3DQUICKPRESS在電機(jī)芯片多工位級(jí)進(jìn)模設(shè)計(jì)中的應(yīng)用
2015-07-01 10:36:34文學(xué)紅
鍛壓裝備與制造技術(shù) 2015年4期
關(guān)鍵詞:設(shè)計(jì)
文學(xué)紅
(佛山職業(yè)技術(shù)學(xué)院 機(jī)電工程系,廣東 佛山528137)
0 引言
芯片是電機(jī)的重要部件,一個(gè)芯片由幾十至幾百片定子、轉(zhuǎn)子片組成,因此定、轉(zhuǎn)子片的產(chǎn)量非常大。定子、轉(zhuǎn)子片模具設(shè)計(jì)成為制約電機(jī)生產(chǎn)效率和質(zhì)量的關(guān)鍵。相關(guān)企業(yè)定、轉(zhuǎn)子片的生產(chǎn)主要是通過(guò)多工位級(jí)進(jìn)模來(lái)實(shí)現(xiàn)的。隨著多工位級(jí)進(jìn)模復(fù)雜程度的提高和三維軟件的發(fā)展,傳統(tǒng)的二維軟件很難滿足級(jí)進(jìn)模設(shè)計(jì)的需要[1]。
3DQuickPress 是一套完全整合于SolidWorks 的三維級(jí)進(jìn)模設(shè)計(jì)插件,系統(tǒng)包含零件分析及展開(kāi)、排樣設(shè)計(jì)、模架及凸模設(shè)計(jì)等功能[2]。3DQuickPress 為多工位級(jí)進(jìn)模的設(shè)計(jì)提供了方便、快捷、高效的技術(shù)手段。利用該插件能較智能地解決多工位級(jí)進(jìn)模設(shè)計(jì)過(guò)程中的五金件展開(kāi)、排樣方案優(yōu)化、工作零部件設(shè)計(jì)、模架設(shè)計(jì)、工程圖等關(guān)鍵問(wèn)題。
1 3DQuickPress級(jí)進(jìn)模設(shè)計(jì)流程
3DQuickPress 的級(jí)進(jìn)模設(shè)計(jì)流程如圖1 所示:①導(dǎo)入由SolidWorks 或其他軟件創(chuàng)建的五金件三維模型; ②對(duì)五金件三維模型進(jìn)行展開(kāi)操作,設(shè)置其正、反面;③設(shè)置條料參數(shù),參數(shù)優(yōu)化,進(jìn)行排樣設(shè)計(jì);④選擇凸模結(jié)構(gòu)型式,進(jìn)行凸模設(shè)計(jì);⑤根據(jù)條料的數(shù)據(jù)改變模架大小,進(jìn)行卸料裝置、導(dǎo)料裝置等的設(shè)計(jì);⑥添加孔表、坐標(biāo)標(biāo)注、加工注解、剖視圖等,輸出工程圖。
