分流面位置繼續(xù)外移。當(dāng)摩擦因子增加到一定值時(shí),圓環(huán)內(nèi)徑向內(nèi)增加的位移大于分流面向外增加的位移,分流面可能內(nèi)移。
由于分流面和內(nèi)徑的截面都是帶有一定弧度的曲線,為了便于分析分流面的位置變化規(guī)律,對(duì)其求平均值,按直線處理。圖3 所示為λ=4/3,在不同的壓下量下,分流面半徑R分與內(nèi)徑r內(nèi)的比值隨摩擦因子m 的變化圖。從圖中可以看出,在不同的壓下量下R分/r內(nèi)都是隨著摩擦因子的增大而增大,在虛線以下R分/r內(nèi)小于1,隨摩擦因子m 增大的比較迅速,此時(shí)分流面半徑小于圓環(huán)內(nèi)徑,但與圓環(huán)內(nèi)徑的距離越來越小。在虛線上時(shí)R分/r內(nèi)=1,此時(shí)分流面與圓環(huán)內(nèi)徑重合,所以在不同的壓下量下存在分流面與圓環(huán)內(nèi)徑重合的摩擦因子分界點(diǎn),通過計(jì)算發(fā)現(xiàn)臨界摩擦因子m 值隨壓下量的增大而減小,如表1 所示。在虛線以上R分/r內(nèi)大于1,此時(shí)分流面半徑大于圓環(huán)內(nèi)徑,R分/r內(nèi)隨摩擦因子增大而增加的較緩慢,但與圓環(huán)內(nèi)徑距離越來越大。通過數(shù)據(jù)擬合發(fā)現(xiàn),在不同壓下量下,R分/r內(nèi)與摩擦因子的關(guān)系符合指數(shù)模型y=y0+A1ex/t1+A2ex/t2。
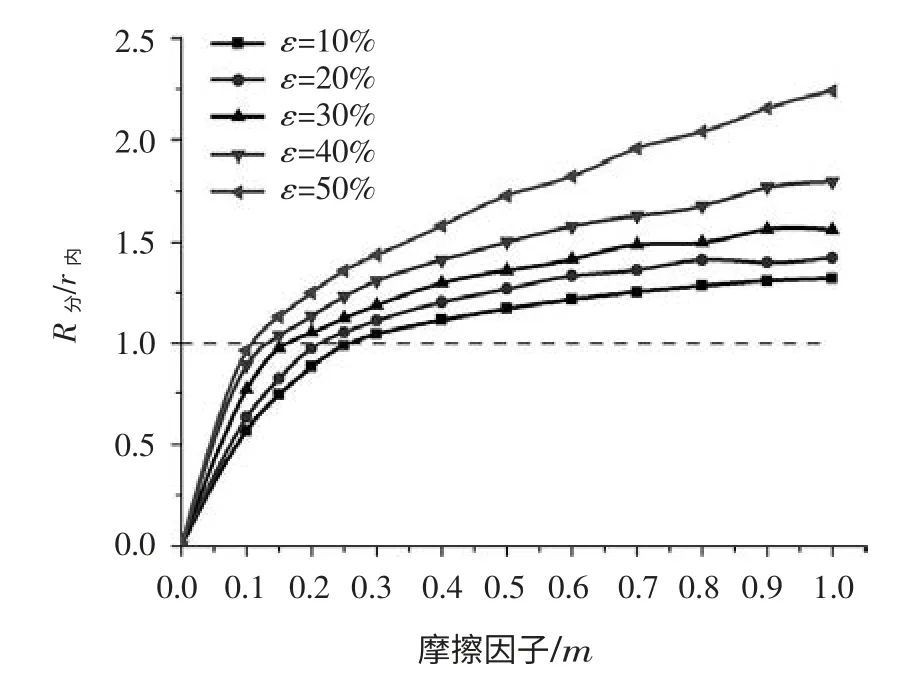
圖3 不同壓下量下R 分/r 內(nèi)隨摩擦因子變化圖
