壓力機滑塊抗偏載理論分析及設計軟件的開發
2015-07-01 09:32:06周勝德
鍛壓裝備與制造技術 2015年4期
關鍵詞:設計
周勝德,劉 瑩
(齊齊哈爾二機床集團有限責任公司,黑龍江 齊齊哈爾161005)
1 引言
壓力機滑塊運行精度是決定工件質量的重要因素。通常滑塊運行精度主要由壓力機制造廠零件加工精度和部件裝配精度來保證。但是,在壓力機使用過程中,由于偏心載荷引起的滑塊變形及傾斜也是影響壓力機使用精度的重要原因。本文對壓力機滑塊抗偏心載荷能力進行理論分析,準確計算出壓力機滑塊的允許偏載范圍,并在此基礎上開發了一個實用的設計軟件。
2 偏心載荷的影響
滑塊承受偏心載荷將產生力矩,使滑塊做傾斜運動,從而產生阻力。雙動壓力機比單動壓力機阻力大,四點壓力機比單點壓力機阻力大。壓力機經常處于偏心載荷運動狀態將會產生如下影響[1]:
(1)影響壓力機的動態精度,如平行度和垂直度;
(2)影響模具壽命,刃口間隙較難保證;
(3)加大滑塊和導軌的局部壓力,加快局部磨損;
(4)加快柱塞導向銅套側向磨損,間隙加大造成漏油;
(5)加速曲柄、齒輪、鍵等受力零件的疲勞。
3 偏心載荷的影響
3.1 滿足強度要求的允許偏心載荷的確定
假設壓力機公稱壓力Pg,滑塊左右壓力點間距L。壓力機在偏心載荷P作用下,A、B處產生的最大力不應超過偏載的公稱壓力Pg在A、B處產生的力,如圖1 所示。
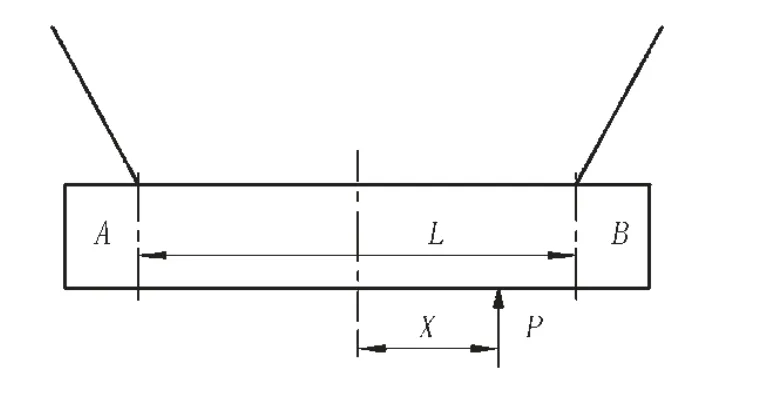
圖1 多點壓力機承受偏心載荷示意圖
依據此原則,不偏載Pg在A、B處產生的力為

偏心載荷P在A、B處產生的力為

壓力機安全使用時,最大力PB需滿足以下件:

得到

3.2 滿足精度要求的允許偏心載荷的確定
參閱有關技術資料可知,滑塊一級、二級、三級運行動精度分別為1/8000、1/5000、1/3400。依據此指標,來分析滿足各級精度的滑塊允許的偏心載荷[1]。
如圖1所示,假設左右桿系的剛度系數皆為K(K值可以通過實測確定)。偏心載荷P將引起左右桿系變形量不一致,從而導致A、B兩點位置不水平,引起滑塊傾斜。各級精度所允許的A、B兩點相對位移量為:
一級精度:δⅠ=L/8000
二級精度:δⅡ=L/5000
三級精度:δⅢ=L/3400
在PA、PB作用下,A、B兩處桿系的變形量為