2 模具設(shè)計(jì)
2.1 導(dǎo)入五金件三維模型并展開(kāi)
某型號(hào)串激電機(jī)的定、轉(zhuǎn)子沖片工程圖如圖2、3所示,料厚0.5mm,材料為50W470硅鋼片,疊鉚后每件芯片高度30mm,實(shí)物如圖4所示。定、轉(zhuǎn)子沖片要求所有表面平滑,毛刺低,疊鉚后形位公差要求高。
根據(jù)提供的定子、轉(zhuǎn)子二維工程圖,由Solid-Works 或其他軟件分別創(chuàng)建其三維模型,并導(dǎo)入到3DQuickpress 中。
應(yīng)用3DQuickpress 的“ 鈑金零件展開(kāi)”功能分別將兩個(gè)零件的三維模型展開(kāi)。在進(jìn)行沖壓模具設(shè)計(jì)時(shí),所有的零件(包括平板零件)都要進(jìn)行展開(kāi)操作,這一操作過(guò)程會(huì)決定沖壓件的正、反面。如圖5、6 所示為定子、轉(zhuǎn)子的展開(kāi)操作,“ 固定面”即箭頭所指的面為五金件的背面。
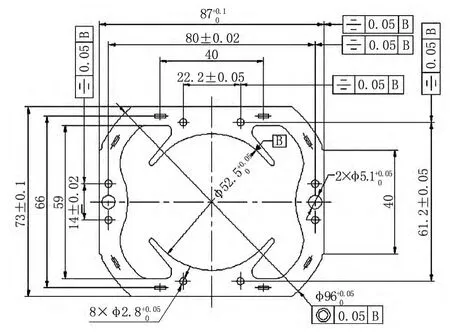
圖2 定子沖片
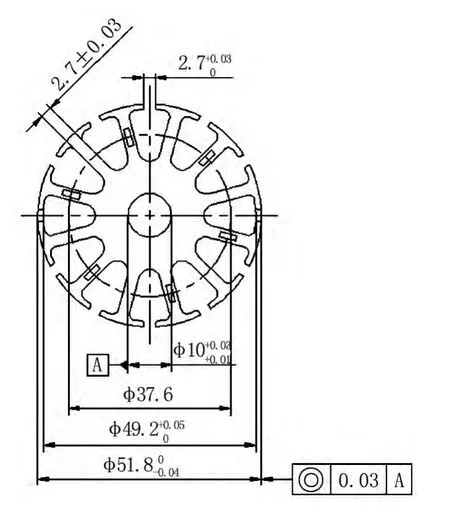
圖3 轉(zhuǎn)子沖片
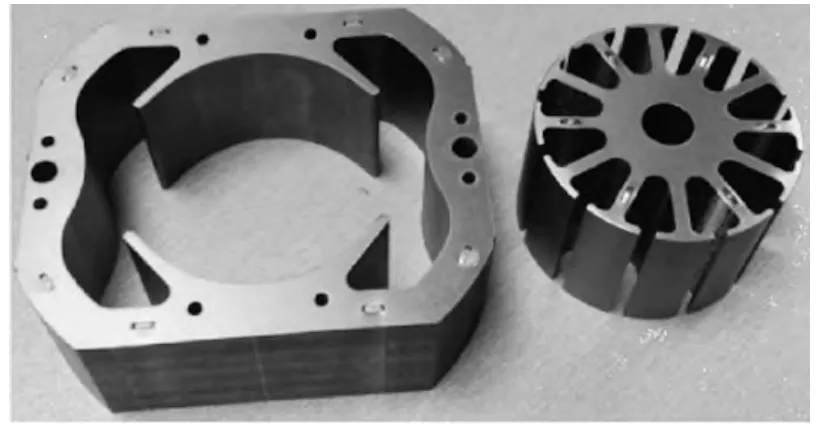
圖4 定、轉(zhuǎn)子芯片實(shí)物圖
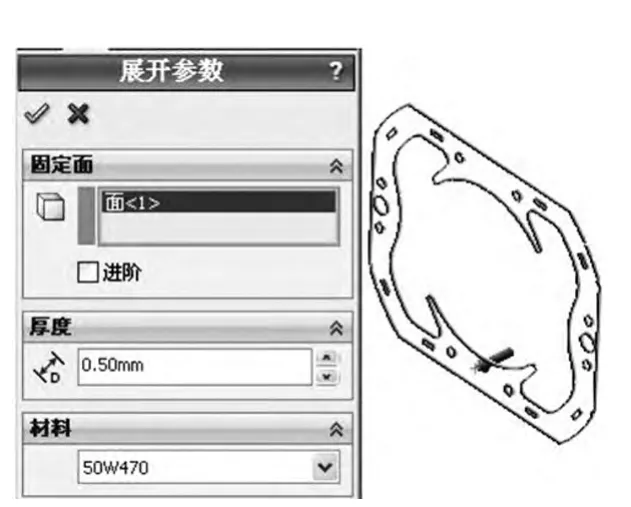
圖5 定子展開(kāi)操作
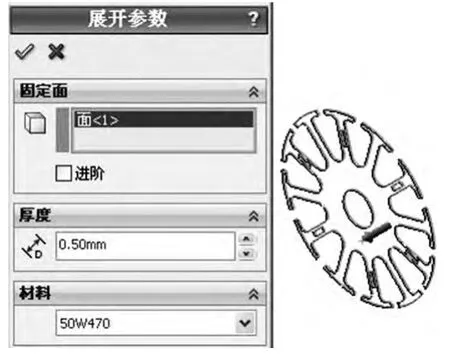
圖6 轉(zhuǎn)子展開(kāi)操作
2.2 排樣設(shè)計(jì)
利用“ 料4 帶設(shè)計(jì)模塊”功能,可以進(jìn)行排樣設(shè)計(jì)。3DQuickpress 提供直覺(jué)式的工具“ 料帶管理員視窗”,通過(guò)簡(jiǎn)單對(duì)話方式即可快速完成排樣方案設(shè)計(jì)。3DQuickpress 可以優(yōu)化排樣方式,大大提高材料的利用率。本例中考慮到定子、轉(zhuǎn)子的尺寸關(guān)系,將兩件混合排樣,在系統(tǒng)優(yōu)化的基礎(chǔ)上設(shè)置條料寬度為73mm,步距為87mm,條料步進(jìn)方向?yàn)閺挠蚁蜃螅O(shè)置8 個(gè)工位。各工位加工順序見(jiàn)表1。材料利用率為52.08%,圖7、8 分別為條料三維圖和實(shí)際條料圖。