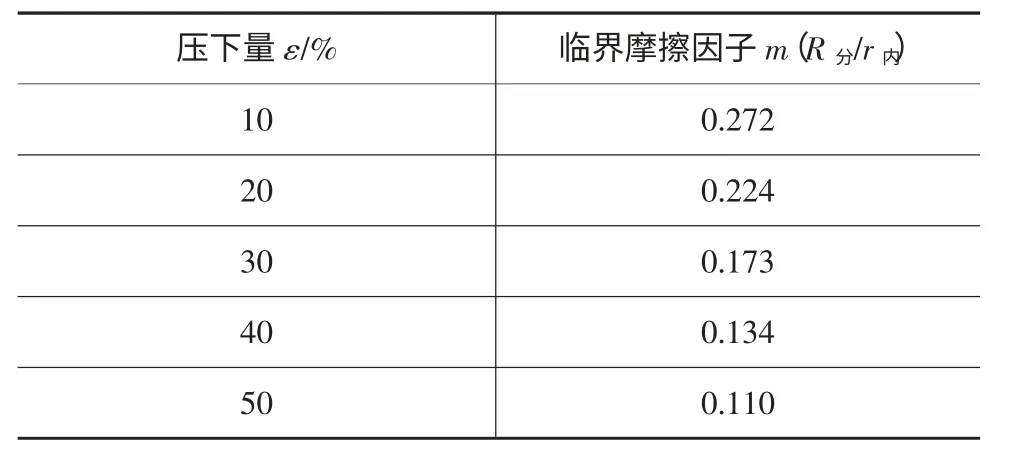
表1 不同壓下量下臨界摩擦因子m
3.2 壓下量ε對(duì)分流面形狀和位置的影響
圖4 所示為摩擦因子m=0.2、形狀因子λ=4/3(D=60,d=30,H=20)、壓下量ε分別為10%、23.7%、50%條件下圓環(huán)鐓粗變形過程中分流面形狀和位置的分布圖。由圖4a,當(dāng)壓下量ε=10%時(shí),分流面在實(shí)體外,金屬全部向外流動(dòng),通過外推法可知分流面在截面上呈中部?jī)?nèi)凸曲線。當(dāng)壓下量ε=23.7%時(shí)(圖4b),分流面近似與圓環(huán)內(nèi)徑重合,分流面位置外移。當(dāng)壓下量ε=50%時(shí)(圖4c),分流面全部在實(shí)體內(nèi),金屬向分流面兩邊流動(dòng),且分流面在截面上呈中部外凸的曲線,分流面位置繼續(xù)外移。當(dāng)壓下量增加到一定值時(shí),圓環(huán)內(nèi)徑向內(nèi)增加的位移大于分流面向外增加的位移,分流面可能內(nèi)移。
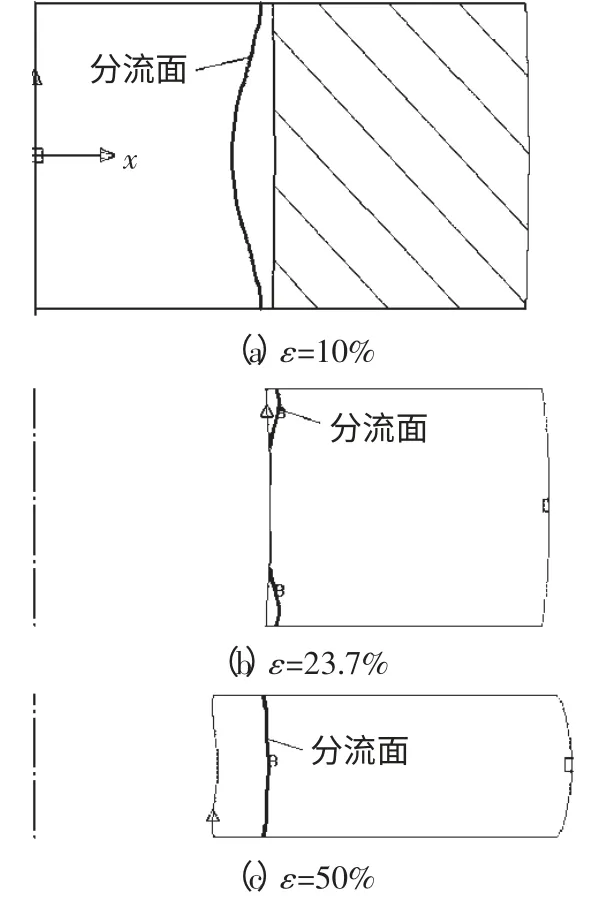
圖4 不同壓下量ε時(shí)分流面形狀和位置分布圖
圖5 所示為形狀因子λ=4/3、在不同摩擦因子下,R分/r內(nèi)隨壓下量ε的變化圖。由圖可知不論摩擦因子為何值,R分/r內(nèi)總是隨著壓下量的增大而增大。在虛線以下R分<r內(nèi),表示分流面在實(shí)體外,且隨壓下量的增加R分離r內(nèi)越來越近;虛線上R分=r內(nèi),分流面與圓環(huán)內(nèi)徑重合,此時(shí)存在一個(gè)臨界的壓下量,在不同的摩擦因子下有不同的臨界壓下量,且隨著摩擦因子的增大而減小,如表2所示;在虛線以上R分>r內(nèi),表示分流面在圓環(huán)中,且隨壓下量的增加R分離r內(nèi)越來越遠(yuǎn)。