則相對位移量為

分別將各級精度的相對位移量代入式(8),得到各級精度的滑塊允許偏心載荷為

4 設計軟件的實現
結合我廠與德國Hagel Automation GMBH 聯合設計制造的大型多工位壓力機DL-4 2500 的相關參數,應用開發的設計軟件實現壓力機滑塊允許偏載曲線的繪制。
壓力機相關參數如下:公稱壓力Pg=2500t,滑塊左右壓力點間距L=5820mm,滑塊前后壓力點間距L=2320mm,采用的桿系剛度系數K=435t/mm,滑塊運行精度δⅠ=L/8000。
由本軟件生成的壓力機滑塊允許偏載曲線,如圖2 所示。
5 結論
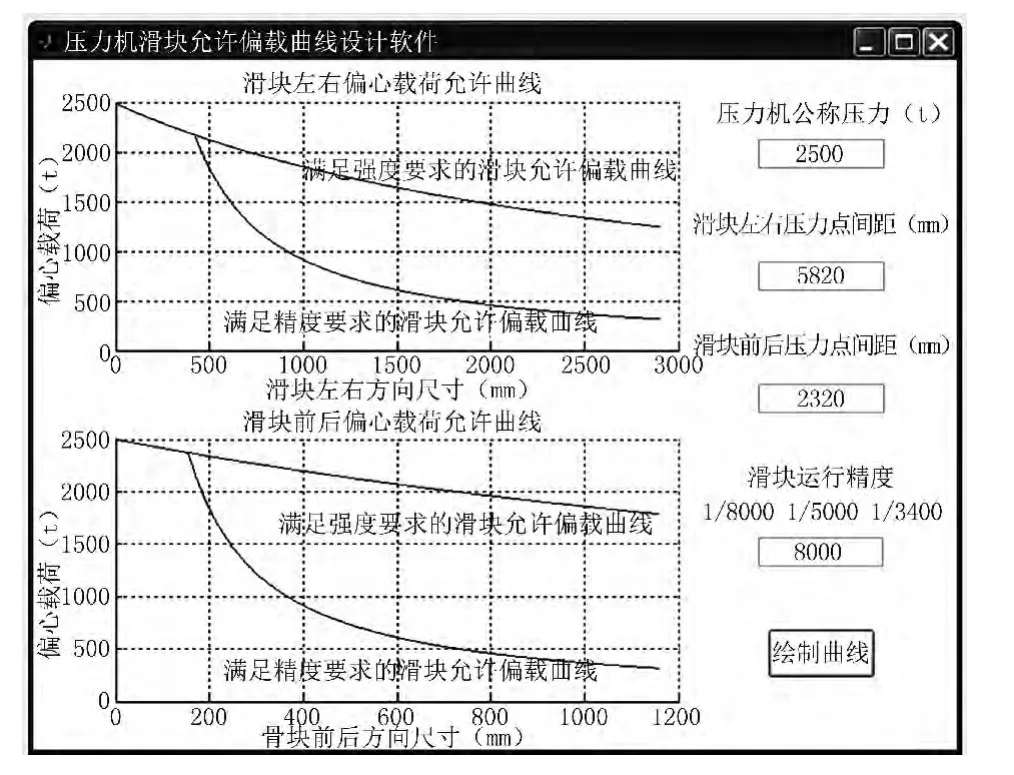
圖2 壓力機滑塊允許偏載曲線
從滿足強度要求及精度要求的滑塊允許偏載曲線來看,隨著偏載位置的加大,滑塊允許承受的偏心載荷急劇減小,極大限制了壓力機的使用范圍。因此,在壓力機實際使用過程中,用戶應盡量避免偏載使用,尤其是偏載位置過大的情況,因為這將嚴重影響壓力機的使用精度。相關資料表明,要保證壓力機良好的運行狀態,使用壓力機時,最大負荷不超過公稱壓力的70%~75%[2][3]。
[1]詹俊勇,仲太生,王軍領,等.雙點壓力機抗偏載能力研究[J].鍛壓裝備與制造技術,2013,48(2):30-32.
[2]小松式機械壓力機設計資料.齊齊哈爾二機床集團有限責任公司內部資料,1987.
[3]何德譽.曲柄壓力機[M].北京:機械工業出版社,1981.
[4]張友根.油缸驅動肘桿機構合模部件開模瞬時停頓的研究[J].液壓氣動與密封,2013,(2).
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04