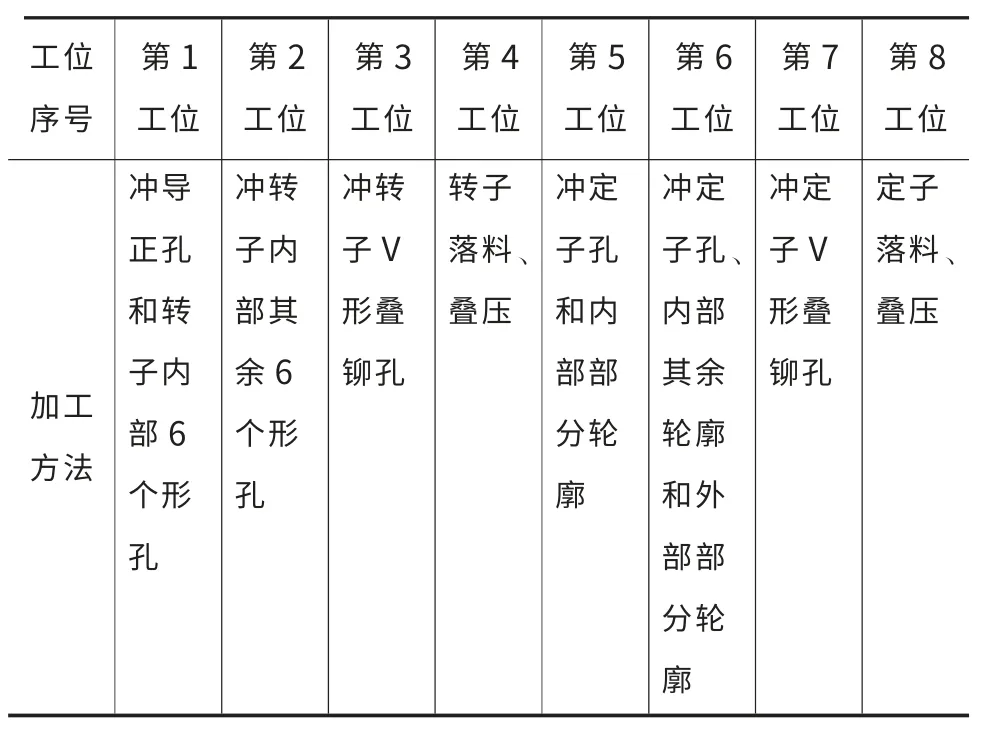
表1 零件加工順序

圖7 條料三維圖

圖8 實(shí)際條料
2.3 凸模設(shè)計(jì)
利用“ 沖頭和模具設(shè)計(jì)模塊”功能,可以進(jìn)行凸模設(shè)計(jì)。進(jìn)行凸模設(shè)計(jì)之前,需要先選定模架結(jié)構(gòu)。3DQuickpress 可以直接調(diào)用系統(tǒng)預(yù)制的模架庫(kù),也可以根據(jù)企業(yè)的標(biāo)準(zhǔn)定制相應(yīng)的模架庫(kù)。凸模的長(zhǎng)度和切入條料的深度是由所選擇的模架來(lái)決定的。系統(tǒng)有多種凸模型式可供選擇,為方便凸模在固定板中的定位與安裝,圓孔凸模設(shè)計(jì)成臺(tái)階式固定;異形孔凸模設(shè)計(jì)成直通式,螺釘固定[3],凸模與凸模固定板單邊間隙為0.01mm,設(shè)計(jì)結(jié)果如圖9 所示。
2.4 模具結(jié)構(gòu)設(shè)計(jì)
模具結(jié)構(gòu)設(shè)計(jì)主要是解決模架及條料的導(dǎo)向、定位、卸料等問(wèn)題。在3DQuickPress 中模架設(shè)計(jì)是通過(guò)“ 產(chǎn)生模架”功能來(lái)實(shí)現(xiàn)的,導(dǎo)料裝置、定位裝置、卸料裝置等的設(shè)計(jì)主要是通過(guò)“ 模架零部件”功能來(lái)實(shí)現(xiàn)的。系統(tǒng)提供了多個(gè)供應(yīng)商的標(biāo)準(zhǔn)件庫(kù),用戶也可以自定義標(biāo)準(zhǔn)件庫(kù)。
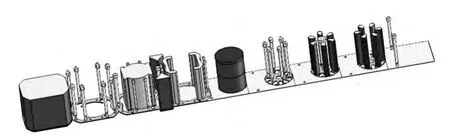
圖9 凸模結(jié)構(gòu)圖
2.4.1 模架設(shè)計(jì)