從圖還可以看出,當(dāng)摩擦因子m 小于等于0.1,壓下量最大不超過50%時(shí),隨壓下量增加分流面始終在實(shí)體外;當(dāng)摩擦因子m 在0.1~0.3時(shí),壓下量較小時(shí)分流面在實(shí)體外,壓下量較大時(shí)在實(shí)體內(nèi);當(dāng)摩擦因子m 大于等于0.3 時(shí),隨壓下量增加分流面始終在實(shí)體內(nèi)。
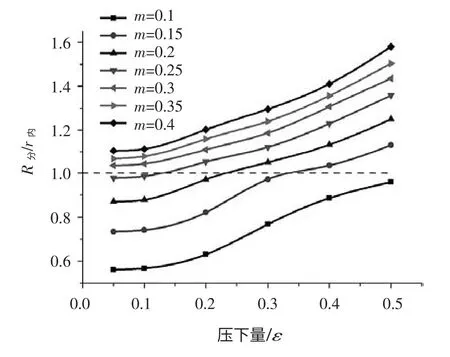
圖5 不同摩擦因子下,R 分/r 內(nèi)隨壓下量的變化圖
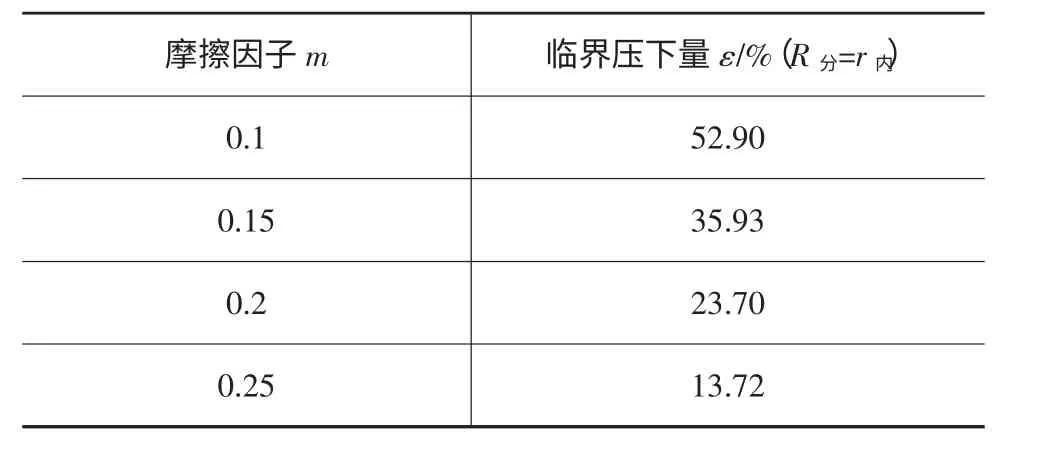
表2 不同摩擦因子m 下的臨界壓下量ε
3.3 形狀因子λ對(duì)分流面形狀和位置的影響
根據(jù)定義可知,形狀因子與圓環(huán)內(nèi)外徑、初始高度有關(guān),為便于對(duì)比分析,固定內(nèi)外徑,通過改變坯料高度H 值來獲得不同的形狀因子λ。為了考慮內(nèi)料高度H 值來獲得不同的形狀因子λ。為了考慮內(nèi)徑的影響,設(shè)定圓環(huán)內(nèi)徑d 分別為20、30、40 的情況下,改變圓環(huán)高度H 使形狀因子為1.2、1.6、2.0、2.4、2.8。通過數(shù)值模擬分析可知,隨著形狀因子的增加分流面在截面上同樣是由中部?jī)?nèi)凸曲線、近似直線、中部外凸曲線之間轉(zhuǎn)變,且分流面的位置逐漸內(nèi)移。圖6 所示為m=0.4、壓下量ε=50%、R分/r內(nèi)隨形狀因子λ的變化圖。