鍛造鋁合金擠壓成形工藝研究
2015-07-01 09:32:22楊正法
鍛壓裝備與制造技術(shù) 2015年4期
楊正法
(天水鍛壓機(jī)床(集團(tuán))有限公司,甘肅 天水741020)
0 引言
發(fā)動(dòng)機(jī)的關(guān)鍵零件--活塞長(zhǎng)時(shí)間受交變的高溫、高壓、沖擊載荷,其性能直接影響發(fā)動(dòng)機(jī)的可靠性和經(jīng)濟(jì)性。高功率密度柴油機(jī)使用變形鋁合金活塞,其質(zhì)量輕,散熱好,單位體積功率大。鍛造鋁合金活塞因其組織致密、可靠性高而廣泛用于結(jié)構(gòu)緊密、體積小、比功率大的發(fā)動(dòng)機(jī)中。活塞曲面內(nèi)腔表面精度高,成形后不再切削加工[1],因此鍛造難度加大。本文研究該活塞的鍛造成形工藝,探索擠壓成形深型腔活塞的可行性。目前變形鋁合金活塞的生產(chǎn)有擠壓和鍛造兩種生產(chǎn)方式。擠壓活塞內(nèi)部組織致密,導(dǎo)熱和抗高溫、高壓能力明顯提高。由于擠壓活塞有較高的力學(xué)性能,使得活塞在較小的尺寸有較高的強(qiáng)度,從而減少了活塞的質(zhì)量,降低了活塞運(yùn)轉(zhuǎn)時(shí)的慣性,節(jié)省了能源消耗[2]。
在活塞擠壓成形過(guò)程中,金屬不均勻流動(dòng)會(huì)產(chǎn)生剪切變形。當(dāng)擠壓速度、坯料加熱溫度、模具預(yù)熱溫度、潤(rùn)滑劑選取不合理,活塞內(nèi)部或表面都會(huì)產(chǎn)生缺陷。如果缺陷產(chǎn)生在非機(jī)加工面,則會(huì)導(dǎo)致零件報(bào)廢[3]。運(yùn)用有限元數(shù)值分析技術(shù),在塑性成形前,進(jìn)行計(jì)算機(jī)仿真,改進(jìn)工藝,消除缺陷[1]。
1 活塞工藝分析
活塞三維模型圖如圖1 所示。活塞材料為A1Si12CuNiMg 鋁合金,其主要技術(shù)要求為:Rm≥315MPa,A4≥3%,硬度均勻分布。纖維方向按零件輪廓分布,不允許有穿流、渦流、流線紊亂等缺陷。組織結(jié)構(gòu)為Al-Si 共晶,不允許有粗晶組織。力學(xué)性能、硬度、流線分布及微觀組織要求高。