雖然模架結(jié)構(gòu)在凸模設(shè)計(jì)時(shí)已選定,但可根據(jù)生產(chǎn)需要對(duì)模架結(jié)構(gòu)進(jìn)行修改。由于企業(yè)生產(chǎn)時(shí)要求模具沖壓速度達(dá)到250~300 次/min,為增加模架剛性,上、下模座均應(yīng)加厚。同時(shí)結(jié)合條料的尺寸,對(duì)前面選定模架的各模板尺寸進(jìn)行了調(diào)整,表2 為各模板參數(shù)。本模架采用6 根Φ45mm 滾動(dòng)式導(dǎo)柱、導(dǎo)套。模架設(shè)計(jì)如圖10 所示。

表2 模板參數(shù)/mm
圖10 模架
2.4.2 自動(dòng)疊裝計(jì)數(shù)分組機(jī)構(gòu)
60 片定子、轉(zhuǎn)子沖片為一組分別進(jìn)行疊鉚,在第3、7 步分別對(duì)轉(zhuǎn)子、定子沖制V 形疊鉚孔,第4、8步分別對(duì)轉(zhuǎn)子、定子進(jìn)行落料、疊壓,通過(guò)V 形過(guò)盈連接實(shí)現(xiàn)疊鉚。將每一組的第1 片在疊鉚處沖成通孔,該片與上一組最后一片無(wú)法疊鉚,以起到分組的作用[4]。
圖11 為自動(dòng)疊裝計(jì)數(shù)分組機(jī)構(gòu)原理圖,計(jì)數(shù)孔凸模設(shè)計(jì)成有滑板的浮動(dòng)結(jié)構(gòu),由控制系統(tǒng)控制氣缸帶動(dòng)滑板動(dòng)作,在控制箱中設(shè)定所需的片數(shù),當(dāng)達(dá)到所設(shè)定的片數(shù)時(shí),控制箱會(huì)發(fā)出信號(hào),驅(qū)動(dòng)氣缸運(yùn)動(dòng),將滑板拉出一定的距離[5],將計(jì)數(shù)孔凸模向下頂出,在疊壓點(diǎn)沖通孔(圖11a),當(dāng)不需要沖通孔時(shí),氣缸將滑板推進(jìn),計(jì)數(shù)孔凸模頂端懸空而縮回,在疊壓點(diǎn)沖制V 形疊鉚孔(圖11b)。浮動(dòng)滑板裝置如圖12 所示。
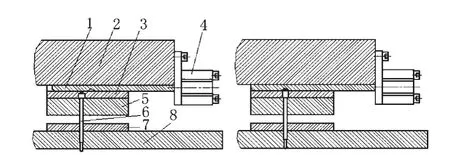
圖11 自動(dòng)疊裝計(jì)數(shù)分組機(jī)構(gòu)原理圖

圖12 浮動(dòng)滑板裝置
2.4.3 導(dǎo)料、定位裝置
為防止條料吸附在凹模表面影響送料,在下模設(shè)置兼有導(dǎo)料、抬料作用的浮升導(dǎo)料銷[6]。浮升導(dǎo)料銷凹槽與條料取單邊間隙0.05mm,以利于條料的準(zhǔn)確送進(jìn)。浮升導(dǎo)料銷Φ8mm、彈簧、機(jī)米螺絲均選用標(biāo)準(zhǔn)件。因第6 個(gè)工位以后條料外緣被切斷,條料末端采用導(dǎo)料板進(jìn)行導(dǎo)向。導(dǎo)料裝置如圖13 所示。