由圖可知,在不同的圓環(huán)內(nèi)徑下,R分/r內(nèi)都隨形狀因子λ的增大而減小,表明分流面越來越靠近圓環(huán)內(nèi)徑,但分流面半徑一直大于圓環(huán)內(nèi)徑。從圖還可知,當(dāng)形狀因子一定時(shí),R分/r內(nèi)隨初始圓環(huán)內(nèi)徑的增大而減小,分流面越靠近圓環(huán)內(nèi)徑。
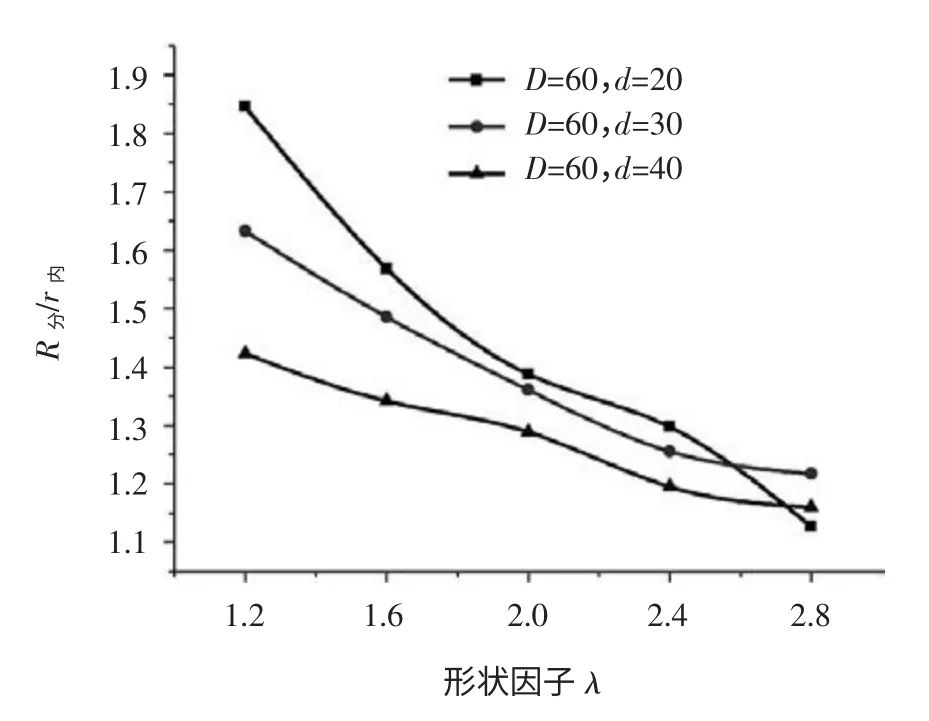
圖6 R 分/r 內(nèi)隨形狀因子λ 的變化圖
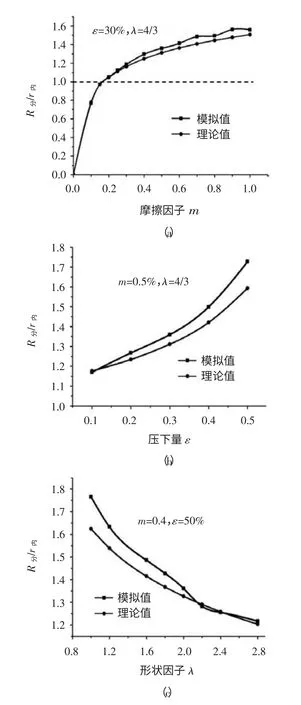
圖7 為R 分/r 內(nèi)隨工藝參數(shù)變化的對(duì)比圖
4 理論驗(yàn)證
本文通過變形功法得出R分/r內(nèi)與各工藝參數(shù)變化關(guān)系,并與模擬值進(jìn)行對(duì)比。圖7 為R分/r內(nèi)隨工藝參數(shù)變化的模擬值和理論值的對(duì)比圖,模擬值與理論值基本一致,證明了模擬值的可靠性。
5 結(jié)論
(1)通過數(shù)值分析發(fā)現(xiàn)分流面在截面上的形狀并不是一條直線,而是呈中部?jī)?nèi)凸/外凸曲線、近似直線三種狀態(tài);分流面的位置隨著摩擦因子m、壓下量ε的增加先右移后左移;隨著形狀因子λ 的增加逐漸左移。
(2)分流面半徑與圓環(huán)內(nèi)徑的比值R分/r內(nèi)隨著摩擦因子m、壓下量ε的增大而增大;隨著形狀因子λ 的增大而減小。