由于毛坯內(nèi)腔形狀復(fù)雜且內(nèi)表面不加工,因此表面不得有裂紋、皺紋、碰傷等缺陷。活塞材料為高硅鋁合金,含Si 量高(11.5~l2.5wt%),流動(dòng)性差,鍛造溫度僅100℃左右,且對(duì)成形速度敏感,模鍛成形時(shí)容易產(chǎn)生裂紋和粗晶。鋁活塞裙鍛件體積較大,外形呈圓周對(duì)稱(chēng),變形程度大[1]。
液壓機(jī)由于速度容易控制,變形應(yīng)變速率低,對(duì)于大變形、低速擠壓零件尤其適宜。因此,決定采用液壓機(jī)擠壓成形。

圖1 擠壓活塞三維模型
2 數(shù)值模擬理論基礎(chǔ)及參數(shù)
數(shù)值模擬參數(shù)為:擠壓溫度475~370℃;坯料體積42548700mm3,成形設(shè)備45MN 液壓機(jī),四面體網(wǎng)格單元大小0.36mm,網(wǎng)格數(shù)量約為432400個(gè)。
模擬時(shí),上模運(yùn)動(dòng)而下模靜止,并假定模具為剛性體。每次壓下量取約為初始坯料高度的1.5%。坯料為圓錐臺(tái)形,考慮到鍛件的對(duì)稱(chēng)性,取其1/4 進(jìn)行模擬,并以中心為對(duì)稱(chēng)截面。模擬材料參數(shù)采用Gleebe-1500D 實(shí)測(cè)數(shù)據(jù),圖2 為應(yīng)變速率為1.0s-1時(shí)的流動(dòng)應(yīng)力曲線,圖3 為變形溫度450℃時(shí)的流動(dòng)應(yīng)力曲線。
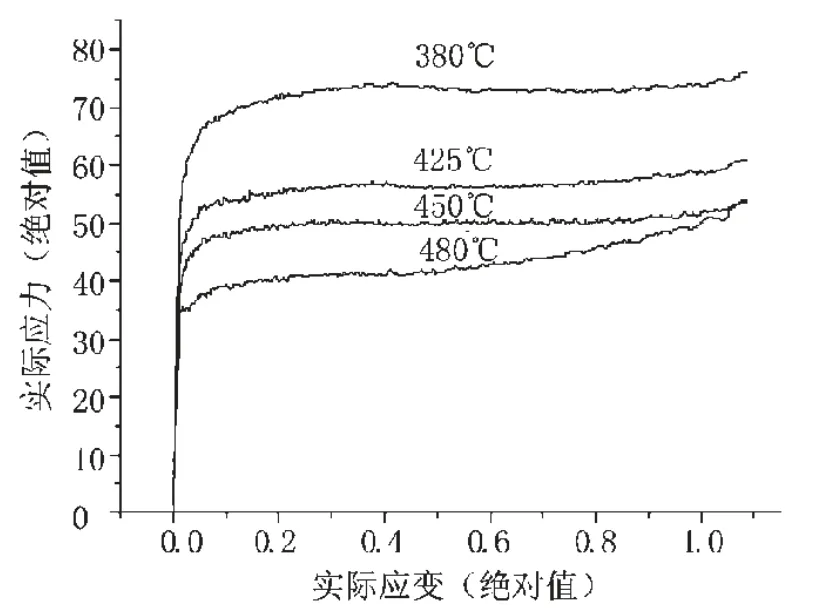
圖2 應(yīng)變速率為1.0 s-1 時(shí)的流動(dòng)應(yīng)力曲線
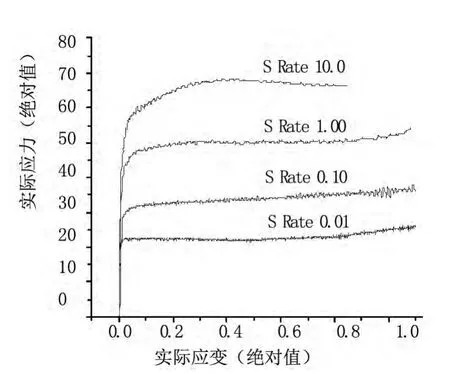
圖3 變形溫度為450℃時(shí)的流動(dòng)應(yīng)力曲線
3 模擬結(jié)果及分析
將工藝坯料制成圓臺(tái)形狀,尺寸?260mm(上)×?200mm(下)×225mm(高)。產(chǎn)生粗晶的原因除了由于變形程度過(guò)小(落入臨界變形區(qū))、變形程度過(guò)大和變形激烈而不均勻所引起之外,加熱和模鍛次數(shù)過(guò)多、加熱溫度過(guò)高、終鍛溫度太低也會(huì)產(chǎn)生粗晶。