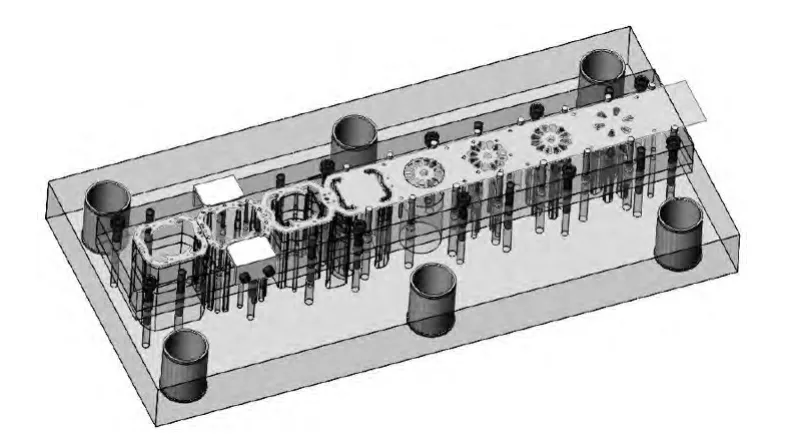
圖13 導(dǎo)料裝置
將導(dǎo)正銷安裝在卸料板上對(duì)條料送進(jìn)過(guò)程進(jìn)行定距,由于沖床高速工作,為避免送料不到位而導(dǎo)致嚴(yán)重后果,在第一個(gè)導(dǎo)正孔的位置設(shè)置浮動(dòng)檢測(cè)銷進(jìn)行安全監(jiān)測(cè)保護(hù)。如果發(fā)生送料不到位時(shí),浮動(dòng)檢測(cè)銷的頭部無(wú)法進(jìn)入導(dǎo)正孔而觸發(fā)微動(dòng)急停開(kāi)關(guān),機(jī)床立即停止工作,避免了誤沖。定位裝置如圖14所示。
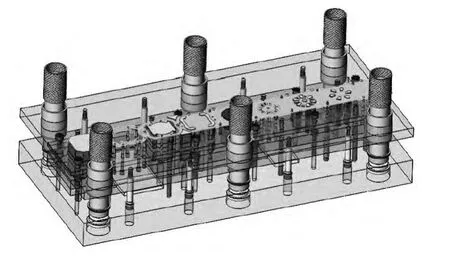
圖14 定位裝置
2.4.4 卸料裝置
采用彈性卸料裝置,卸料板與凸模單邊間隙取0.02mm。卸料墊板與卸料板固定在一起。8 根M12的卸料螺釘穿過(guò)上模座,與卸料板連接。彈簧的值可根據(jù)卸料力計(jì)算,并選取標(biāo)準(zhǔn)件。卸料裝置如圖15所示。
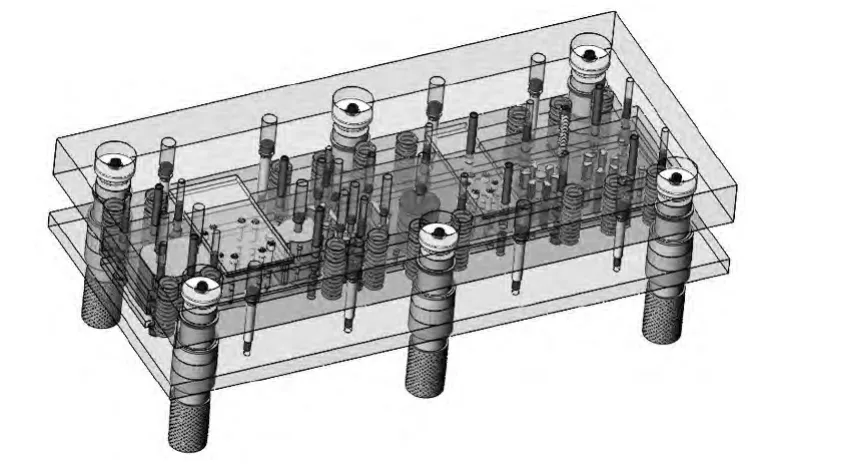
圖15 卸料裝置
最后完成的整體模具設(shè)計(jì)如圖16 所示。
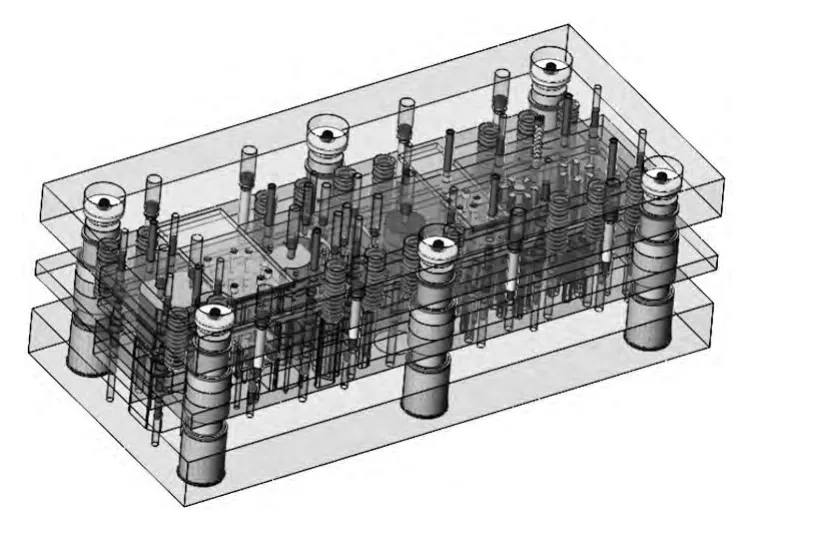
圖16 模具三維裝配總圖
2.5 輸出二維工程圖
可以直接打開(kāi)系統(tǒng)產(chǎn)生的工程圖,也可通過(guò)“ 查看調(diào)色板”功能,手動(dòng)創(chuàng)建新的工程圖。系統(tǒng)提供了6 個(gè)基本視圖,將所需視圖直接拖入工程圖區(qū)域即可。3DQuickPress 專門針對(duì)沖壓模具的圖樣特性,在孔表、坐標(biāo)標(biāo)注、加工注解和剖視圖等方面,均有提高效率的作用。
3 結(jié)束語(yǔ)
企業(yè)年生產(chǎn)該型號(hào)串激電機(jī)20 多萬(wàn)件,沖壓產(chǎn)品批量大、精度要求高。綜合考慮企業(yè)需求后,采用兩件混合排樣,6 根滾動(dòng)式導(dǎo)柱模架,定、轉(zhuǎn)子沖片自動(dòng)疊裝分組,浮升導(dǎo)料銷配合導(dǎo)料板確保條料送進(jìn)方向,導(dǎo)正銷配合浮動(dòng)檢測(cè)銷進(jìn)行精確定位,彈性卸料等。該模具既保證了工件尺寸精度和形位精度要求,又提高了材料利用率和生產(chǎn)效率。