當(dāng)R分/r內(nèi)<1 時(shí),分流面在實(shí)體外,該值越小,分流面離圓環(huán)內(nèi)徑越遠(yuǎn);當(dāng)R分/r內(nèi)=1時(shí),分流面與圓環(huán)內(nèi)徑重合;當(dāng)R分/r內(nèi)>1 時(shí),分流面在實(shí)體內(nèi),該值越大,分流面離圓環(huán)內(nèi)徑越遠(yuǎn)。因此,以圓環(huán)內(nèi)壁為參照,分流面的變化過程為先靠近圓環(huán)內(nèi)壁,再與之重合,最后遠(yuǎn)離圓環(huán)內(nèi)壁。
[1]邰清安,李曉光,李治華,等.應(yīng)用FEM 與圓環(huán)鐓粗實(shí)驗(yàn)測(cè)定TC4 鈦合金高溫變形時(shí)的摩擦因數(shù)[J].材料工程,2011,(6):23-31.
[2]胡積威,董定福,王樹軍,等.分流面位置的模擬研究[C]//1995 中國(guó)機(jī)械工程學(xué)會(huì)鍛壓學(xué)會(huì)第六屆學(xué)術(shù)年會(huì).北京:1995.
[3]李 峰.盤類件模鍛過程金屬變形模式及流動(dòng)規(guī)律研究[D].哈爾濱:哈爾濱工業(yè)大學(xué),2007.
[4]惠媛媛,唐文亭,袁中岳.圓環(huán)在平板間鐓粗變形規(guī)律的數(shù)值模擬[J].鑄造設(shè)備研究,2005,(1):34-36.
[5]趙英亮,梅瑞斌,包 立,等.7075 鋁合金環(huán)壓縮過程摩擦影響的有限元分析[J].鍛壓裝備與制造技術(shù),2013,48(3):89-93.
[6]惠媛媛.圓環(huán)鐓粗過程數(shù)值模擬應(yīng)力場(chǎng)研究[J].鍛壓裝備與制造技術(shù),2010,45(1):90-92.
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