另外,由于工藝坯料形狀不合適,所引起的變形不均勻也會(huì)引起晶粒粗大,粗晶組織除使力學(xué)性能降低外,對(duì)金屬的疲勞強(qiáng)度和抗震性能都有不良的影響。由于鍛后熱處理不能改善粗大晶粒組織,故應(yīng)從工藝坯料的形狀和鍛造工藝方法上加以解決。
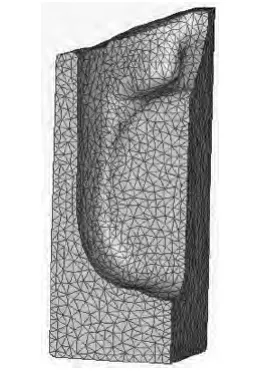
圖4 底徑200mm 的圓臺(tái)狀毛坯成形結(jié)果
(1)不同摩擦系數(shù)對(duì)成形的影響。分別采用摩擦系數(shù)為0.1 和0.3 對(duì)同樣的毛坯進(jìn)行模擬。如圖4 所示為摩擦系數(shù)0.3 時(shí)的模擬結(jié)果,可以看出,鋁合金在變形時(shí)因摩擦的原因使成形困難重重,摩擦系數(shù)為0.3 時(shí)成形困難,活塞鍛造的廢品率很高,近乎無(wú)法成形。又由于鋁合金在變形時(shí)不斷產(chǎn)生新生面,使其摩擦增大,所以在鋁活塞成形時(shí)需多次潤(rùn)滑,以使其變形容易,提高成品率。
(2)鍛件的溫度控制。成形過(guò)程中,涂潤(rùn)滑劑和設(shè)備的上行和下降時(shí)間估計(jì)約30s(上、下各10s,設(shè)備速度100mm/s,涂潤(rùn)滑劑10s),開(kāi)始熱轉(zhuǎn)換和對(duì)空氣散熱時(shí)的毛坯溫度場(chǎng)如圖5 所示,最高溫度493℃。散熱后的溫度場(chǎng)如圖6 所示,最高溫度469℃。成形結(jié)束時(shí)的溫度場(chǎng)如圖7 所示,最高溫度498℃。
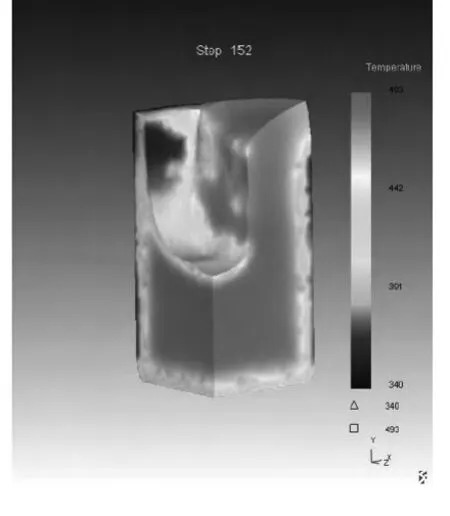
圖5 開(kāi)始熱轉(zhuǎn)換和對(duì)空氣散熱時(shí)的毛坯溫度場(chǎng)
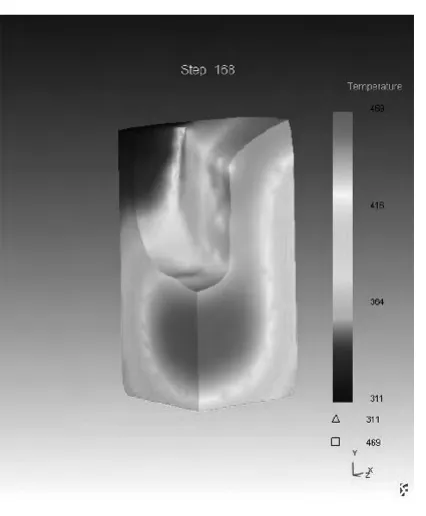
圖6 散熱后的鍛件溫度場(chǎng)
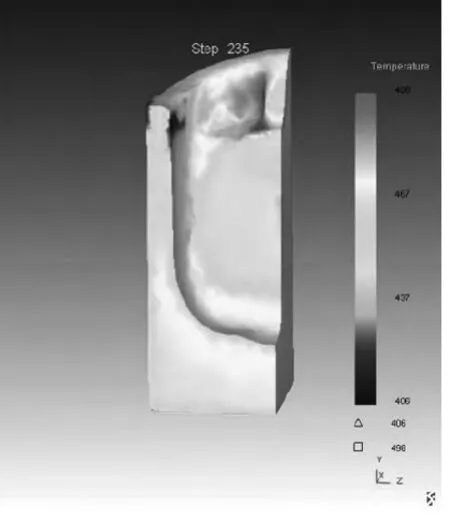
圖7 鍛壓結(jié)束時(shí)的鍛件溫度場(chǎng)
由于4032 鋁合金在鍛造過(guò)程中的溫度不能高于500℃,因此鍛造時(shí)不能一次成形,在壓制時(shí)一定要散熱,否則就會(huì)產(chǎn)生過(guò)燒,出現(xiàn)廢品。