采用基于Solidworks 平臺(tái)的3DQuickPress 進(jìn)行3D 級(jí)進(jìn)模設(shè)計(jì),能有效避免在2D 作業(yè)中所無(wú)法預(yù)知的錯(cuò)誤。該軟件支持級(jí)進(jìn)模設(shè)計(jì)的全過(guò)程,從導(dǎo)入五金件模型、產(chǎn)品模型分析展開(kāi)、方案優(yōu)化及排樣設(shè)計(jì)、凸模設(shè)計(jì)、模架及標(biāo)準(zhǔn)零部件設(shè)計(jì)和模具裝配圖等。與傳統(tǒng)的設(shè)計(jì)相比,該方法縮短了模具研發(fā)周期,提高了模具設(shè)計(jì)質(zhì)量,模具投入生產(chǎn)運(yùn)行后使用狀況良好,滿足了企業(yè)要求。
[1]王 巍,劉 春,馬 田.基于TopSolid 的固定片多工位級(jí)進(jìn)模設(shè)計(jì)[J].熱加工工藝,2014,43(13):99-102.
[2]郭春云,祝 恒,李 鋒.3DQuickPress 結(jié)合SolidWorks 的五金連續(xù)沖壓模具設(shè)計(jì)[J].CAD/CAM 與制造業(yè)信息化,2011,(8):51-53.
[3]孟玉喜.三角狀插座端子的級(jí)進(jìn)模設(shè)計(jì)[J].鍛壓裝備與制造技術(shù),2014,49(4):82-85.
[4]周慧蘭.電機(jī)定、轉(zhuǎn)子雙排自動(dòng)疊裝硬質(zhì)合金級(jí)進(jìn)模設(shè)計(jì)[J].鍛壓技術(shù),2009,34(3):106-109.
[5]王桂英,荊維柱.變壓器鐵芯片自動(dòng)疊裝硬質(zhì)合金級(jí)進(jìn)模設(shè)計(jì)[J].模具制造,2012,(1):75-81.
[6]李玉豐.三維可調(diào)絞鏈聯(lián)接板連續(xù)沖壓工藝及模具設(shè)計(jì)[J].鍛壓裝備與制造技術(shù),2014,49(4):72-73.
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04