1600mm2緊壓圓形導體研制
2015-07-02 17:47:40姜黎黎李岸劉洋洋
科技資訊 2015年4期
關鍵詞:生產
姜黎黎 李岸 劉洋洋
摘 要:該文介紹了高壓直流海底電纜用1 600mm2緊壓圓形導體的生產工藝設計、生產方式的選擇和生產設備改造的具體方式。并且針對運行過程中容易出現的導體熱膨脹后阻水性能差等主要問題,對導體的阻水結構,阻水材料的選取和阻水方式的確定。最后對高壓直流海底電纜用1 600mm2緊壓圓形導體的成品進行了試驗分析。該文還介紹了通過對84盤框絞機的設備改造,成功實現了用84盤框絞機生產1 600mm2緊壓圓形導體。
關鍵詞:大截面 海纜 緊壓圓形導體 84盤框絞機
中圖分類號:TM24 文獻標識碼:A 文章編號:1672-3791(2015)02(a)-0088-01
隨著海洋經濟的發展,高壓XLPE絕緣海底電纜需求逐年增大。導體作為電纜中最重要的部分,除了滿足導電性能要求外,還必須具有很高的阻水性能。按照GB/Z18890-2002標準規定:1 000mm2以上導體采用分割導體,這樣運行過程中就很難保證導體熱膨脹后的阻水性能,通過對比分析國外海底電纜導體結構及大量的實驗驗證,海底電纜建議采用緊壓圓形,中間添加阻水材料。公司承擔國網科技研發項目:“高壓直流交聯聚乙烯絕緣海底電纜”項目。根據要求,導體截面為1 600mm2,該公司現有的設備為84盤框絞機。
1 導體結構設計
電纜在生產、敷設中會產生應力,導體應盡量柔軟。單線根數越多單線越細,絞線的柔性越好。
綜合分析電氣、阻水、力學性能,導體的設計有以下幾個特點:
(1)固定標稱截面,提高單線數目。
(2)提高外層緊壓系數,內層緊壓系數可適當降低。
(3)針對阻水要求,選用阻水方式。
1 600mm2海底電纜用導體的參數如下所示:
導體截面為1 600mm2,單線規格采用
4.20mm2,導體結構1+6+12+18+24+30+35,最外層緊壓系數0.96,次外層緊壓系數0.95,阻水方式采用阻水帶+阻水紗復合添加。
2 生產方式的選擇
2.1 單線絞制方式
從導體結構可以看出,導體總根數為126根,公司現有的84盤框絞機雖然屬于國內領先設備,但是仍然不能滿足要求,導體的絞制需要分幾步進行。絞制步數越多,對導體影響越大,生產的難度也會相應增加[1]。所以盡量采用三步絞制。如果采用(((1+6)+12+18+24)+30+35)方式(括號的為每次絞制的層);最后一次絞制需要改造至少兩層絞籠[2]。不建議采用。所以絞制方式為(((1+6)+12+18+24+30)+35)。最外層單獨絞制。
2.2 阻水材料添加方式
阻水帶添加在每層單線之間,雖然繞包的方式可以很好的保證阻水帶之間不存在間隙,但是需要在設備上添加繞包頭,成本很高且現場條件不允許,建議采用成本低廉,操作方便的縱包方式。
阻水紗添加位置有兩種:每層單線外和每層單線內。放置在每層單線內雖然可以防止因緊壓模具擠壓而產生斷線,但是無法觀察和檢測阻水紗的填充位置。放置在每層單線外不僅可以隨時調整,而且斷線的問題可以通過設備改造來避免,所以生產時建議添加在每層單線外。
3 現場生產控制
在確定了工藝及生產方式后,現場生產會出現一些問題:最后一層絞制必須對設備進行改造,經過多次嘗試和對比分析,最終確定了以下方案。
借鑒鋼絲鎧裝機的工作原理,在筒內加裝中心管,為了穿線方便,在中心管四周固定五個PVC管,在管一端裝上固定盤,固定盤與中心管用螺紋連接,筒內添加4個支撐板。鋼管內穿入PP-R管。分線盤支撐桶對應位置開5個單線導出孔,5根單線出口處用兩個導輪將中心管周圍的5根單線引出,改造阻水紗分線盤,添加阻水紗挑出裝置。
在最外層生產前,線芯的外徑已經達到40.8mm,自重很大,最外層繞包的阻水帶容易被刮傷,如果條件允許,建議采用帶有張力的放線架,條件不允許的情況下可采用添加支撐的方式。由于海纜的一個特點是大長度,受到裝盤量的限制,不可能生產無限長,需要分成幾段,如果不做處理,那么每段生產時都需要重新穿線,會嚴重影響生產效率[3]。針對這個問題,可以借鑒VCV(立塔交聯生產線)導體壓接頭的方式,設計制作連接管,要注意的是:(1)連接管的外徑不可大于線芯的外徑,否則可能直接導致單線因擠壓量過大而發生斷線;(2)線芯的最外層注意保護,不可發生松散,否則后續生產會產生內層松散(起燈籠)等問題。
生產時,注意矯正最后一個絞籠與前一個絞籠的同步性,其他生產參數按照正常生產進行。
4 成品導體性能
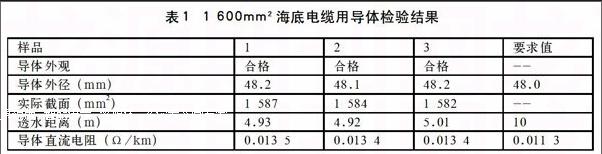
將生產出的1 600mm2海底電纜用導體送檢,具體檢驗結果如表1所示。
可以看出,各項性能指標完全達到國內外同類型產品的先進水平。
5 結語
該文通過工藝及設備上的改進,成功實現了用84盤框絞機生產1 600mm2緊壓圓形導體,生產過程自動化程度較高,產品達到國內外先進水平。該方式由于原理簡單,操作方便,可以推廣應用到其他類似絞線設備中去,從而極大的提高設備的生產范圍。
參考文獻
[1] 吳國洪,袁志平.大截面導線耐張線夾壓接工藝[J].電力設計,2010(5):126-129.
[2] 李永平,李弘源.一類大截面導線的結構合理性分析[J].東北電力技術,2001(5):4-7.
[3] 蒲曉羽,張云都.大截面導線在輸電技術中的應用與研究[J].黑龍江電力,2010(2):131-135.
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