(3)流動(dòng)網(wǎng)格。為檢查毛坯變形是否均勻,局部會(huì)否發(fā)生激烈變形,模擬了金屬流動(dòng),模擬結(jié)果如圖8 所示。可以明顯看出,這個(gè)變形過(guò)程是先鐓粗,后反擠。從金屬流動(dòng)網(wǎng)格可以看出,所使用的坯料金屬流動(dòng)均勻,沒(méi)有發(fā)生金屬局部激烈變形情況。
(4)鍛件的等效應(yīng)變和等效應(yīng)力。鍛件的等效應(yīng)變?nèi)鐖D9 所示,等效應(yīng)力如圖10 所示。從圖9、10 可以看出,鍛件的擠壓變形是比較均勻的。
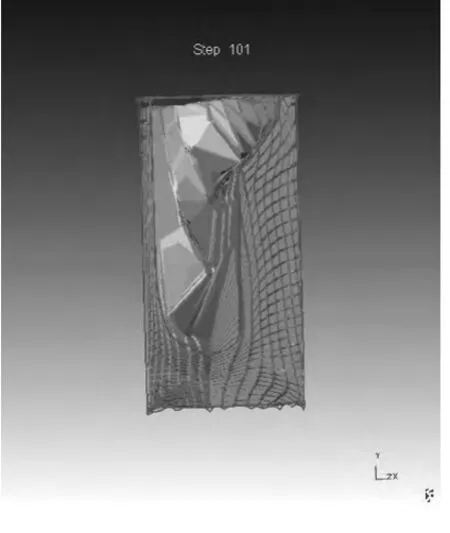
圖8 變形時(shí)的流動(dòng)網(wǎng)格
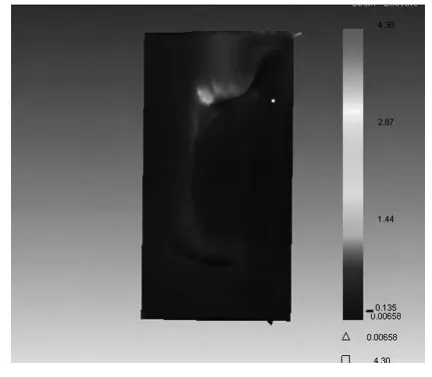
圖9 鍛件的等效應(yīng)變
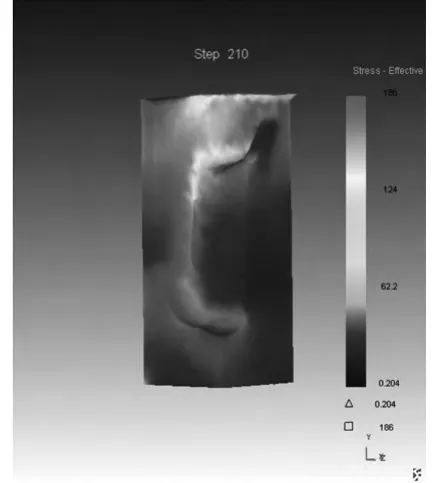
圖10 鍛件的等效應(yīng)力
4 結(jié)論
(1)由于鍛件壁厚不均勻,在摩擦的作用下薄壁區(qū)域的金屬流動(dòng)滯后,引起上端面凹凸不平。因此,要改善摩擦條件,以防止表面產(chǎn)生缺陷。
(2)鋁活塞液壓機(jī)擠壓成形工藝?yán)昧薃1Si12CuNiMg 鋁合金低應(yīng)變速率動(dòng)態(tài)再結(jié)晶較充分、材料變形抗力較小、塑性增強(qiáng)的特點(diǎn),鍛件未發(fā)現(xiàn)粗晶缺陷。
[1]馬曉琴,張育國(guó),張 蕾,等.變形鋁合金活塞鍛造成型工藝分析[J].熱加工工藝,2012,41(23):104-106.
[2]黨 利,楊永順,郭俊卿,等.摩托車(chē)活塞擠壓工藝分析與模具設(shè)計(jì)[J].模具工業(yè),2008,34(11):65-69.
[3]于智宏.基于FEM 的轎車(chē)活塞擠壓成形過(guò)程中損傷研究[J].熱加工工藝,2013,42(17):104-106.
[4]陳 軍,彭穎紅,阮雪榆.鍛造預(yù)成形工藝三維塑性有限元模擬[J].鍛壓裝備與制造技術(shù),1997,32(6):91-94.
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03